Printer 710_810 v8 High Throughput Conveyor Module.pdf - 第19页
HIGH THROUG HPUT CONVE YOR (HTC ) MODULE ADJUS TMENT S AND SET TINGS Chapter Issue 3 Oct 06 Technical Reference Manual 17.19 8. Slacken t he two loc ation pl ate securi ng screws t hrough t he access sl ots. 9. Adjust t …
HIGH THROUGHPUT CONVEYOR (HTC) MODULE
ADJUSTMENTS AND SETTINGS
17.18 Technical Reference Manual Chapter Issue 3 Oct 06
3. If adjustment is necessary, go to Step 8 for 250mm board clamps and
continue with Step 4 for 500mm board clamps.
4. Remove the four board clamp securing screws and lift off the board clamp.
Retain the four screws.
5. Slacken the two location plate securing screws.
6. Place the board clamp in position, but do not fit the securing screws.
7. Go to Step 9.
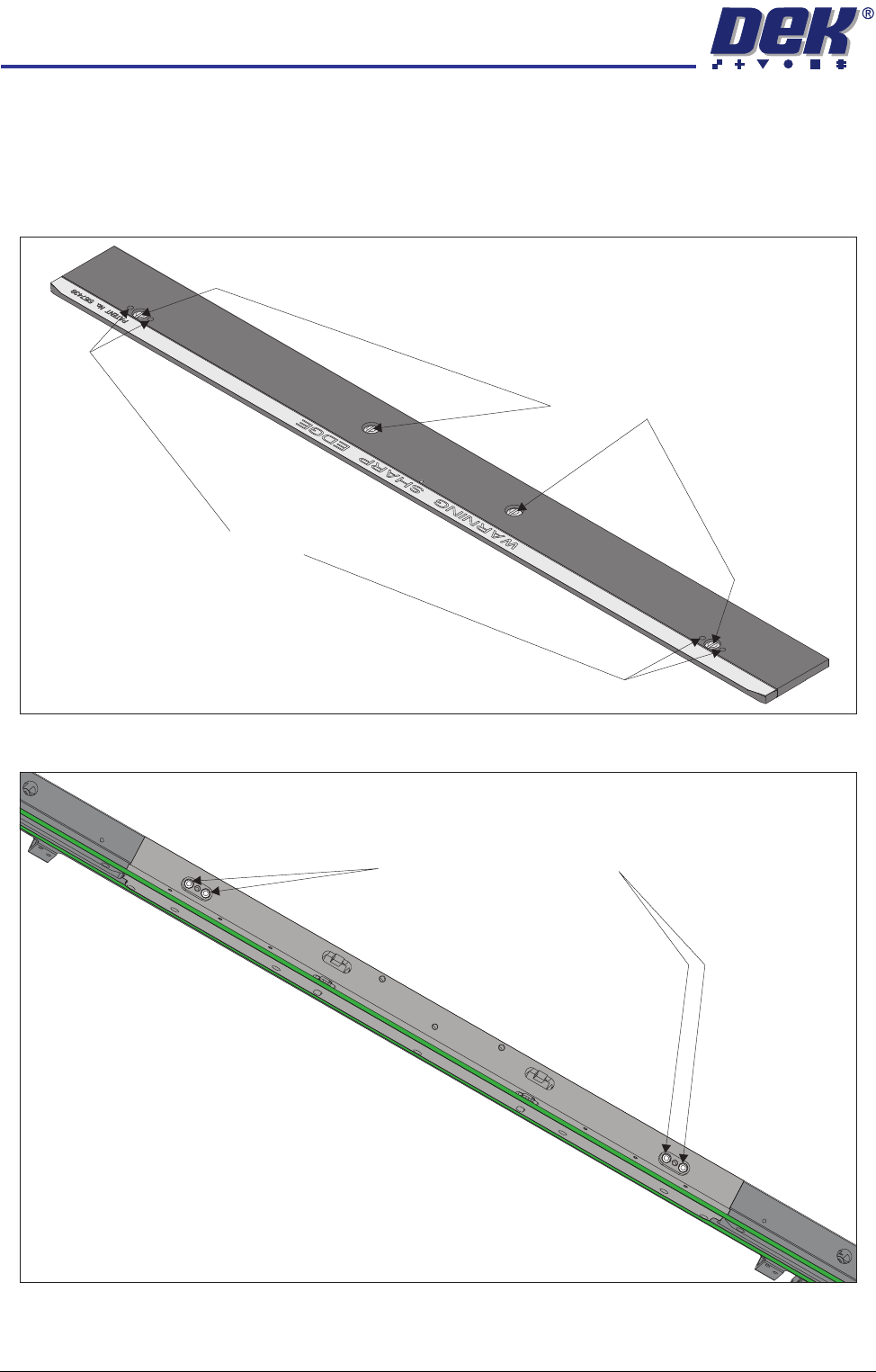
500mm Board Clamp Mechanism
Board Clamp Securing Screws
Access Holes
View on Rear Rail (Board Clamp Removed)
Location Plate Securing Screws
HIGH THROUGHPUT CONVEYOR (HTC) MODULE
ADJUSTMENTS AND SETTINGS
Chapter Issue 3 Oct 06 Technical Reference Manual 17.19
8. Slacken the two location plate securing screws through the access slots.
9. Adjust the board clamp to achieve the setting of 0.325mm ±0.025mm
between the rear board clamp and the belt support plate.
