wire-bonder.pdf - 第111页
WEST•BOND MODEL 454647E SERIES INSTRUCTION MANUAL 105 TOOL HEAD CONVERSION 5) Bring the F ORCE S TRUT A RM up and slide the S TRUT S HAFT through the mounting hol e and clamp the shaft by tightening th e Dutch Key. Locat…
WEST•BOND MODEL 454647E SERIES INSTRUCTION MANUAL
104
TOOL HEAD CONVERSION
Wedge to Ball Bonder Tool Head Conversion
The 454647E also offers the ability to change the entire head assembly to covert the machine into a ball
bonder. The conversion process from one head assembly to another should take approximately 10
minutes. Please review the following instructions to insure proper execution of the exchange on our
454647E wire bonder.
1) Remove bonding tool, disconnect the air hose
and both connectors from the front panel cover.
Also remove the small clamp on the left side of
the head holding the air hose to the tool head
plate.
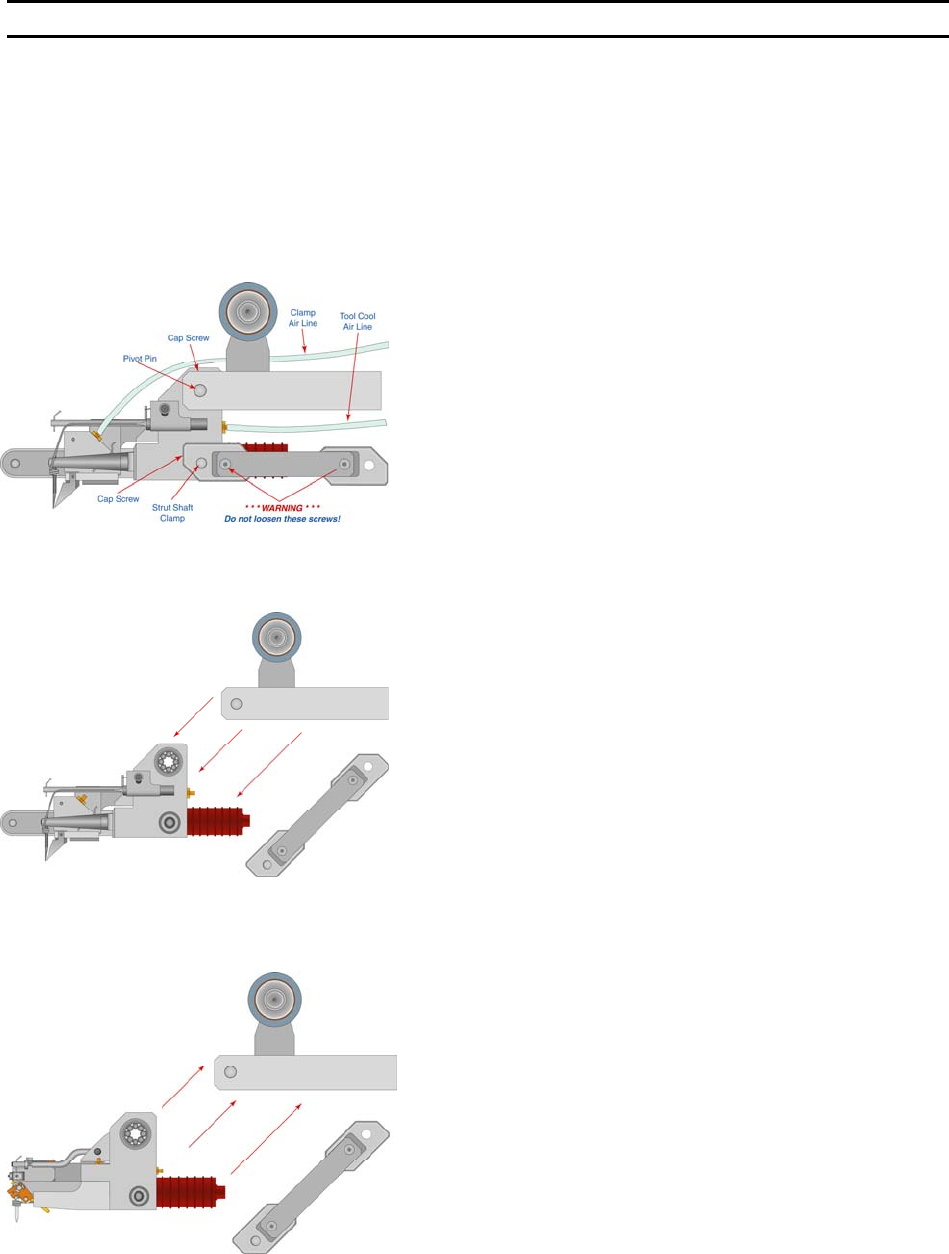
2) Disconnect the FORCE STRUT ARM from the head
assembly. The F
ORCE STRUT ARM is connected to
the head assembly with a Dutch Key Assembly to
the C
LAMP, STRUT SHAFT (P/N 8086) on the right
side of the tooling head. To remove loosen the
cap screw on the front side of the Clamp and
push the pin (S
HAFT, STRUT P/N 7952.001) inside
and then lower the FORCE STRUT ARM to a
relaxed position. Do not pull the
FORCE STRUT
ARM excessively to the right. Excessive pull to
the right could induce drag against the tooling
head when reassembled. Do not loosen the two
button head screws, these are set at the factory
for head perpendicularity.
