NPM通用型转印装置.pdf - 第49页
NPM X / NPM 通用型转印装置 3.4 机器数据 MFTU-EJM9BC- MB-03N-16 Page 3-11 3.4.2 参数 确认转印装置的偏移量值 。 1 按动第一级别的 。 2 按动第二级别的 。 3 按动第三级别的 。 4 按下 [ 转印装置 ] 。 No. 项目名 内容 1 原点偏移量 [pulse] 显示刮板轴的原点偏移量值。 2 A: 调节量 0.05 mm [pulse] 显示刮板轴的 A 点 ( 0.05…
NPM X / NPM
通用型转印装置
3.4
机器数据
Page 3-10 MFTU-EJM9BC-MB-03N-16
3.4
机器数据
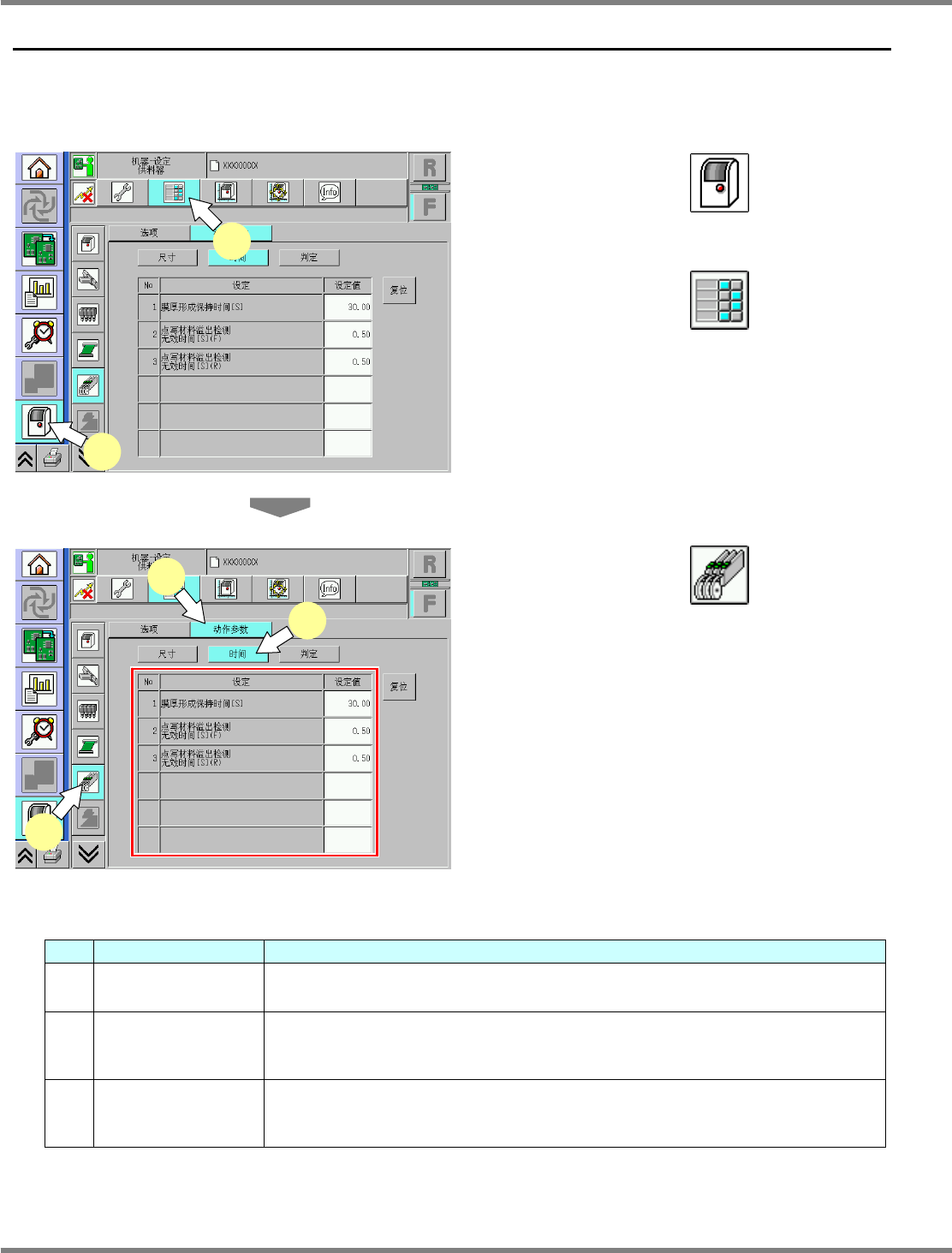
3.4.1
设定
设定转印装置的参数。
1
按动第一级别的
。
2
按动第二级别的
。
3
按动第三级别的
。
4
按下
[
动作参数
]
。
5
按下
[
时间
]
。
No.
