DECAN_S1_Operation(Chi_Ver1.0)_Resize.pdf - 第44页
DE CAN S 1 Op e ra tio n Ha n db oo k 3 -2 6 Chap ter 3 本 Chapter 主要介绍生产作业顺序 生产 Nex t Generation, Multi - Functi onal Placer 生产 > 作业时 间 ( 生产指 定数量 ) 生产 生产 3. ※ 作 业 时 间( 生 产 指 定 数 量 ) Step 1. 输入生 产量 ㆍ 在<计划生产數量>输入生…
DECAN S1 Operation Handbook
3-25
Chapter 3
本Chapter主要介绍生产作业顺序
生产
Next Generation, Multi-Functional Placer
生产 > 开始作业(自动生产)
生产
2.※开 始 作 业( 自 动 生 产 )
Step 1. 按操作面板的上的'START'按钮
ㆍ 按<START>按钮恢复生产。
警 告
必须确认设备周围是否有工作人员后开始生产
DECAN S1 Operation Handbook
3-26
Chapter 3
本Chapter主要介绍生产作业顺序
生产
Next Generation, Multi-Functional Placer
生产 > 作业时间(生产指定数量)
生产
生产
3.※作 业 时 间( 生 产 指 定 数 量 )
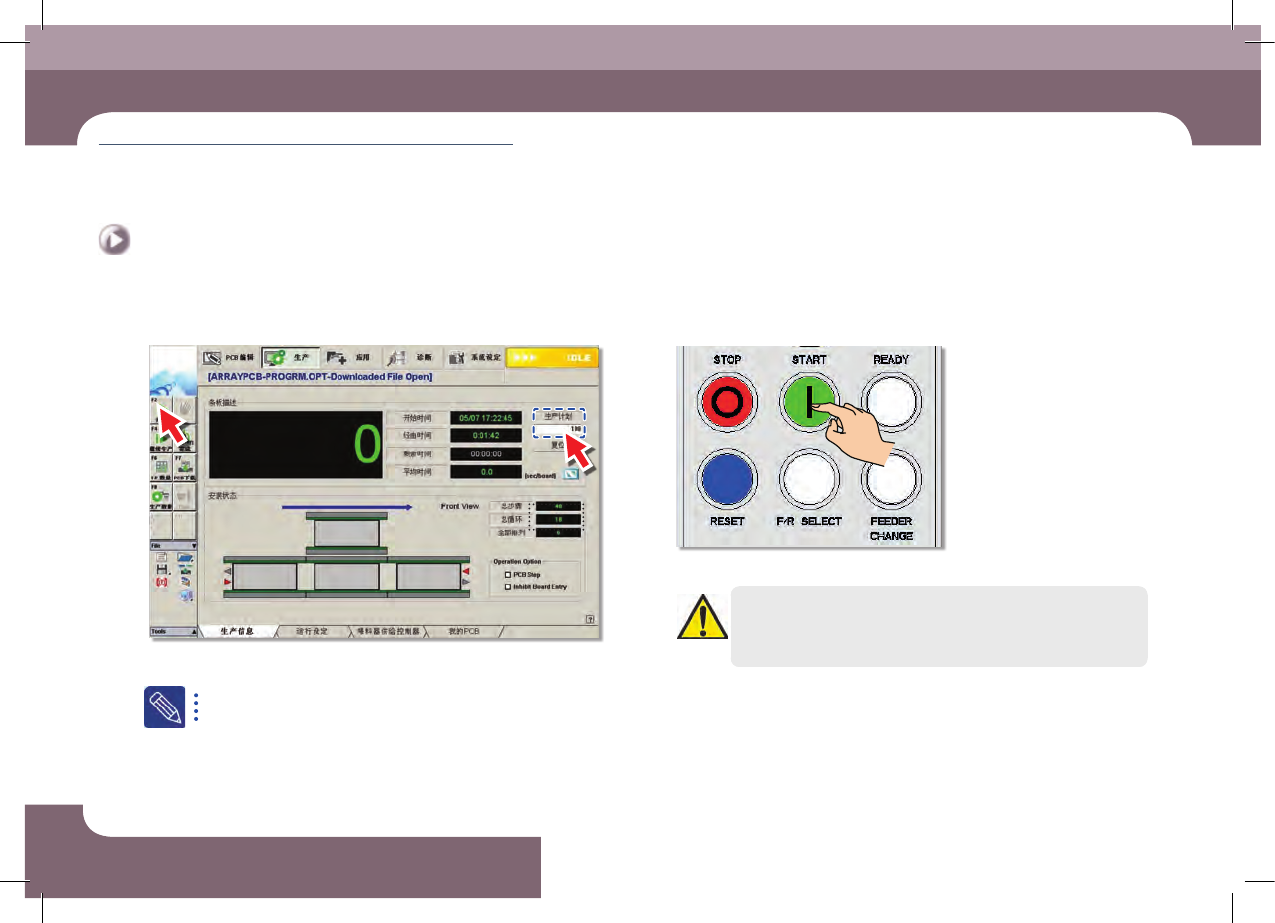
Step 1. 输入生产量
ㆍ 在<计划生产數量>输入生产量后选择'开始'子菜单。
事先设置好PCB生产量后开始生产时,设备生产设置量的PCB后终止生产。
Step 2. 按操作面板的'START'按钮
ㆍ 按<START>按钮恢复生产。
警 告
必须确认设备周围是否有工作人员后开始生产
生产过程中的检验事项
Chapter 4
Next Generation, Multi-Functional Placer
DECAN S1 Operation Handbook
4-1
本Chapter主要介绍检验生产中错误或其他事项并采取措施时的设备暂停方法(继续/开始 模式), 异常停止方法(
人为/系统异常停止), 异常停止后系统重启方法等
生产过程中的检验事项 > 检查供料器元器件剩余量(持续监视)
生产过程中的检验事项
1.※检查供料器元器件剩余量(持续监视)
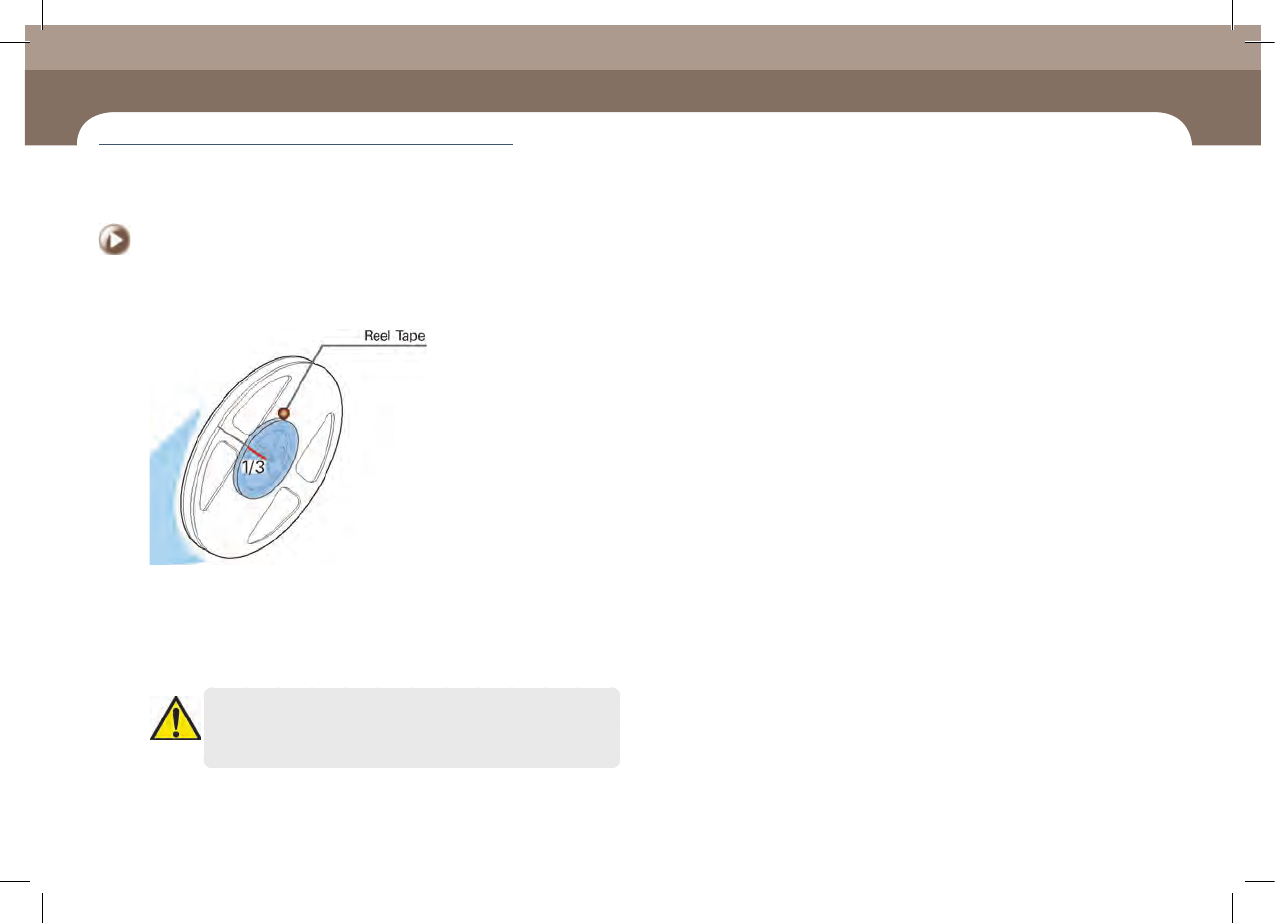
ㆍ 在一般情形下,确认料盘料带(Reel Tape)剩余量是否达到1/3以上,剩余量不到1/3的
元器件则制作清单后行器材室请求元器件。
ㆍ 使用IT供料器时,在设备的MMI的生产画面参考<Remain>列上显示的剩余量计数与
<Time>列的时间后,对于可能耗尽的元器件进行订货作业。