10. When the correct setting has been achieved, either:
a. On 500mm board clamps, tighten the location plate securing screws
through the access holes in the board clamp, with a small bladed screw-
driver.
Or
b. On 250mm board clamps, tighten the location plate securing screws
through the access slots.
11. Recheck that the gap between the rear board clamp and the belt support
plate is set between 0.325mm ±0.025mm.
12. Repeat Steps 1 to 11 for the front board clamp.
13. Using a vernier gauge check that the board clamps are parallel, to within
0.1mm, at the left, centre and right of the board clamps.
14. If adjustment is necessary, slacken the location plate securing screws on the
rear rail and adjust. Tighten the location plate securing screws on comple-
tion.
15. If any adjustment is carried out, ensure the gap set in Step 9 is maintained.
16. For 250mm board clamps go to Step 20. For 500mm board clamps continue
with Step 17.
17. Lift off the rear rail board clamp and further tighten the location plate
securing screws, with a larger bladed screwdriver.
18. Place the rear rail board clamp in position and secure with the four securing
screws.
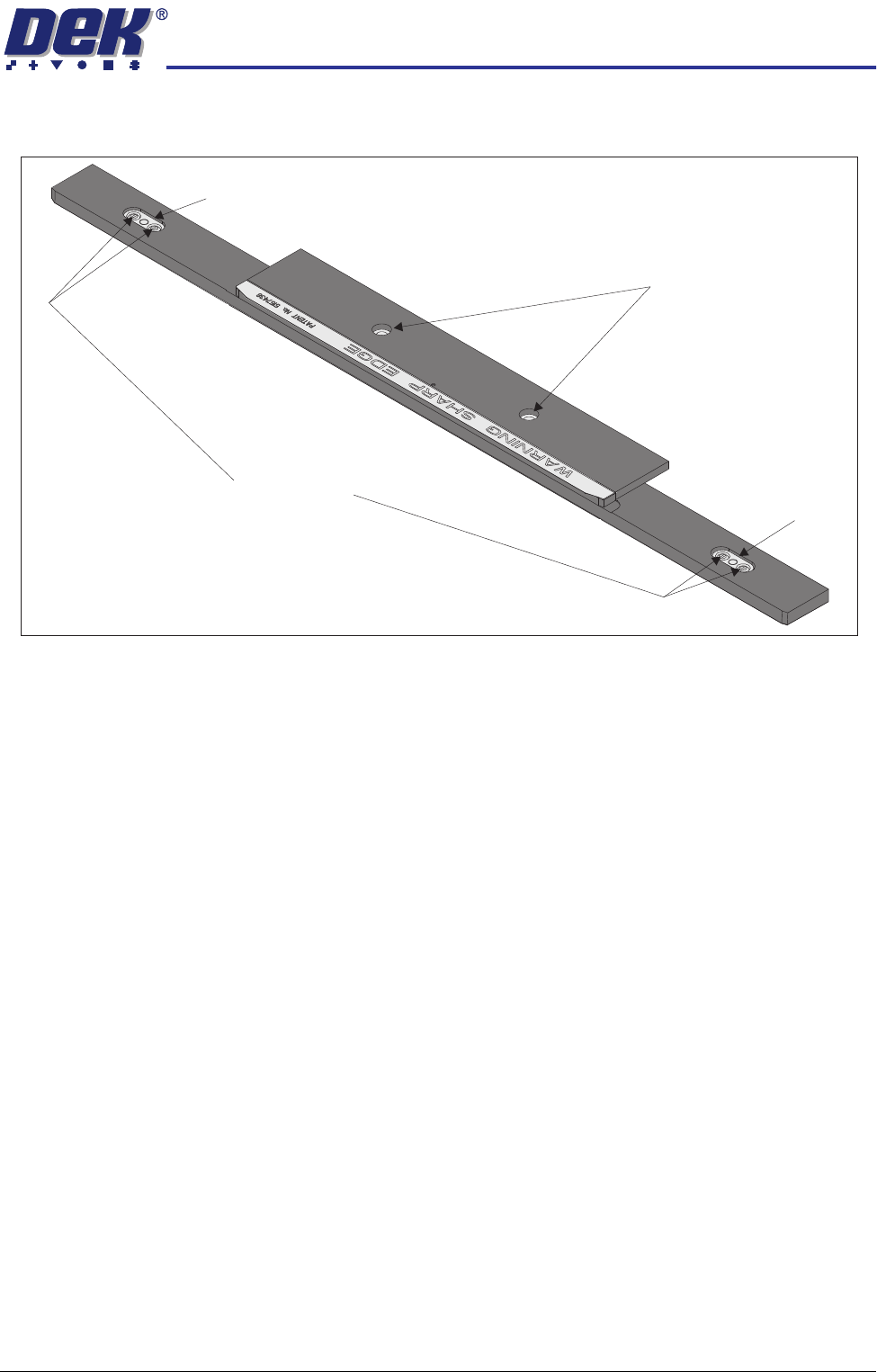
250mm Board Clamp Mechanism
Board Clamp Securing Screws
