Printer 710_810 v8 High Throughput Conveyor Module.pdf - 第36页
HIGH THROUG HPUT CONVEY OR (HTC) MOD ULE REP LAC EMEN T PR OCE DURE S 17.36 Technical Reference Manual Chapter Issue 3 Oct 06 16. T ighten the two r ear snugger plate sec uring scr ews. 17. Using a 2mm Allen key adjust t…
HIGH THROUGHPUT CONVEYOR (HTC) MODULE
REPLACEMENT PROCEDURES
Chapter Issue 3 Oct 06 Technical Reference Manual 17.35
6. Fit the rear snugger plate, don’t tighten the M4 pan head securing screws.
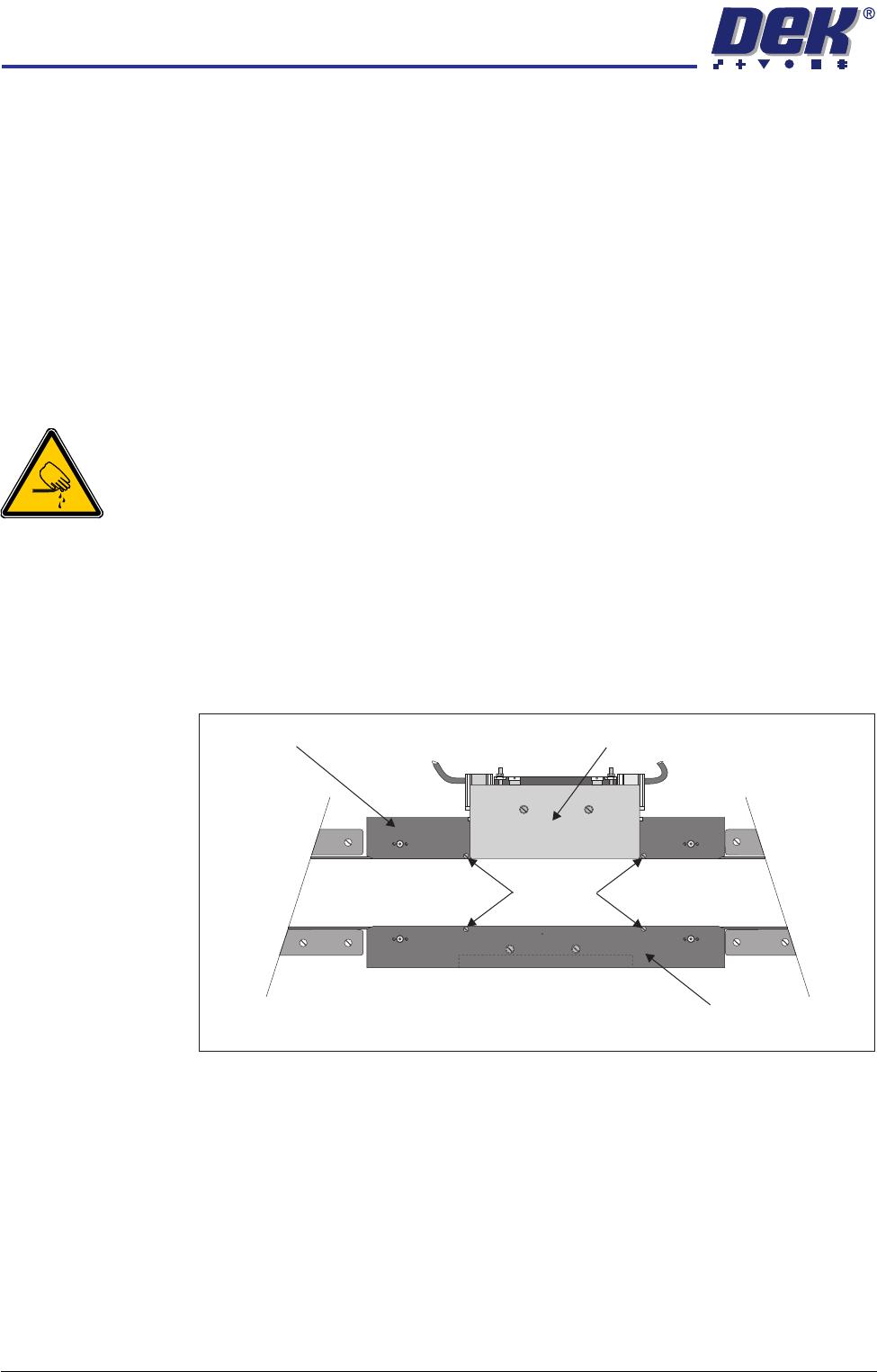
7. Turn the pneumatic switch On, located on a magnetic plate on the right hand
side of the machine.
