TP2171.P-Tool for Dual Lane Machine.pdf - 第22页
SMT Software Eng ineering Group IM Operations Y AMAHA MOTOR CO., L TD. MDOC-SOFT50069 22/27 (8) The behavior of op ti m izer using s y nchro nized trans fer (V1.24ST D R1.000 of later ) Optimizer output the result that t…
SMT Software Engineering Group
IM Operations YAMAHA MOTOR CO., LTD.
MDOC-SOFT50069
21/27
[Line CT (sec)]
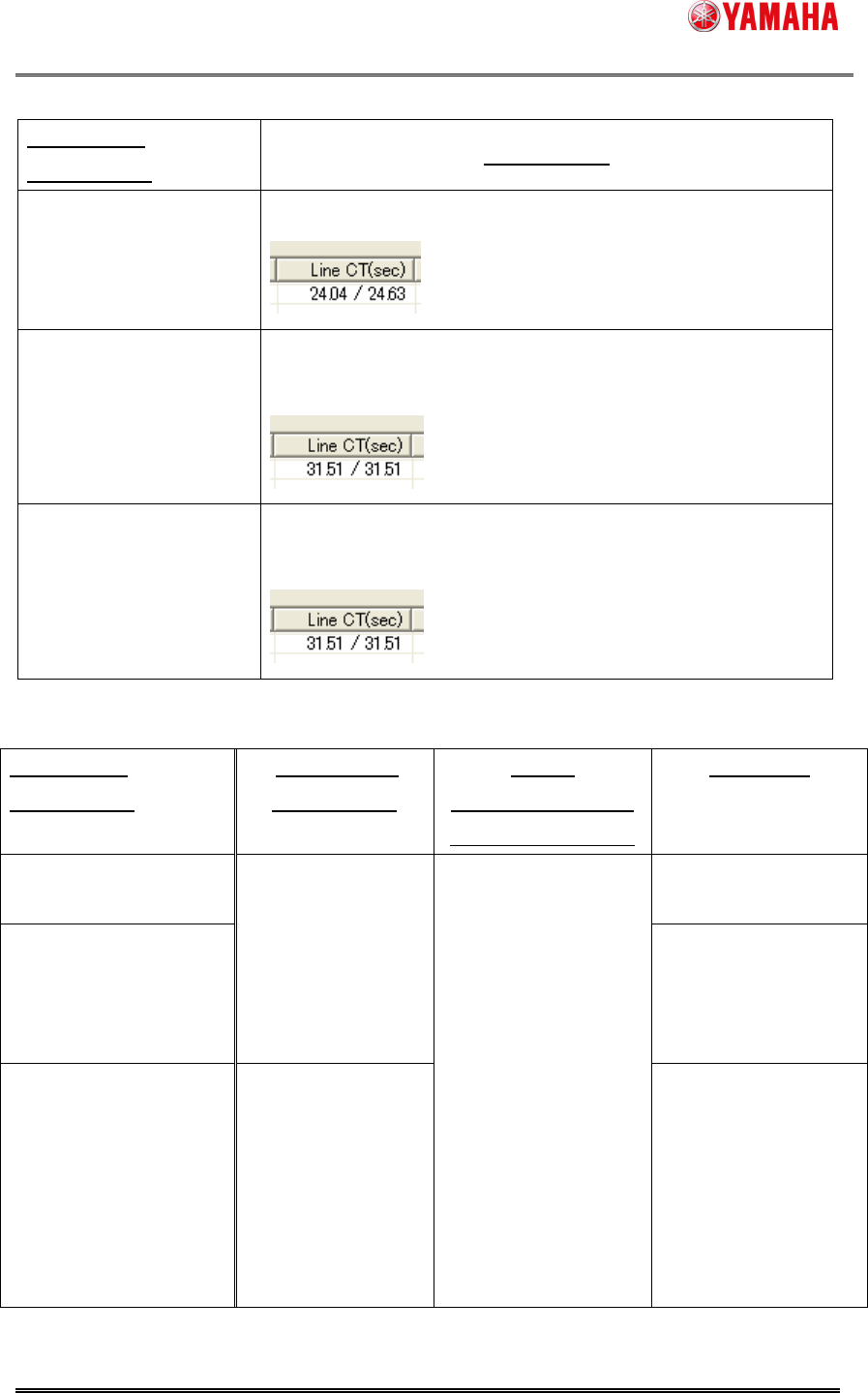
Mount Mode /
Transfer Mode
[Line CT (sec)]
Parallel Lanes /
Asynchronous Transfer
Line CT of each lane is displayed (Lane1/Lane2).
