AIM 标准规格书 CNT-AIM-02T.pdf - 第7页
3.規 格 - 5 - AIM-020602R_T 3.2 對象基板的限制 1) 彎曲 MAX 2.0mm 以內 2 2) 先置件 <使用支撐銷時> 先置件的高度 參照 [5.1 置件工作頭 ] M AX 6 . 5 3 3 25 .4 M AX 2 5 . 4 L W 3 3 基板端面 基板下 ※所需夾緊側的無效區域是從基板的 端面開始 3mm 的平面。 <未使用支撐銷時> 反面先置件的高度 MAX 50.8mm M AX 6 . 5…
3.規 格
- 4 -
AIM-020602R_T
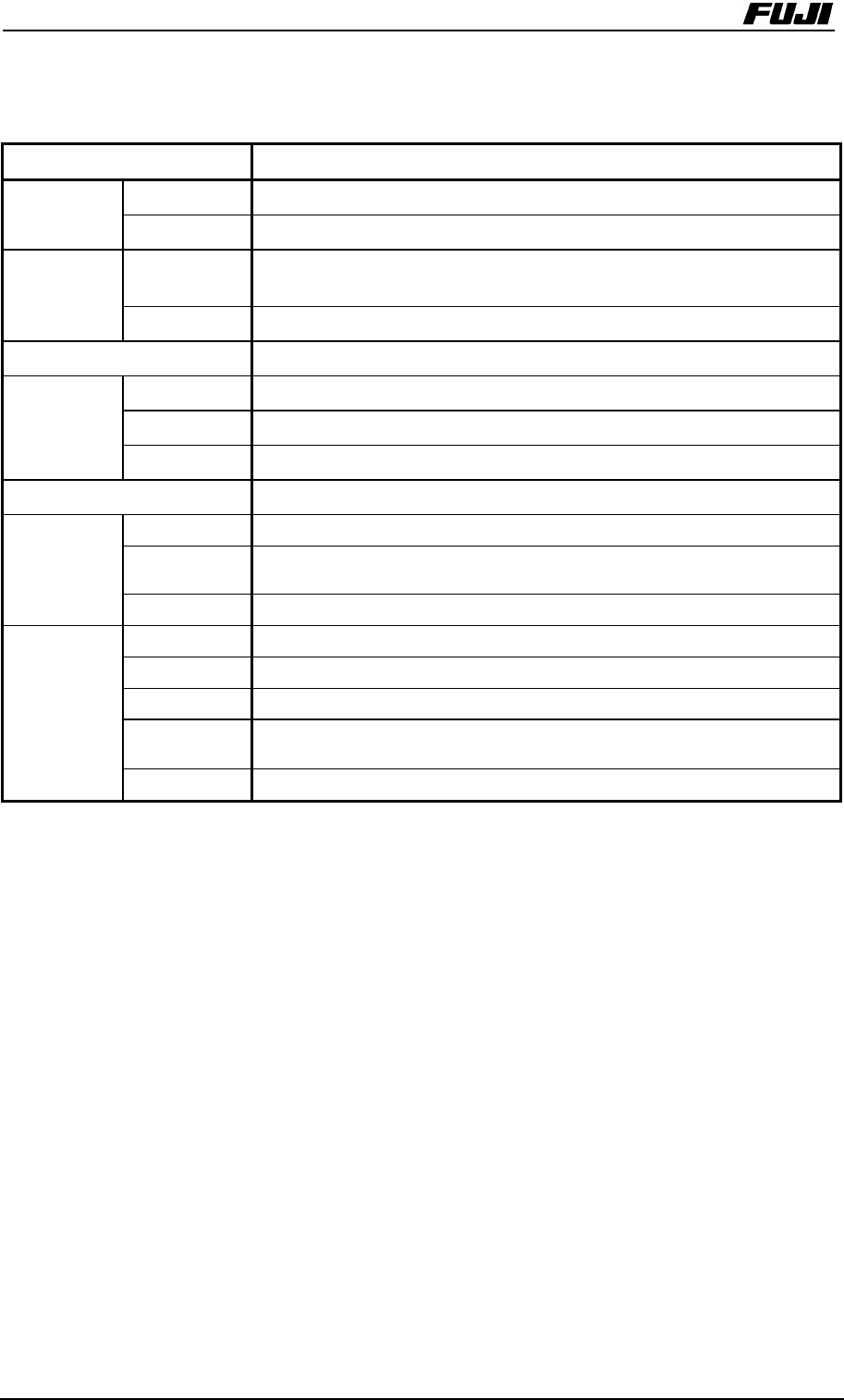
3.1 規 格
項 目 規 格
尺 寸
0603 ~ 74.0×74.0(32×180)mm
對象零件
※
1
高 度
MAX 25.4mm
晶片零件、小
型異型零件
±0.050mm(3σ)Cpk≧1.00,±0.066mm(3σ)Cpk≧1.33