3) Maintain a secure grip of the tooling head and
loosen the CAP SCREW securing the pivot pin
located on the top right hand side to the tooling
head. This C
AP SCREW need only be loosened
sufficiently to allow the PIVOT PIN to slide to the
right. Once the P
IVOT PIN been releases and
slides to the right the tooling head will be free and
may be removed. Do Not remove the C
AP SCREW
or P
IVOT PIN. It is not necessary to remove the
C
AP SCREW and PIVOT PIN from the tooling head
in order to remove the tooling head. As you drop
the head away from the machine disconnect the
T
OOL COOL air hose attached at the rear of the
head.
4) Reattach the TOOL COOL to the back of the BALL
BOND HEAD and gently maneuver the BALL BOND
HEAD assembly between the fixed and loose
P
IVOT PINS. Using two Allen wrenches push the
loose P
IVOT PIN with one wrench and then tighten
the C
AP SCREW with the other. There should be
no side-to-side play of the head assembly.
WEST•BOND MODEL 454647E SERIES INSTRUCTION MANUAL
105
TOOL HEAD CONVERSION
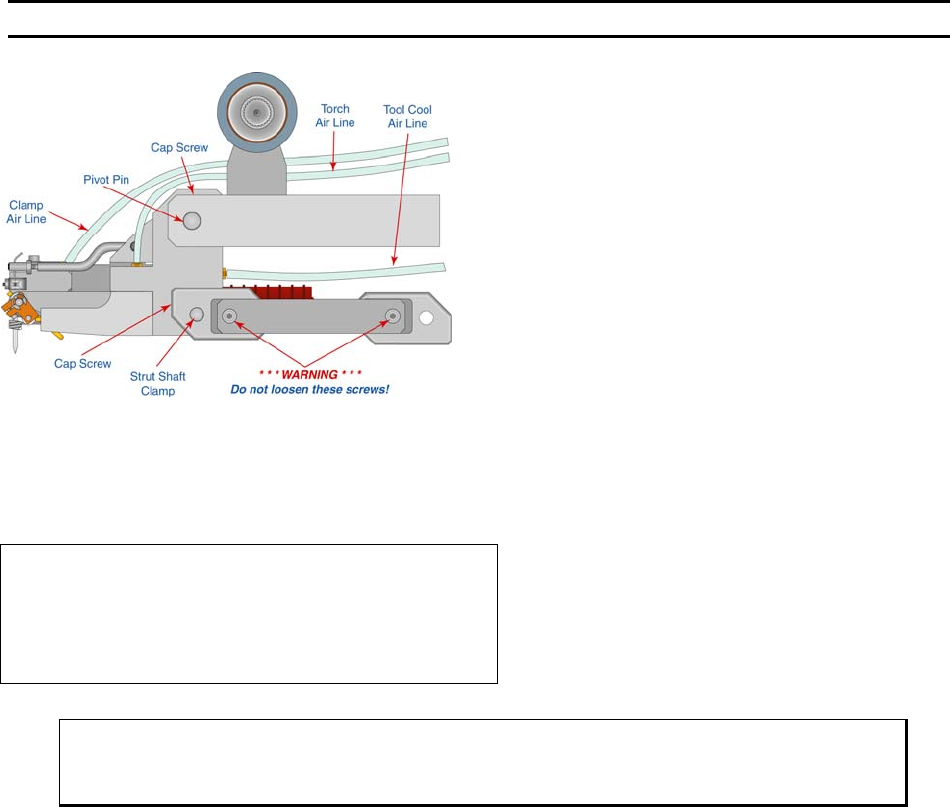
5) Bring the FORCE STRUT ARM up and slide
the STRUT SHAFT through the mounting hole
and clamp the shaft by tightening the Dutch
Key. Locate the air lines for the clamps and
the torch and connect them to their
respective hose barbs on the front panel.