Parallel Lanes /
Synchronous Transfer
It is the greater mount time of both lanes (mount time of front lane
and rear lane.) Lane CT of each lane is the same.
Alternate Lanes /
Asynchronous Transfer
It is the total of mount time of each lane (mount time of front lane
and rear lane). Lane CT of each lane is the same.
(Trace view)
Mount Mode /
Transfer Mode
[Cycle Time +
Transfer (sec)]
[Points]
[Fid.Mark Rec.Times]
[BadMark Rec.Times]
Other Items
Parallel Lanes /
Asynchronous Transfer
Value of each lane is
displayed
Parallel Lanes /
Synchronous Transfer
Cycle time with
transfer time is
displayed.
Total count of each
lane is displayed. The
value of both lane is
the same
Alternate Lanes /
Asynchronous Transfer
Cycle time without
transfer time is
displayed. (While
mounting one side
lane, the opposite
lane can transfer
boards.
Values of each lane
are displayed
Value of each lane is
displayed

SMT Software Engineering Group
IM Operations YAMAHA MOTOR CO., LTD.
MDOC-SOFT50069
22/27
(8) The behavior of optimizer using synchronized transfer (V1.24STD R1.000 of later)
Optimizer output the result that the motion of mounter is like the following.
If one side head completes mounting earlier, it helps the other one in order to shorten cycle time.
In the following case, cycle time can be improved.
• The difference at the complete time of the front and rear head was great and the board data
was created using “Multi-Combined Program” (Refer to “2.2.1. Multi Lane Utility”)
• The result of “Mount Mode: Each Lanes” was outputted before
When [Mount/Transfer decision method] is set to “Auto”, optimizer automatically decides the
necessity of the above motion. (Refer to “2.5 Optimizer (6) [Detail] setting is extended. 3”.)
In case of the above motion, the “Mount Mode” is “Parallel Lanes” and “Transfer Mode” is
“Synchronous Transfer”.
[Note]
Because of the additional calculation process to improve cycle time, optimization time may
increase.
When it is necessary to shorten calculation time, change [Set optimization parameters] -[Basic
Condition] -[Exec Condition] –[Level] into “Standard” or “Short Calculation Time”.
SMT Software Engineering Group
IM Operations YAMAHA MOTOR CO., LTD.
MDOC-SOFT50069
23/27
2.6. Producing the different kind of board ’Type-N’ option
(V1.25STD R1.000 or later)
2.6.1. Summary
The machine that supports ‘Type-N’ (Producing the Different Kind of Board) is capable of
producing two board data at the same time.
Optimizer assigns feeders to a near side of the plates from the mount lane so that it is possible
to switch board data individually with respecting to each lane (Feeders of front lane parts are
assigned to front plate and feeders of rear lane parts are assigned to rear plate.).
Each head unit mounts boards on their closer side of the lanes.