8. Load the product file to be printed, the rear rail moves to set the board width.
NOTE
With Auto Rail Width in Options Parameters set to Disabled the rear rail does
not set the board width during initialisation, but it can still be moved in
diagnostics.
9. Under Setup select Machine.
10. Select Basic Parameters.
11. Set Clamp Type to Snuggers.
12. Set Snugger Thickness to the thickness of the board.
13. Load a product board.
14. In Diagnostics select Rail System.
15. Select Toggle Board clamp, the rear snugger plate aligns with the board
edge.
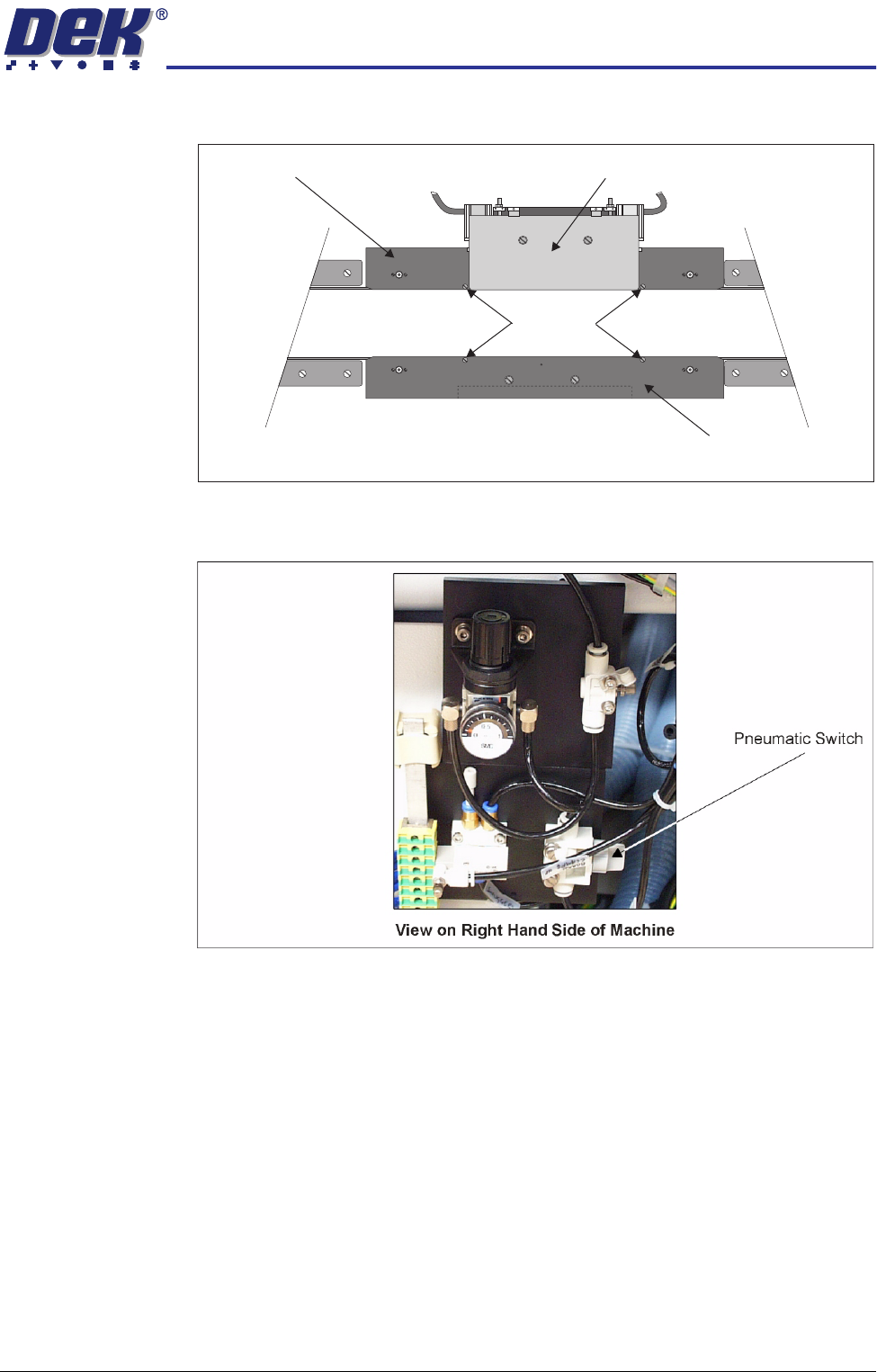
Rear Snugger Plate
Front Snugger Plate
Downstops
Plan View of Rail System
Snugger Base Plate
HIGH THROUGHPUT CONVEYOR (HTC) MODULE
REPLACEMENT PROCEDURES
17.36 Technical Reference Manual Chapter Issue 3 Oct 06
16. Tighten the two rear snugger plate securing screws.
17. Using a 2mm Allen key adjust the two downstops on the snugger base plate,
(previous figure refers) to ensure that the top of the snugger base plate is
flush with the top of the board.
18. Repeat Step 17 on the front snugger plate.
19. Remove the board from the printer.
NOTE
The Board Clamp Setting procedure is not required after board clamp/foil-less
clamp to snugger replacement.
Snuggers to Clamps
WARNING
BOARD CLAMPS. EXTREME CARE MUST BE EXERCISED WHEN WORKING IN
THE TOOLING AREA OF THE MACHINE TO AVOID INJURY. THE FOILS ON THE
FRONT AND REAR BOARD CLAMPS ARE VERY SHARP.
NOTE
This procedure is valid when converting to either board clamps or foil-less
clamps.
1. Open the front printhead cover.
