CP842规格书-中文.pdf - 第6页
3. 3. 3. 3. 基本规格 基本规格 基本规格 基本规格 - 4 - CP84 2 CP84 2 CP84 2 CP84 2- - - - 01040 5R 0104 05R 0104 05R 0104 05R_S _S _S _S 3.2 3.2 3.2 3.2 电路板搬运 电路板搬运 电路板搬运 电路板搬运 规 格 项 目 CP-842E CP-842ME L × W 50 × 50mm ~ 45 7 × 356mm ← 厚度…
3.
3. 3.
3. 基本规格
基本规格基本规格
基本规格
- 3 -
CP842
CP842CP842
CP842-
--
-010405R
010405R010405R
010405R_S
_S_S
_S
3.1
3.13.1
3.1 基本规格
基本规格基本规格
基本规格
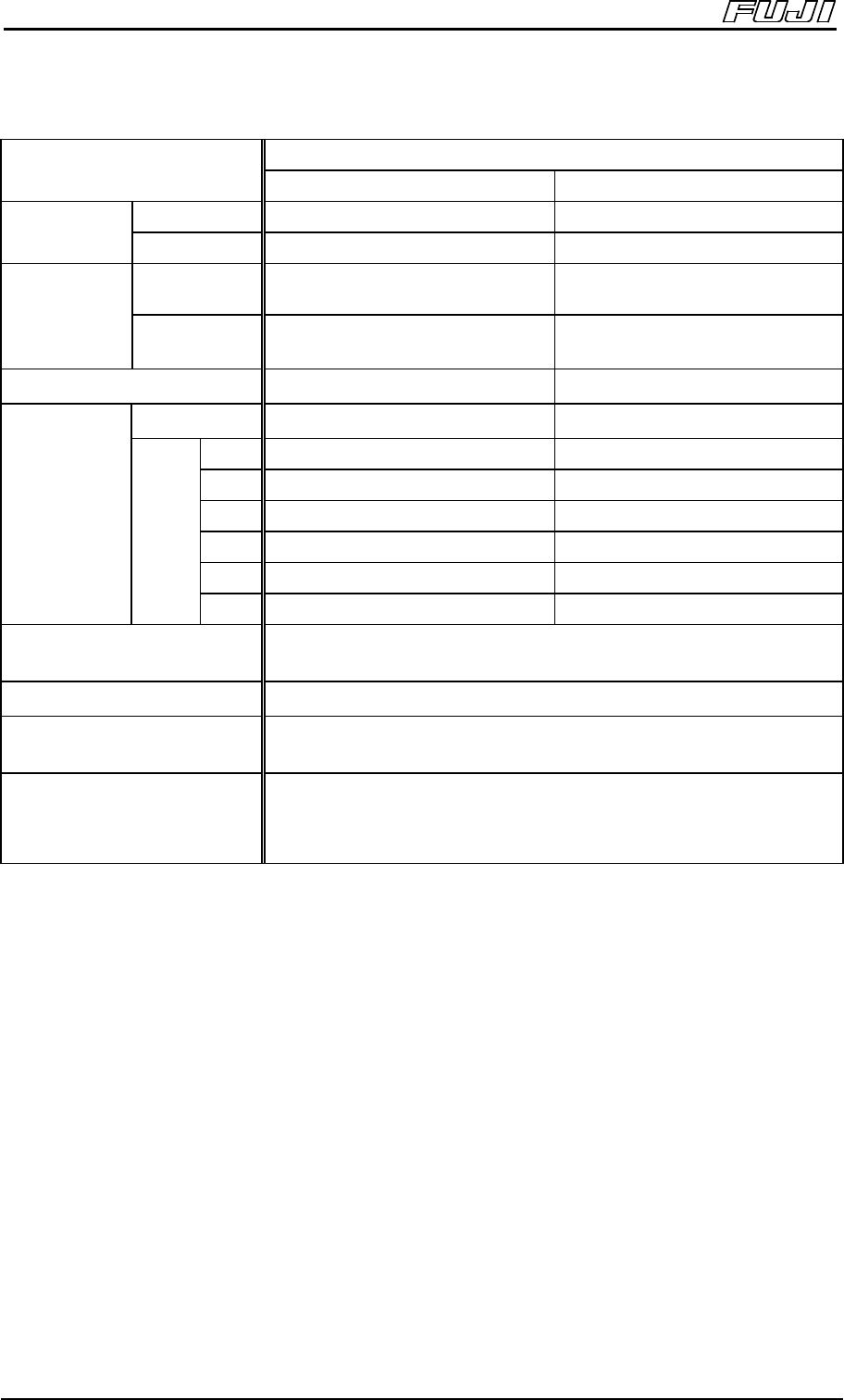
规 格
项 目
CP-842E CP-842ME
元件尺寸 0603(0402) ~
□
19mm ←
对象元件
※1
最大高度
6mm
←
料带尺寸
8,12,16,24,32mm
(7",13",15")
←
对象元件
包装方式
※2
散装的场合
1005C,1608C
←
料站数 70×240×2
凸轮速度100% 0.068sec/个 ←
X,Y轴 14.2mm(包含补正量) ←
Z轴
1.19mm
←
D轴固 定←
θ轴 无 限 制←
NC轴 1pitch以内 ←
贴装速度
※3
最大
移动量
NY轴
