DECAN_S1_Operation(Chi_Ver1.0)_Resize.pdf - 第18页
Chap ter 2 本 Chapter 主要介绍电源供应方法及生产开始前的检验事项。 电源供应及暖机 Nex t Generation, Multi - Functi onal Placer DE CAN S 1 Op e ra tio n Ha n db oo k 2- 6 生产前 准备 程序 > 预 机 (War mi ng -Up) 生产前准备程序 电源供应及暖机 Step 3. 单 击 <开始>按 钮: 执行…

Chapter 2
本Chapter主要介绍电源供应方法及生产开始前的检验事项。
电源供应及暖机
Next Generation, Multi-Functional Placer
DECAN S1 Operation Handbook
2-5
生产前准备程序 > 预机(Warming-Up)
生产前准备程序
5.※预机( Warming-Up)
Step 1. 选择'应用'菜单:显示应用画面
Step 2. 选择'暖机'子菜单:打开暖机对话框
为提高设备的实际贴装精密度,实际贴装前大约利用10分钟执行预机。
温度条件:20 ~ 28℃
Chapter 2
本Chapter主要介绍电源供应方法及生产开始前的检验事项。
电源供应及暖机
Next Generation, Multi-Functional Placer
DECAN S1 Operation Handbook
2-6
生产前准备程序 > 预机(Warming-Up)
生产前准备程序
电源供应及暖机
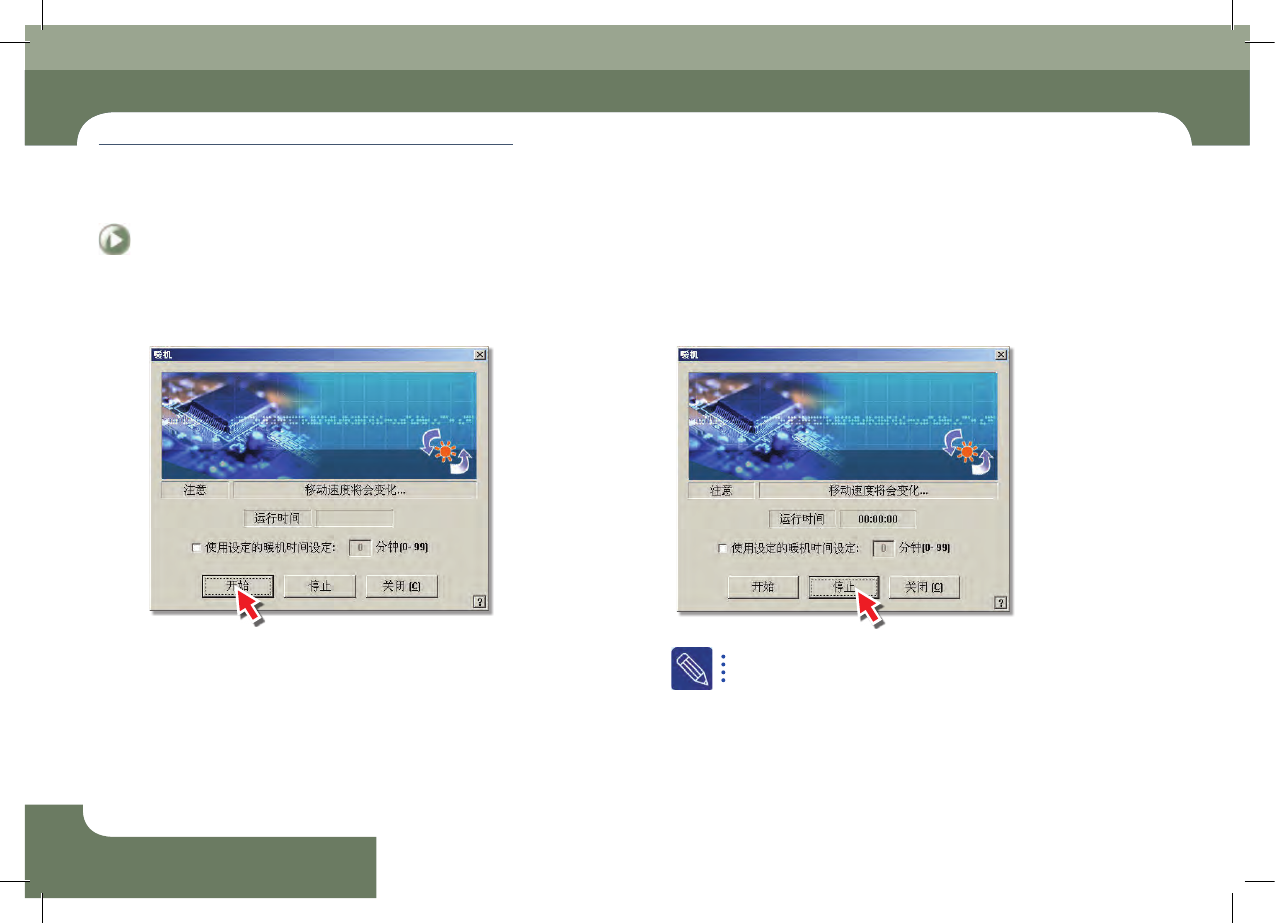
Step 3. 单击<开始>按钮:执行'预机运行' Step 4. 单 击 < 停 止 > 按 钮 :约 执 行 10分钟后结束对话框
圈选<使用设定时暖机时间:>复选框,在右边的编辑框设置试运转时间后