项目名
内容
1
膜厚形成保持时间
[s]
设定生产中的搔取动作
+
成膜动作的时间间隔。到了设定的时间后,就自动执行
搔取动作
+
成膜动作。
2
点写材料溢出检测
无效时间
[s] (F)
执行成膜、搔取动作时,材料的一部分隆起,可能使溢出检测传感器发生过度检
测,所以设定一个从传感器被遮光到发出错误为止的过程中不进行溢出检测的时
间。是前侧的设定。
3
点写材料溢出检测
无效时间
[s] (R)
执行成膜、搔取动作时,材料的一部分隆起,可能使溢出检测传感器发生过度检
测,所以设定一个从传感器被遮光到发出错误为止的过程中不进行溢出检测的时
间。是后侧的设定。
UnitSetFeederMoveParam-03C00
1
2
UnitSetFeederMoveParam-03C00
5
3
4
NPM X / NPM
通用型转印装置
3.4
机器数据
MFTU-EJM9BC-MB-03N-16 Page 3-11
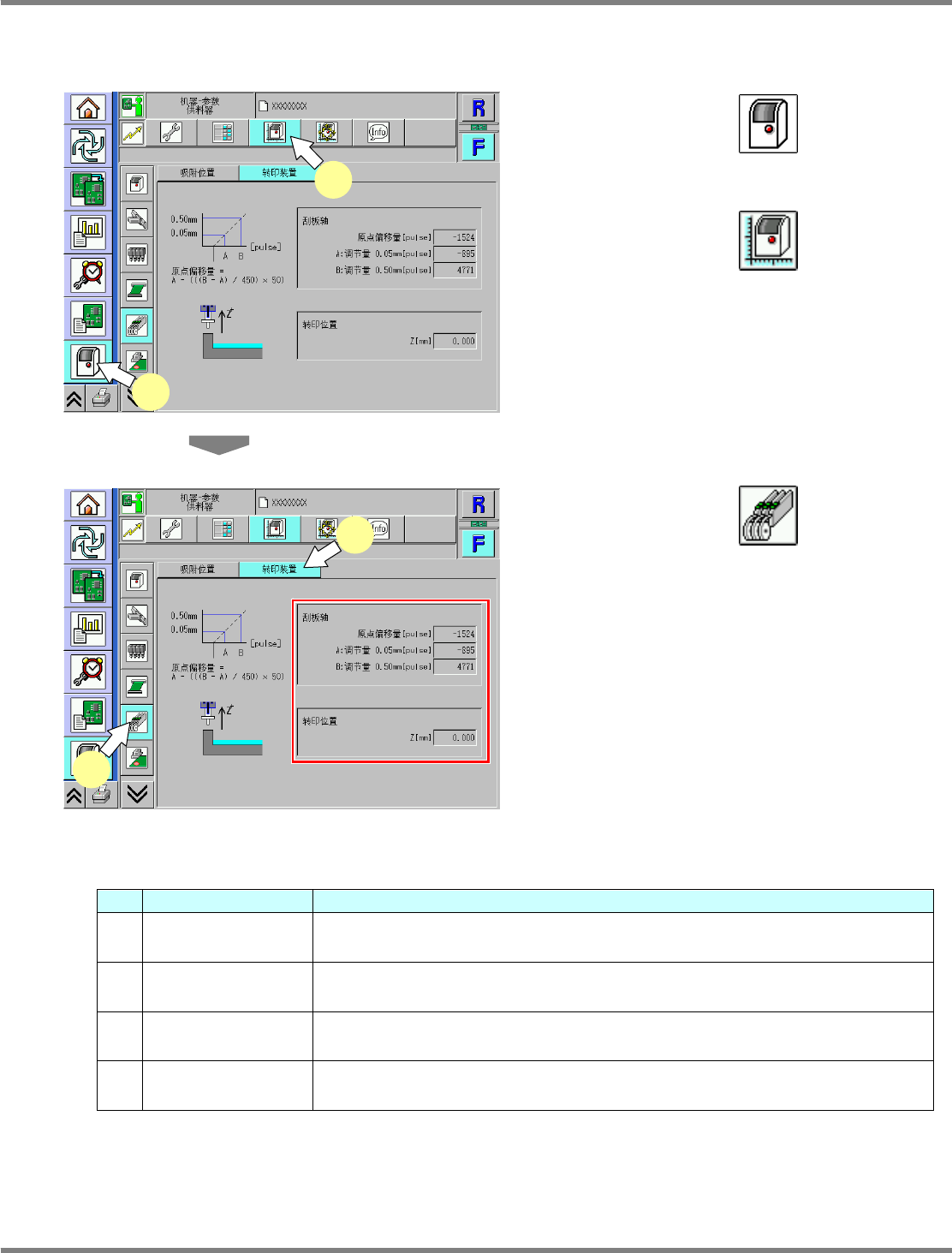
3.4.2
参数