0.8mm
←
贴装精度
※4
矩形芯片元件等
±0.055mm(3σ)cpk≧1
贴装率 99.99%(包含自动补件)
基准定位点读取时间
※5
约 0.25sec/个
免费保修期间
※6
机 器 6,000H(运转时间)or 2年
软 件 2,000H(运转时间)or 1年
供料器 1年
※1:0402贴装支持为选项(研制中)
※2:JIS,EIAJ规格的料带元件等(EIA规格所对应的元件和EIAJ规格所对应的相同。)
※3:D轴 1pitch移动时为0.098sec/个。NC轴 2pitch移动时为0.08sec/个,3pitch移动时为
0.09sec/个
※4:上述精度是在本公司的条件下测定所得出的,不包含角度的偏差。此外,受所使用的贴装元件和
电路板的精度影响,存在不能确保上述精度的可能性。
※5:以上数值为直径1.2mm的定位点、不包含定位点之间的移动,和由于定位点形状、位置的偏差
所需要的对应时间。
※6:以机器、软件任何时间短的一方为计算对象。但是,不包括操作上的错误和天灾等不是由于生产
厂家的责任所引起的问题。
供料器不包括含有卷取齿轮等消耗品的指定部件。考虑到运送所需的时间,对代理店的免费保修
期间是从以富士发货开始计算的14个月之内。
3.
3. 3.
3. 基本规格
基本规格基本规格
基本规格
- 4 -
CP842
CP842CP842
CP842-
--
-010405R
010405R010405R
010405R_S
_S_S
_S
3.2
3.23.2
3.2 电路板搬运
电路板搬运电路板搬运
电路板搬运