进行试运转。
以分钟为单位输入试运转时间,设置为10分钟左右并且让其在该设置时间
后自动结束试运转。
DECAN S1 Operation Handbook
3-1
Chapter 3
本Chapter主要介绍生产作业顺序
生产
Next Generation, Multi-Functional Placer
准备生产 Ⅰ > 业务检查(业务交班的30分钟前)
准备生产※Ⅰ
Chapter 3
生产
本Chapter主要介绍生产作业顺序
1.※业务检查(业务交班的30分钟前)
Step 1. 元器件剩余量的检查
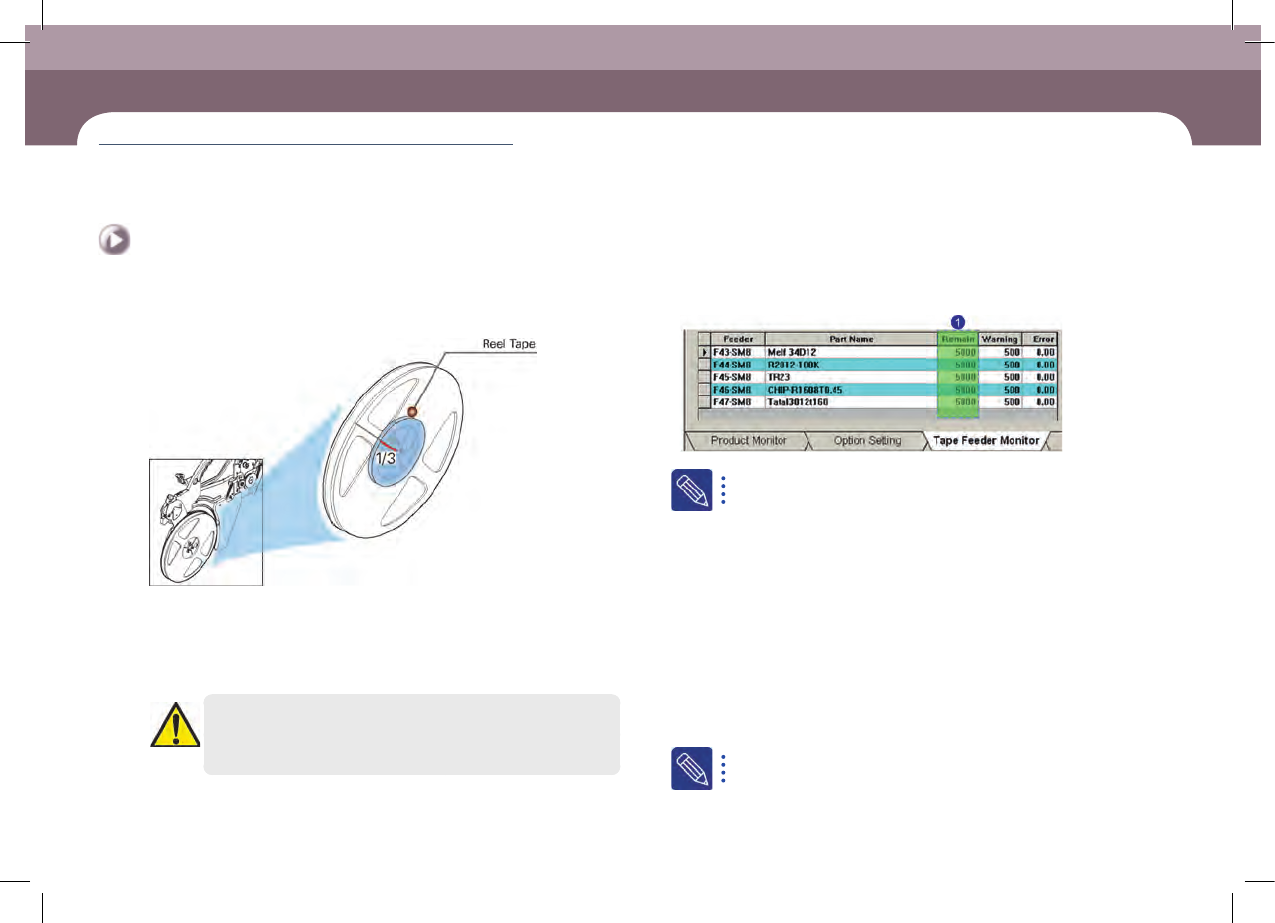
ㆍ 在一般情形下,确认料盘料带(Reel Tape)剩余量是否达到1/3以上,剩余量不到1/3的
元器件则需要事先制作元器件订货清单。
ㆍ 使 用 IT供料器时,在设备的MMI的生产画面以升序(▲)排列<Remain>列后,制作清单
列出可能最先耗尽的元器件。如果是升序(▲)排列,先显示可能最先耗尽的元器件
的数据。
注 意
进 行 MMI的元器件剩余量计数时,必须在接合(Splicing)或更换料盘后把
其结果准确地反映到计数(Count)。
1号栏目显示的是当前供料器上载入的元器件料盘的元器件剩余量。
每单击一次<Remain>列,就会以升序/降序进行数据排序。
Step 2. 先前作业量的确认
针对先前作业人员在作业期间发生的下列交接事项予以确认。
ㆍ 生产的PCB数量
ㆍ 当前作业中的元器件的信息(元器件剩余量信息、元器件订货及已确保的元器件信息)
Step 3. 作业特异事项的确认
针对需要事先掌握的特殊作业条件检查其内容。
ㆍ PCB型号的变更、特殊定制PCB、适用特殊作业条件的项目的存在与否。
Step 4. 生产目标量的检查(每2小时记录一次生产目标量)
关于安装Feeder的详细内容清参阅详见"检验Feeder" (第6-1页)
准备生产※Ⅰ