Location Plate Securing Screws
Access Slot
Access Slot
HIGH THROUGHPUT CONVEYOR (HTC) MODULE
ADJUSTMENTS AND SETTINGS
17.20 Technical Reference Manual Chapter Issue 3 Oct 06
19. Repeat Steps 17 - 18 for the front rail.
20. Refit the belt guide to either side of the rear rail belt support plate.
21. Refit the belt guide to either side of the front rail belt support plate.
22. Ensure correct operation of the board clamps after any adjustment is made.
Board Clamp
Regulator
For information on setting the board clamp regulator, refer to the Pneumatic
Module chapter.
Foil-less Clamp
Height Adjustment
NOTE
The Board Clamp Setting above is also valid for foil-less clamps, this is factory
set and shouldn’t normally need to be adjusted. If adjustment is necessary carry
out the above procedure, substituting foil-less clamp for board clamp.
The foil-less clamps are height adjustable to accommodate for different board
thicknesses.
1. Place a product board centrally between the foil-less clamps.
2. In Diagnostics select Rail System.
3. Select Select Module.
4. Select Toggle Board Clamp.
5. Select Run Diagnost.
6. Open the front printhead cover.
7. Adjust the two downstop screws on each foil-less clamp so that the top of
the board and the foil-less clamps are aligned.