2. On the rear rail, remove the two rear snugger plate securing screws and
remove the rear snugger plate.
3. On the rear rail, remove the snugger base plate securing screws and
remove the snugger base plate.
4. On the front rail, remove the front snugger plate securing screws and
remove the front snugger plate.
5. Fit the board clamp to the rear rail and secure using the M4 pan head
screws.
6. Fit the board clamp to the front rail and secure using the M4 pan head
screws.
7. If foil-less clamps have been fitted continue with Step 8. If board clamps
have been fitted go to Step 10.
Rear Snugger Plate
Front Snugger Plate
Downstops
Plan View of Rail System
Snugger Base Plate
HIGH THROUGHPUT CONVEYOR (HTC) MODULE
REPLACEMENT PROCEDURES
Chapter Issue 3 Oct 06 Technical Reference Manual 17.37
8. Fit the appropriate foil-less clamp to the rear rail and secure using the M4
pan head screws.
9. Repeat Step 8 for the front rail.
10. Turn the pneumatic switch Off, located on a magnetic plate on the right hand
side of the machine.
11. Under Setup select Machine.
12. Select Basic Parameters.
13. Set Clamp Type to Board Clamp.
14. This completes the procedure if board clamps have been fitted. If foil-less
clamps have been fitted continue with Step 15.
15. Load a product board.
16. In Diagnostics select Rail System.
17. Select Toggle Board clamp.
18. Using a 2mm Allen key adjust the two downstops on the rear foil-less clamp,
(previous figure refers) to ensure that the top of the foil-less clamp is flush
with the top of the board.