Plug in each of the connectors (3 total) into
the sockets on the front panel. Finally,
change the machine model number as
described below.
Change Model Number of Machine
This option selects the model for the current tooling head installed.
Indicate Model Number of the machine:
->5=Model 4500E Wedge Bonder
6=Model 4600E Deep-Access Wedge Bonder
7=Model 4700E Ball Bonder A=ESC G=OK
ϑ To call “Model Selection”
From the H
OME menu press 8 (MORE OPTIONS) and then press 0 (MODEL SELECTION)
WEST•BOND MODEL 454647E SERIES INSTRUCTION MANUAL
106
CLAMP ADJUSTMENT
Tools required to setup the 45° Clamp Blades:
1. Small Mirror
(single surface mirror preferred)
2. 0.028” Allen wrench
3. 5/64” Allen wrench
4. 3/32” Allen wrench
5. Bond Tool
(0.750” Length)
6. Bonding wire
7. Work holder.
The following procedure is for setting the 45-
degree clamp blades. When adjusted properly
the clamps will feed the wire through the bond
tool straight, leaving the wire tail directly under
the bond foot for all subsequent bonds.
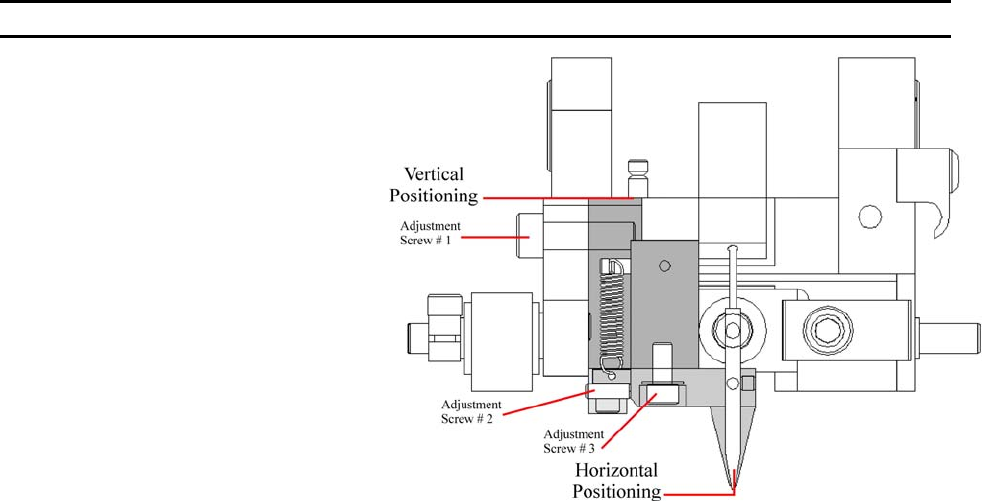
Vertical Positioning
1. Using the 3/32” Allen wrench, loosen Adjustment Screw #1.
2. Position the Clamp Assembly so that the top of the assembly and the top of the tooling body are
flush. Run finger over to feel for elevation differences.
3. Tighten Adjustment Screw #1.
4. Install Bonding tool and wire.
Horizontal Positioning
5. Using the 5/64” Allen wrench, loosen Adjustment Screw #3, and lightly tighten
6. Using the 0.028” Allen wrench, back Adjustment Screw #2 out. D
O NOT REMOVE!
7. Using the index finger of your right hand, push the lower clamp assembly to the left while holding
the entire head assembly with your left have.
8. Place the mirror on the workholder, under the clamp assembly. Focus the microscope so the back
of tool and clamps are visible in the mirror.
9. Using Adjustment Screw #2, Push the lower clamp assembly to the right until the wire from clamps
to bond tool is straight.
10. Tighten Adjustment Screw #3.
Testing
11. Keeping the work holder and mirror under the clamp assembly. Exit the EDIT Menu (ESC).
12. Looking through the microscope. Open and Close the clamps several times. Note any alignment
issues. (Repeat: Horizontal Positioning procedure if there is a problem).
13. Again, looking through the microscope, attempt several feed cycles, noting any alignment
problems.