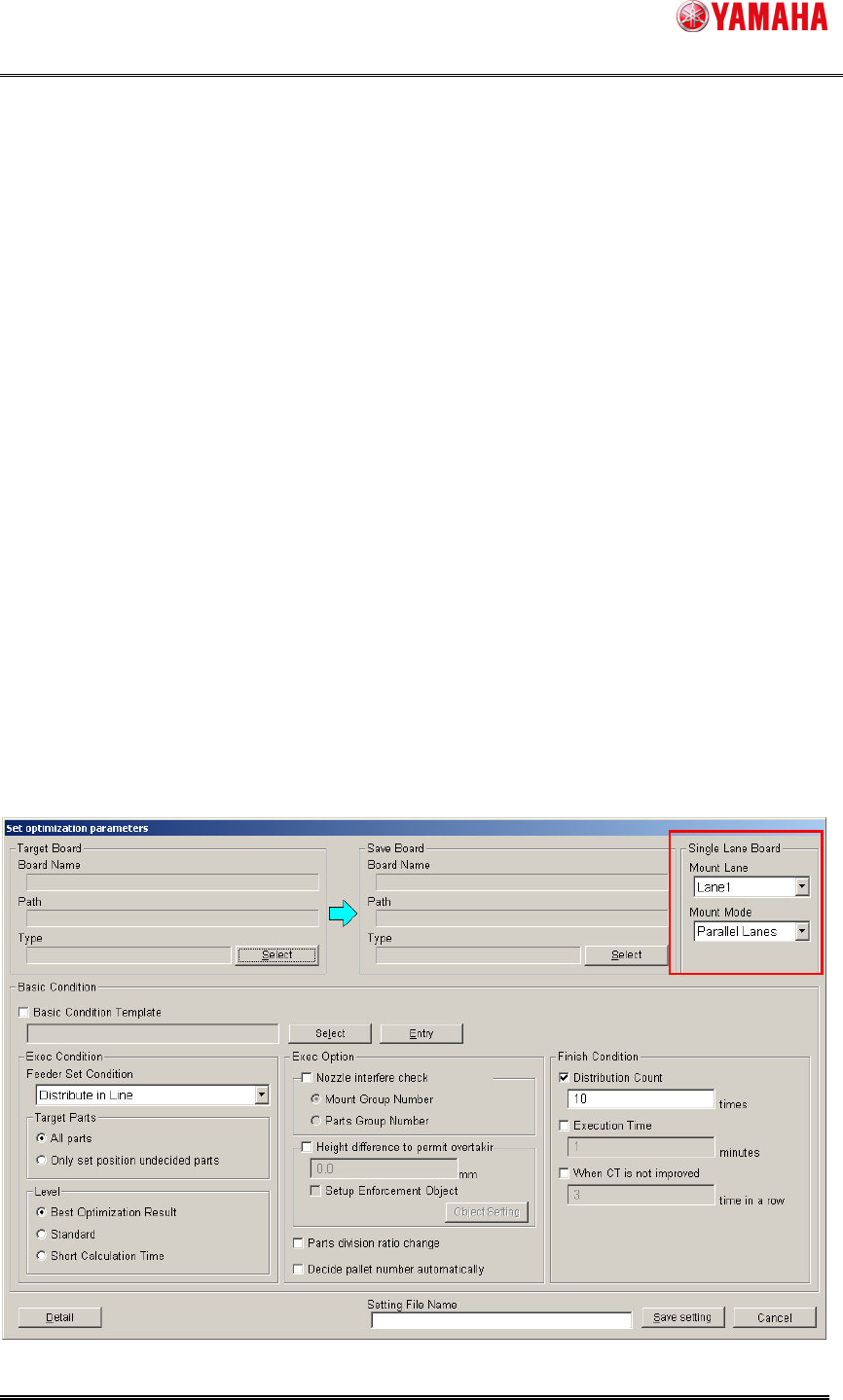
2.6.2. Setting Method
<Optimizer>
Select [Optimizer] – [set optimization parameters] – [Single Lane Board] – [Mount Lane] and
[Mount Mode]. This is enabled only when the kind of the selected board data in [Target / Save
Board] is ‘Single Board Data’. (When the kind of the board data is ‘Combined Board Data’, the
behavior of the optimizer is the same as that of other than producing the different kind of board)