置件精度
※
2
引腳零件
±0.030mm(3σ)Cpk≧1.00,±0.040mm(3σ)Cpk≧1.33
吸取率
※
3
99.95%(不包含自動補件)
尺 寸
MAX 508mm×356mm,MIN 50mm×50mm
厚 度
0.4 ~ 6.0mm±10%(對應0.3mm為選項)
對象基板
重 量
1kg以下
※
4
可以搭載的零件種類
MAX 180種
※
5
料帶
8mm:13英寸料捲以下,12~88mm:15英寸料捲以下
料管
Type1:6mm≦料管寬度≦18mm,Type2:18mm≦料管寬度≦
36mm
零件包裝方
式
※
6
料盤
135.9mm×322.6mm(JEDEC規格),335mm×330mm
搬運方向 左→右、右→左
搬運高度
900
(
+15,-5
)
mm(950
(
+15,-5
)
mm)
※
7
搬運方式 輸送帶搬運
搬運軌道寬度
變換
馬達變換寬度(以靠近身體側為基準)
基板搬運
載入時間
5.5sec
※ 1:根據所搭載工作頭的不同會有所限制。
※ 2:是在本公司條件下的測定結果。置件精度不包含角度偏移。此外,受置件及印刷基板的精度的影
響,存在不能確保上述精度的可能性。
※ 3:是在本公司條件下的測定結果。不包含由料帶、料盤等包裝方式所產生的影響。
※ 4:1kg到2kg為選項對應。
※ 5:換算成8mm料帶 (45個×4) 。
※ 6:JEITA JIS,(舊EIAJ)規格的料帶零件、料管零件、料盤零件等。
※ 7:在機器訂貨時選擇規格。
3.規 格
- 5 -
AIM-020602R_T
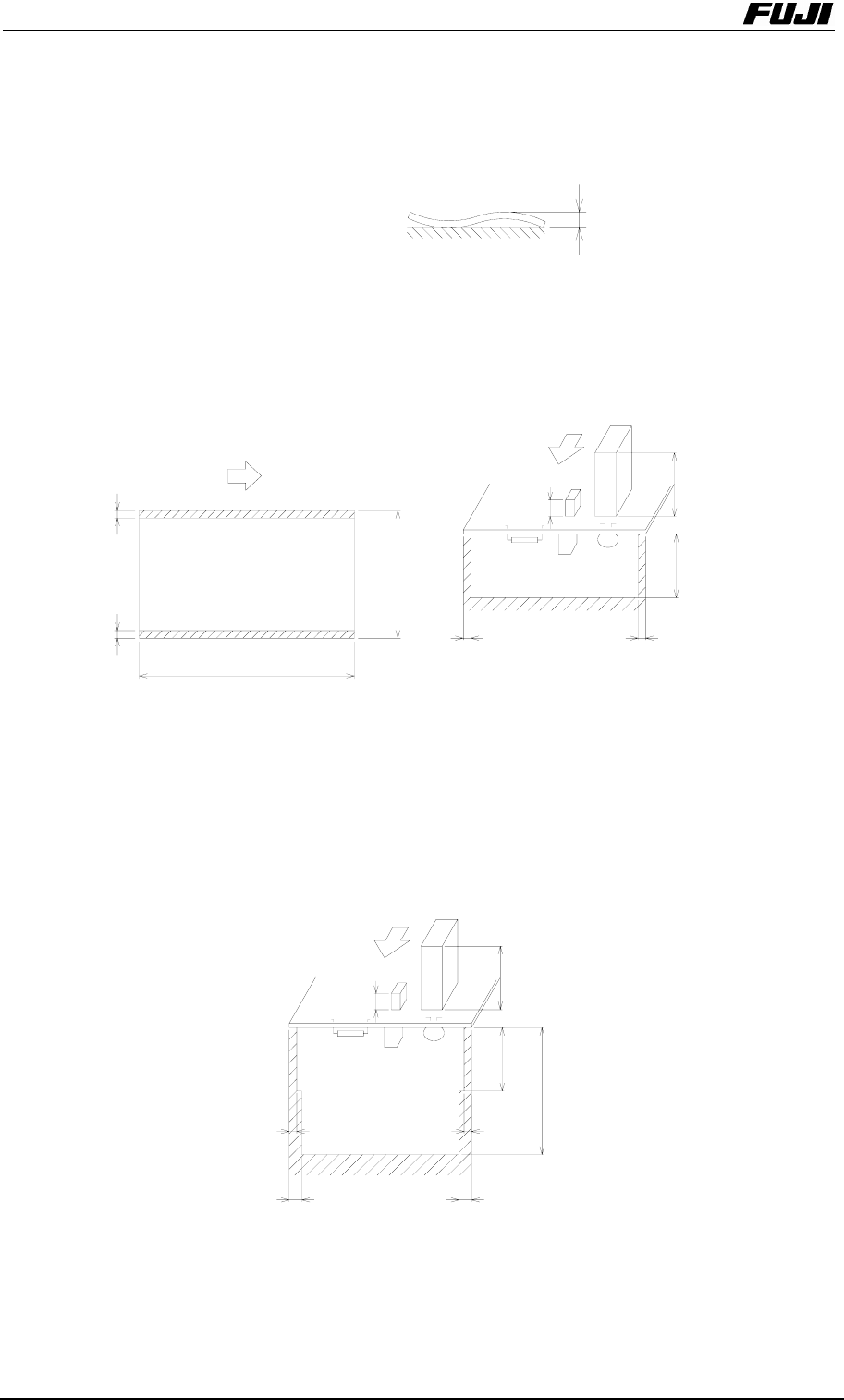
3.2 對象基板的限制
1) 彎曲
MAX 2.0mm以內
2
2) 先置件
<使用支撐銷時>
先置件的高度 參照[5.1 置件工作頭]
MAX 6 . 5
33
25 .4
MAX 2 5 . 4
L
W
3 3
基板端面 基板下
※所需夾緊側的無效區域是從基板的端面開始3mm的平面。
<未使用支撐銷時>