8. Close the front printhead cover.
9. Press the System button.
10. Select Toggle Board Clamp.
11. Select Run Diagnost.
12. Remove the product board from the machine and exit from diagnostics.
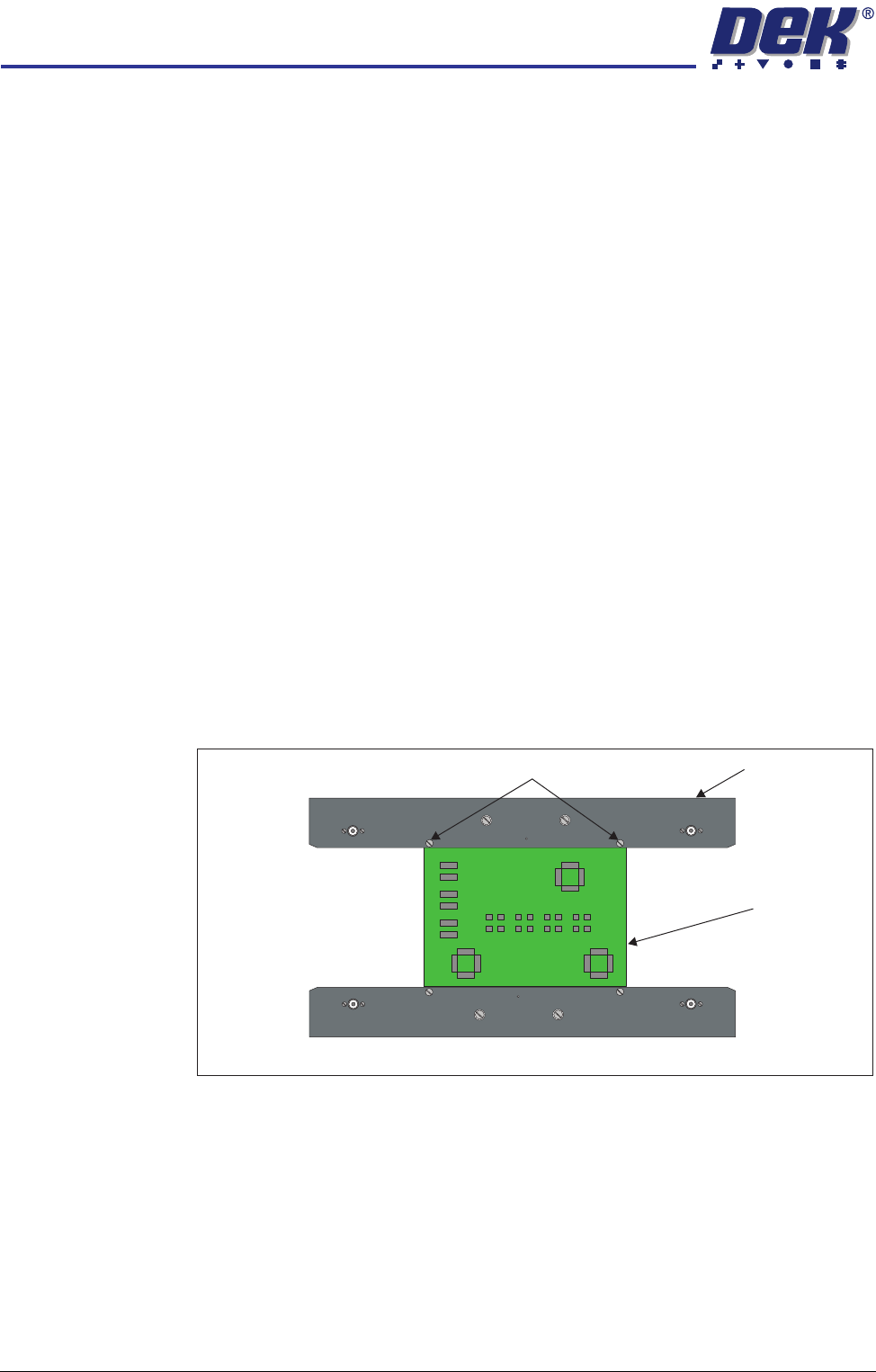
Downstop Screw
Foil-less Clamp
Product Board
Plan View of Foil-less Clamps