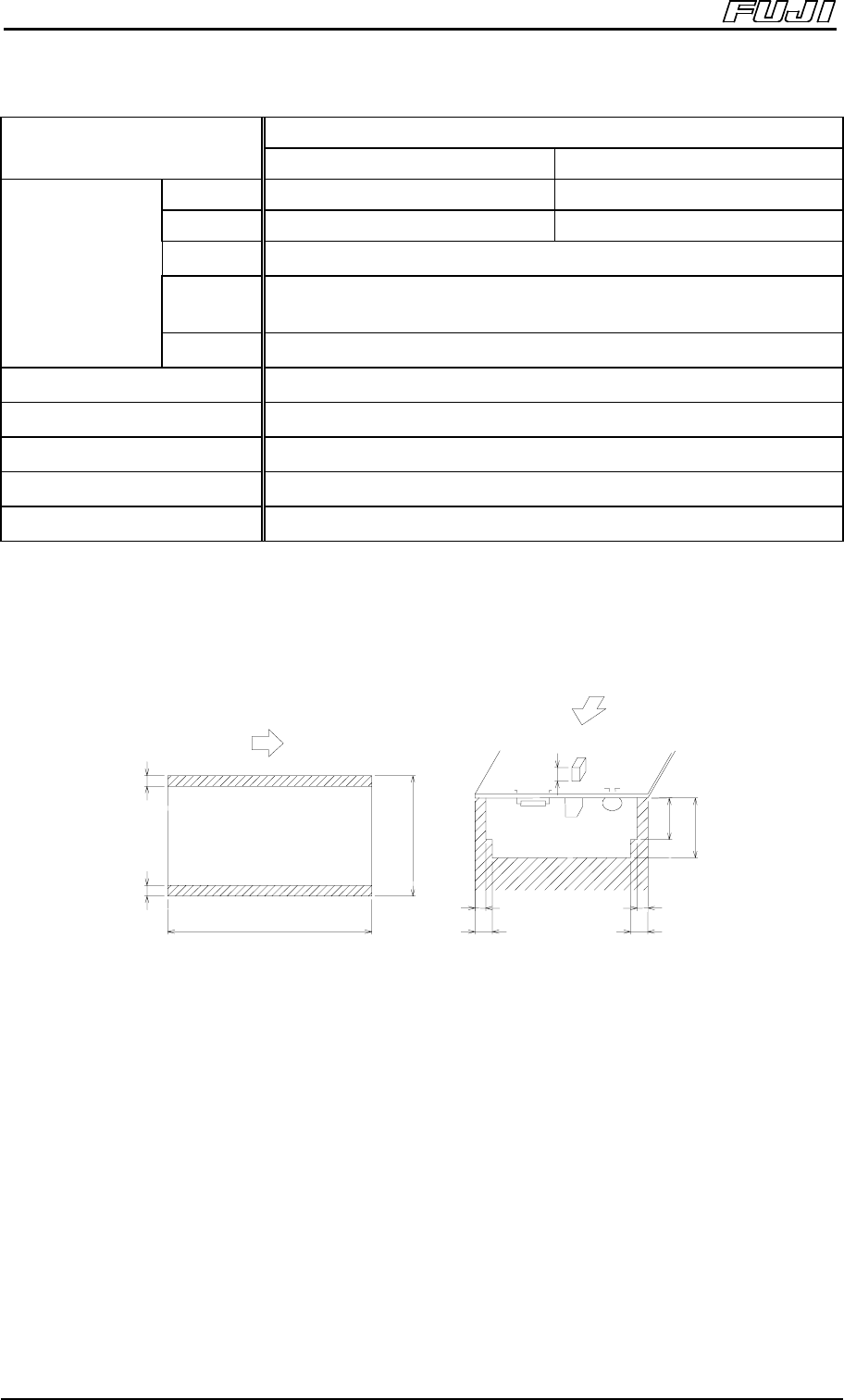
规 格
项 目
CP-842E CP-842ME
L×W
50×50mm ~ 457×356mm ←
厚度
※1
0.5(0.3)mm ~ 5.0(6.0)mm ←
扭 曲
※2
MAX 1.0mm
先贴装元件
的高度
※3
电路板正面∶6.0mm
电路板反面∶25.4mm
电路板尺寸
材 质 玻璃环氧树脂,合成物,纸苯酚,矾土,聚酰亚胺等
电路板载入时间
※4
1.4sec
搬运方向
※5
左→右(右→左)
搬运高度
※6
900
(+15,-5)
mm(950
(+15,-5)
mm)
最大搬运能力
※7
MAX 1kg(电路板总重量)
搬运轨道宽度变更 以面前一侧的轨道为基准,使用摇手柄手动改变宽度,同时变更。
※1:比0.5mm薄的电路板、比5mm厚的电路板的支持为选项。但是,支持比5mm厚的电路板时,电
路板的厚度变为3.0mm~6.0mm。此外,在有必要采取电路板支撑对策的场合,请事先和本公
司联系。
※2:在夹紧电路板时电路板向下扭曲的场合,请在电路板下面使用支撑销或者支撑板。
※3:对于夹板侧的死角部分,必须在电路板的上方留有3mm的空间。
对于电路板的反面,搬运带侧的两端有5×19mm的限制。
M
A
X6.
0
3
3
L
W
3
3
19
25.
4
5
5
※4:XY平台的移动时间不计算在内。
※5:对搬运方向,可以在购买机器时选择规格。
※6:根据设置条件使用防震垫脚的场合时为+12mm。对于搬运高度,可以在购买机器时选择规格。
4.
4. 4.