反面先置件的高度 MAX 50.8mm
MAX 6 . 5
5
5
50 .8
33
25 .4
MAX 2 5 . 4
基板下
4.結 構
- 6 -
AIM-020602R_T
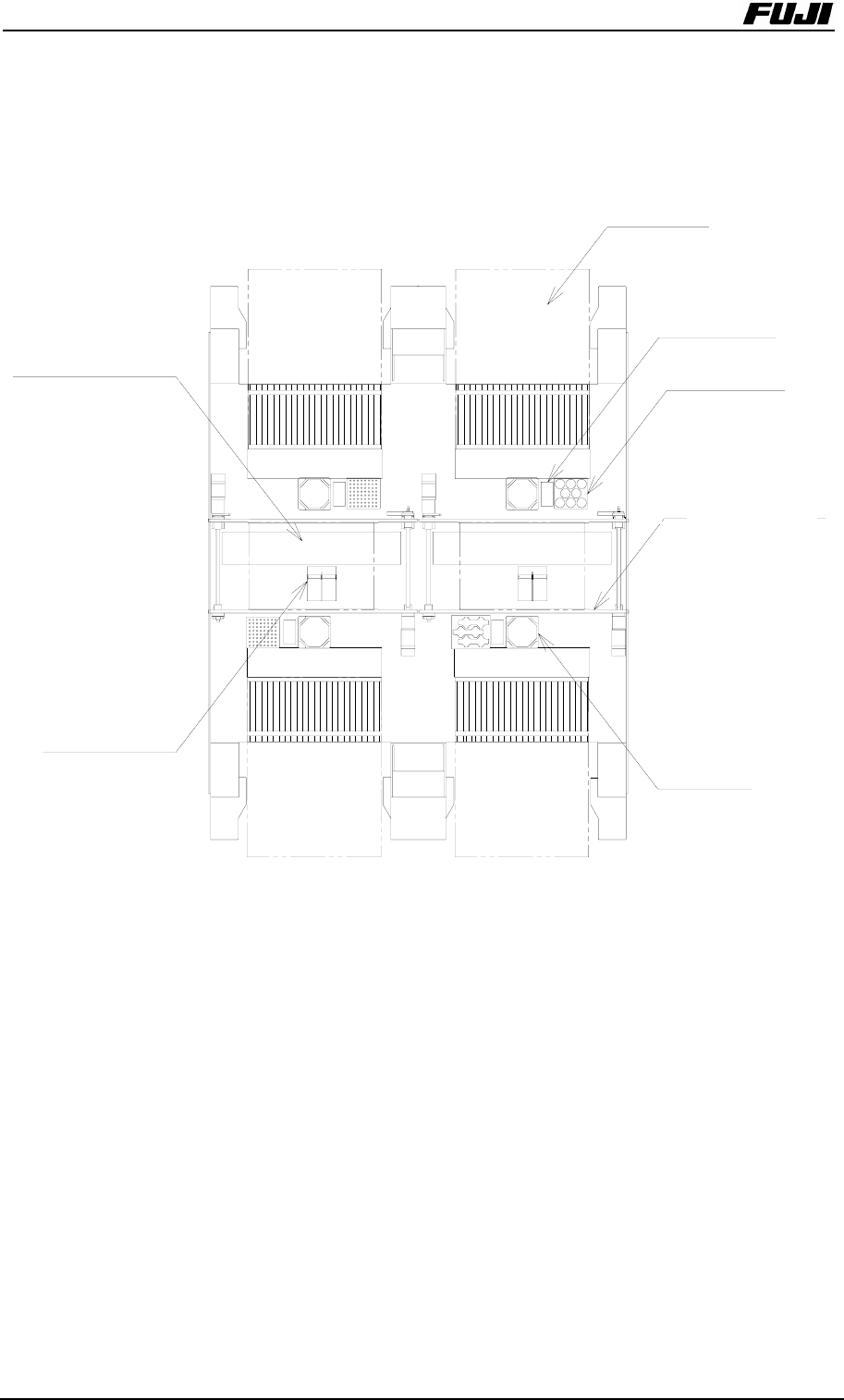
4.1 機器結構
配備有2台模組4個供料平臺,以及2組XY機械手。
Stage21
Stage11
Stage12 Stage22
部品廃棄 ボ ッ ク ス
(4ステージ )
デバ イス部
メインコンベア
(計
4sets
)
(計
4se ts
)
(計
4se ts
)
ノズルチ ェンジ ャ
( 2 モ ジ ュ ー ル独立駆動 )
パーツ カ メ ラ
(1ロボ ット2ヘッド )
(2モジュール独立駆動 )
装着 ヘ ッ ド
XYロボット
置件工作頭
1個機械手2個工作頭
X
Y
機械手
料站部
2模組獨立驅動
4個供料平臺
零件廢棄箱
共4套
吸嘴更換器
共4套
主搬運軌道
2模組獨立驅動
零件相機
共4套