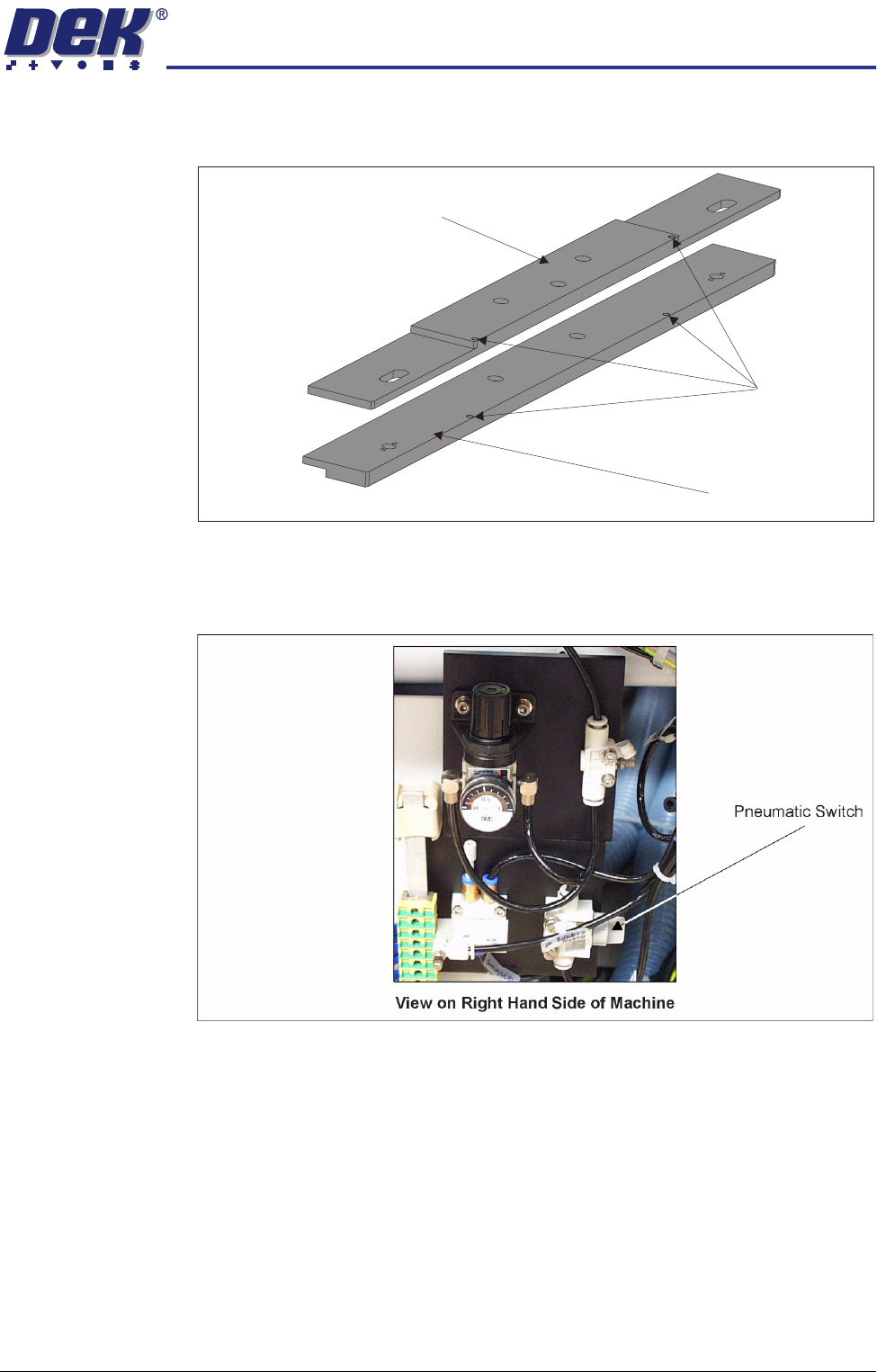
Downstops
Foil-less Clamp -
Adjustable Screen Mount (ASM)
Foil-less Clamp -
Fixed Width Chase