确认转印装置的偏移量值。
1
按动第一级别的
。
2
按动第二级别的
。
3
按动第三级别的
。
4
按下
[
转印装置
]
。
No.
项目名
内容
1
原点偏移量
[pulse]
显示刮板轴的原点偏移量值。
2
A:
调节量
0.05 mm [pulse]
显示刮板轴的
A
点
(
0.05 mm
位置)
偏移量值。
3
B:
调节量
0.50 mm [pulse]
显示刮板轴的
B
点
(
0.50 mm
位置)
偏移量值。
4
转印位置
Z [mm]
显示转印位置偏移量
Z
的值。
UnitParamStamper-01C00
1
2
UnitParamStamper-01C00
4
3
NPM X / NPM
通用型转印装置
3.5
错误信息和对策
Page 3-12 MFTU-EJM9BC-MB-03N-16
3.5
错误信息和对策
如果在生产中显示错误信息时,请按照以下方法实施对策。
“
转印材料溢出
”
如果过多供给转印材料,就会溢出到转印台边缘。
当显示这种错误信息时,请擦拭转印台上溢出来的材料的同时,减少转印台内的材料。
这可能是因为自动供给功能的供给频度和一次供给量过多的原因。请重新设定以下参数。
(
关于参数的详细内容,请参照
‘3.3
生产数据
’
项目内容)
A. ‘
转印材料供给时间
’
:
缩短时间≡减少一次的供给量
B. ‘
自动供给刮板动作次数
’
:
增加次数≡减少供给频度
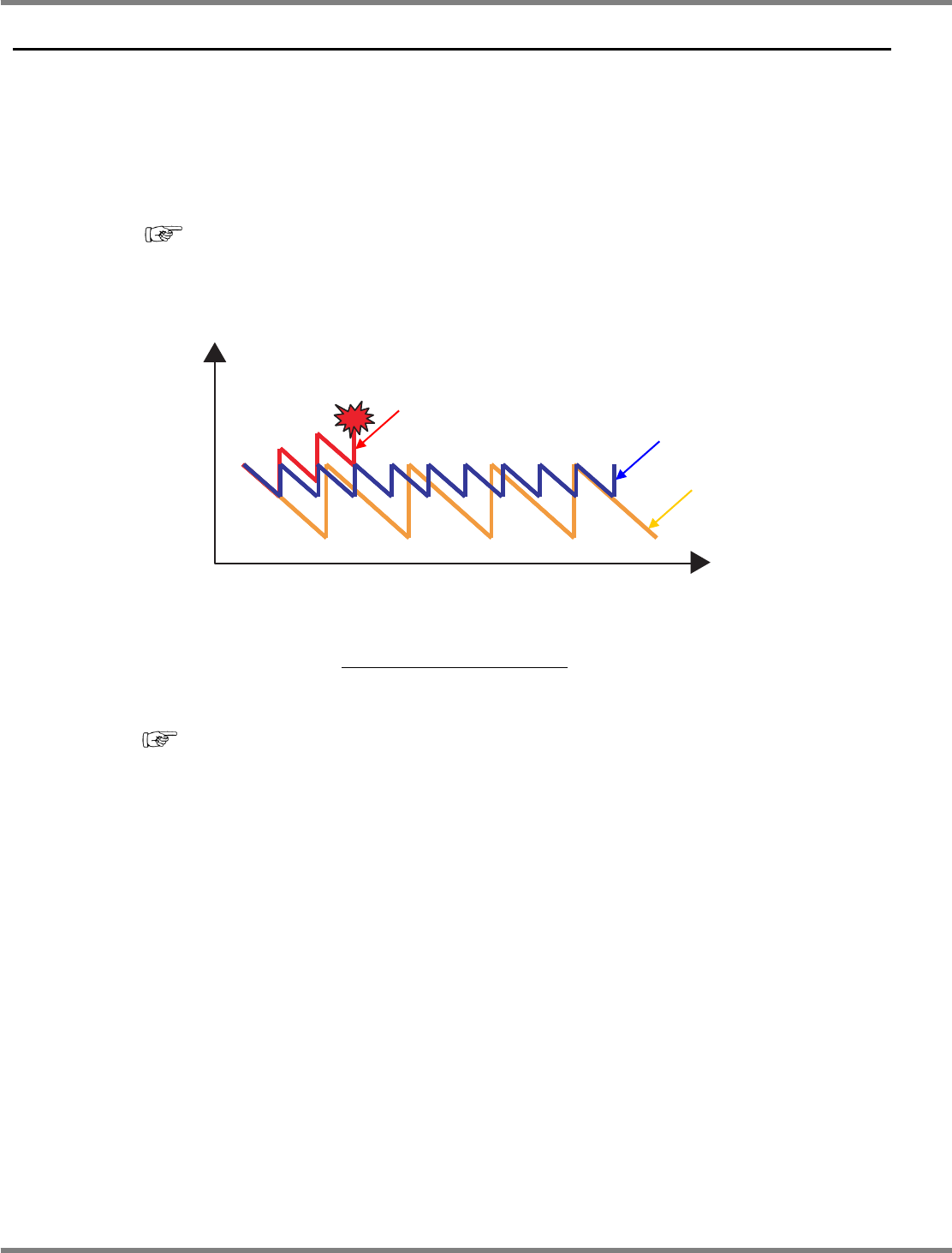
如下图所示,用
A
的方法处理时,因较多的剩余量而能够安定。
另外,当刮刀装置的安装状态不完全时,有时会显示该信息。请确认刮刀装置的安装是否正确。
(
“2.2
转印台、刮刀装置以及刮板的安装
”)
“
转印装置盖被打开了
”
当该信息显示出来时
请正确调整设置好转印装置的盖,然后重新开始运转。
“
转印元件被取走
”
当该信息显示出来时
请确认转印装置内无元件后,重新开始运转。
MFTU-007E
转印材料剩余量推移图像
时间的经过
(继续运转)
减少频度时
减少
1
次的供给量时
溢出来时的设定状态 (供给消费量以上的量。)
转印材料剩余量