00193416-02.pdf - 第91页
Üzemeltetési útmuta tó SIPLACE HS-60 3 M ű szaki adat ok Software-verzió: S R.503.xx Kiadás: 07/2003 HU 3.8 Szerkezeti át tekintés - Beültet ő fejek 91 3.8 Szerkezeti áttekintés - Beültet ő fe jek 3.8.1 12 szegme nses Co…
3 Műszaki adatok Üzemeltetési útmutató SIPLACE HS-60
3.7 Szerkezeti áttekintés - Portálok Software-verzió: SR.503.xx Kiadás: 07/2003 HU
90
Az Y-tengely lényegében a következő fő alkatrészekből áll:
– Y-lineáris meghajtás permanens mágnessel (1) és adapter-lemezzel (2)
– Y-vezetőrendszer
–Y-mérőrendszer
Az Y tengelyt egy lineáris motor hajtja. A hajtás szekunder része permanens mágnesekből áll, és
a gép-állványra van szerelve. A primer rész a portálra van csavarozva (adapter-lemez). Egy
ütközésgátló-kapcsolás korlátozza a portálok elmozdulási útjait egymással szemben.
3.7.5 Az Y-tengely műszaki adatai
Meghajtás Közvetlen, lineáris motor
Max. sebesség 2,5 m/s.
A portálok elmozdulási útja a gép közepétől számítva 1. portál - 688,5 mm
2. portál - 768,5 mm
3. portál - 688, 5 mm
4. portál - 768,5 mm
Útmérő rendszer Lineáris fém mérőlécek
A mérőléc hossza 1530 mm
Felosztás 1 µm
Üzemeltetési útmutató SIPLACE HS-60 3 Műszaki adatok
Software-verzió: SR.503.xx Kiadás: 07/2003 HU 3.8 Szerkezeti áttekintés - Beültető fejek
91
3.8 Szerkezeti áttekintés - Beültető fejek
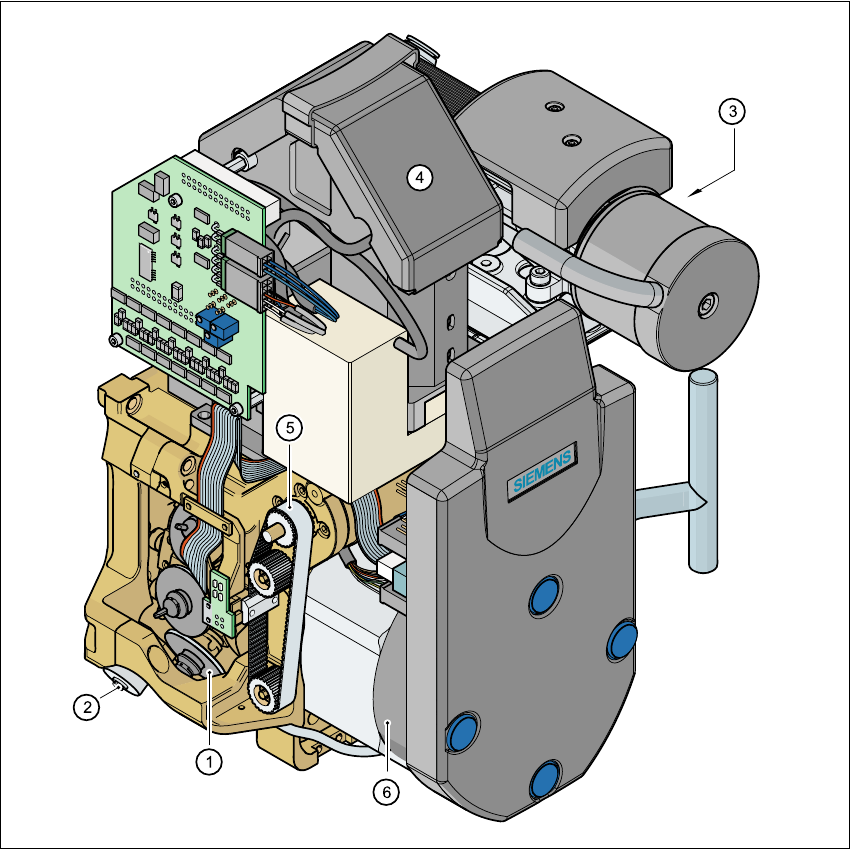
3.8.1 12 szegmenses Collect&Place-fej standard-AR-kamerával
3.8.1.1 Felépítése
3
3.8 - 1 ábra A 12 szegmenses-Collect&Place-fej kiépítése
3
(1) Csillagfej 12 szegmenssel (4) AR-érzékelő rendszer
(2) Motor, szelepállító hajtómű "kidobás" (5) Z-tengelymeghajtás
(3) Forgató állomás (6) Csillagmotor
3 Műszaki adatok Üzemeltetési útmutató SIPLACE HS-60
3.8 Szerkezeti áttekintés - Beültető fejek Software-verzió: SR.503.xx Kiadás: 07/2003 HU
92
3.8.2 Leírás
– A 12 szegmenses Collect&Place-fej a Collect&Place - elv szerint működik, vagyis az
alkatrészeket a pipetták vákuuma segítségével veszi fel és egy komplett felvételi ciklus után a
befúvott levegő segítség gyengéden és pontosan rakja fel a nyomtatott áramköri lapra.
Egyidejűleg a pipettákban lévő vákuum többször ellenőrzésre kerül, annak megállapítása
érdekében, hogy az alkatrészek megfelelő módon lettek-e felvéve, ill. felrakva.
– A z-tengely "tanulni képes" érzékelő-leállító üzemmódja kiegyenlíti a
NYÁK-egyenetlenségeket az alkatrészek lerakásánál.
– Minden alkatrészt azonos üzemidővel ültet be az automata. Mielőtt az alkatrész beültetésre
kerül, az érzékelő rendszerrel optoelektronikai mérés történik.
– Az AR-érzékelő modul egy felvételt készít a megfogott alkatrészről.
– Ezenfelül meghatározza az alkatrész pontos helyét.
– A felvett alkatrész tokozatformáját összehasonlítja a beprogramozott formával, hogy az
alkatrészt azonosítsa. A nem azonosított alkatrészeket kidobja.
– A forgató állomás az alkatrészt a megfelelő beültetési helyre fordítja.
– A hibás alkatrészeket a szerkezet kidobja és egy javítási folyamatban utána beülteti.
3.8.3 Műszaki adatok
3
Szerkezeti elemek spektruma 0201 PLCC44-ig a BGA, µBGA, Flip-Chip,
TSOP, QFP, PLCC, SO - SO32, DRAM-ot
beleértve
ARz-specifikáció
Max. magasság
Min. lábraszter
Min. forrasztógömb raszter
Min. gömb-/forrasztógömb-átmérő
Min. méretek
Max. méretek
Max. súly
6 mm
0,5 mm
0,35 mm
0,2 mm
0,6 mm x 0,3 mm
18,7 mm x 18,7 mm
2 gr
Z-tengely emelkedése Max. 16 mm
Programozható felrakási erő 2,4 - 5,0 N
Pipetta-típusok 9xx
Max. beültetési teljesítmény 15.000 AR/ó
Szögpontosság ± 0,7° / 4 σ
Beültetési pontosság (standard-érzékelő modul) ± 80 µm / 4 σ