ㆍ 必须在耗尽前的20分钟前向器材室请求(订货)该元器件。
注 意
进行MMI的元器件剩余量计数时,必须在接合(Splicing)或更换料盘后把
其结果准确地反映到计数(Count)。
Chapter 4
生产过程中的检验事项
本Chapter主要介绍检验生产中错误或其他事项并采取措施时的设备暂停方法(继续/开始 模式), 异常停止方
法(人为/系统异常停止), 异常停止后系统重启方法等
2.※检查元器件的匹配性(每2小时检查一次)
更换了料盘后,比较先前料盘与更换后料盘以确认其匹配性。料盘的比较方式有下列两
种方式。
ㆍ 通常由作业人员利用眼睛一一比较的方法检查匹配性。
ㆍ 使 用 IT System时,利用条形码扫描器扫描供料器的卷轴条形码确认其是否一致。
而且,每2小时就要检查一次元器件的匹配性。有下列两种方式。
ㆍ 通常由作业人员利用眼睛一一比较的方法检查匹配性。
ㆍ 使 用 IT System时,利用条形码扫描器先扫描命令(Command)条形码以确认器材,然
后依序扫描已安装的供料器的卷轴条形码并进行确认。
关于使用IT System确认卷轴一致性的详细内容,请参阅IT System用户手册。
识别Check Part命令(Command)条形码,或者在MMI实行Check Part对话框后从右到
左按照供料器的安装顺序利用扫描器识别相应的卷轴条形码。
生产过程中的检验事项