4. 机器构成
机器构成机器构成
机器构成
- 5 -
CP842
CP842CP842
CP842-
--
-010405R
010405R010405R
010405R_S
_S_S
_S
4.1
4.14.1
4.1 旋转主轴
旋转主轴旋转主轴
旋转主轴
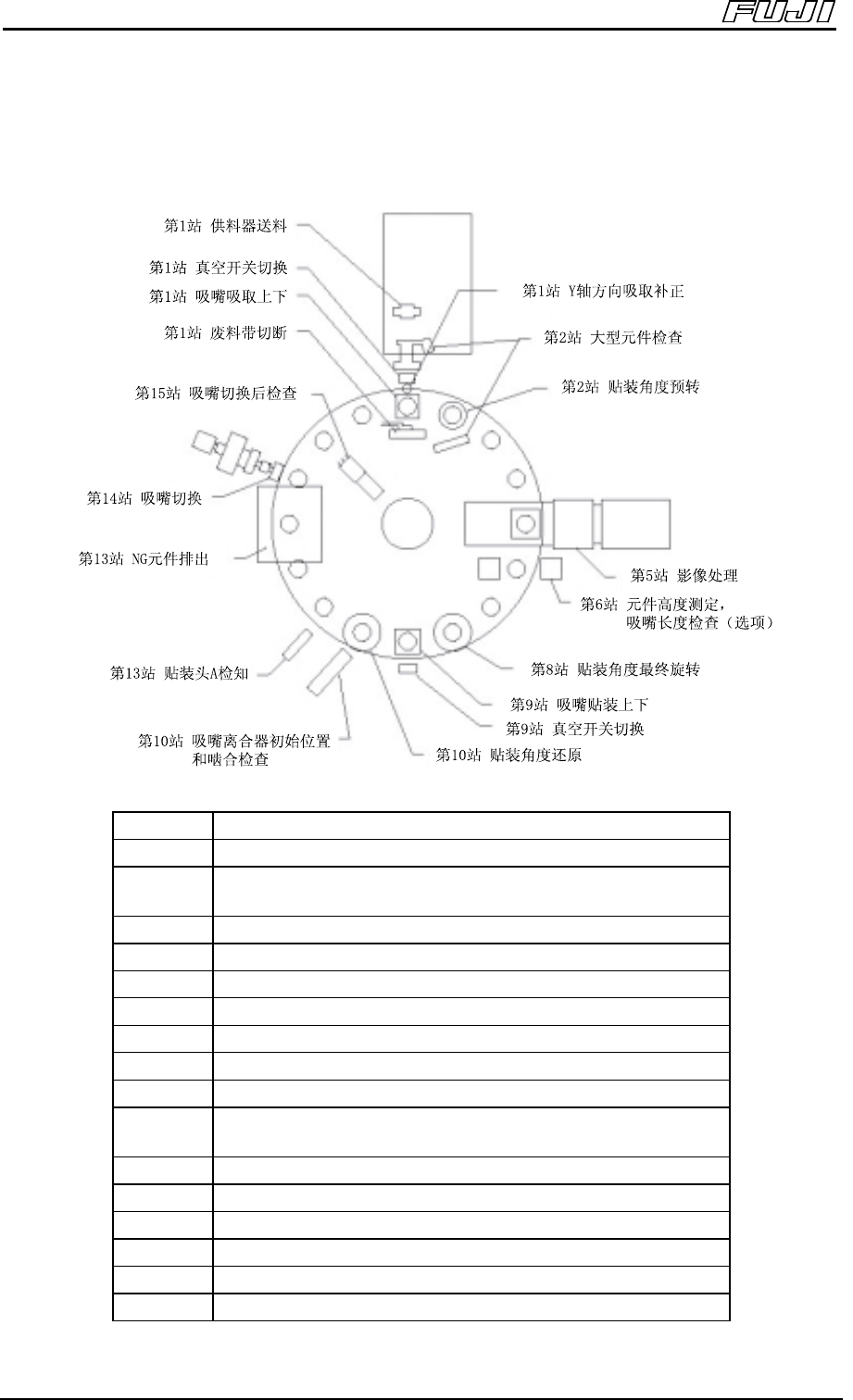
旋转主轴在驱动部位上设有16个贴装头,在各个工作站上进行以下的动作。
St No.
动 作
1
从D轴的元件供给料带吸取元件(吸取高度可变机构)
2
大型元件吸取确认
Pθ∶根据元件贴装角度以90°单位旋转
3
4
5
元件影像处理
6
元件高度测定
7
8
Fθ∶元件贴装角度最终旋转(包含补正量)
9
元件贴装
10
Rθ∶吸嘴返回原位置
吸嘴离合器初始位置确认
11
工作头A检测
12
13
NG元件排出
14
吸嘴切换
15
吸嘴切换确认(吸嘴种类 No.1~ No.6的检测)
16