DECAN_S1_Operation(Chi_Ver1.0)_Resize.pdf - 第8页
Chap ter 1 本 Chapter 介绍设备、操作面板及 MMI ( Man - Machine Interface )。 设备概要 Nex t Generation, Multi - Functi onal Placer DE CAN S 1 Op e ra tio n Ha n db oo k 1-1 设 备各 部分 名 称 > 设备 前面 设备各部分名称 设备概要 1. ※ 设备前 面 Chap ter 1 设备概要 …
概要
Next Generation, Multi-Functional Placer
DECAN S1 Operation Handbook
7
概要
作业流程
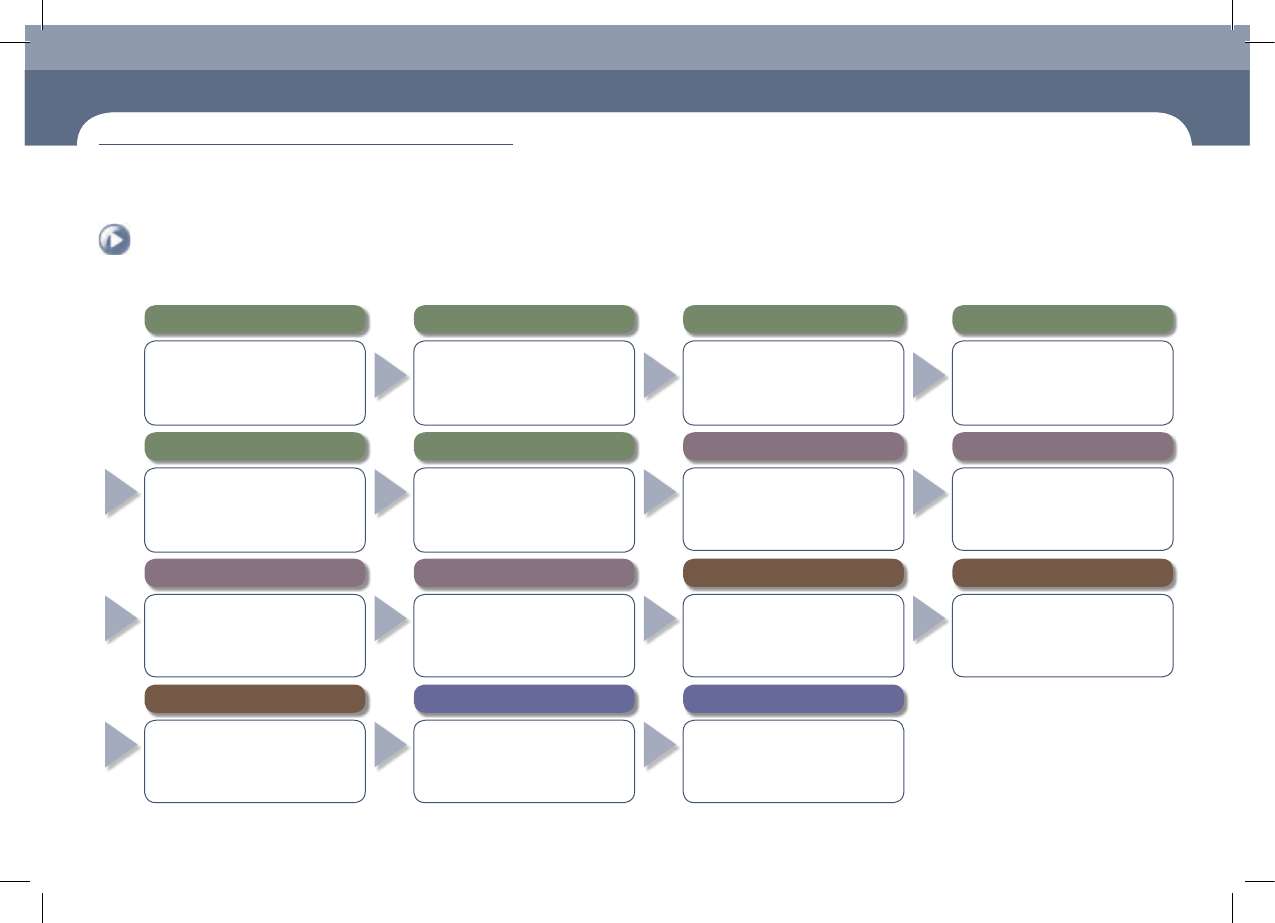
DECAN Series总操 作 流 程 如下。
8.
安装及元器件的订货
● 按照需要进行作业的PCB安装供料
器与吸嘴。
● 掌握供料器的元器件剩余量后,事先
订购可能会耗尽的元器件。
7.
PCB下载/业务的确认
● 打开需要进行作业的PCB文件后
下载。
● 开始进行作业之前,先检查先前作业
状态后确认生产目标。
6.
暖机(Warming-Up)
● 为了提高设备的贴装精度,在作业开
始的约10分钟前进行Warming-Up
运转。
5.
执行回归原点动作
● 在示教盒或MMI画面单击"Home"
键执行回归原点动作。
1. 设备起动前的检验
● 气压 ● 额定电压
● 供应装置 ● 安全护盖
● 检查设备周围的安全等事项。
4.
为设备的电动机供应电源
● 为了操作本设备而按下"READY"
按钮。
3.
MMI的初始化
● 执行了MMI后,程序将自动进行初始
化并且检查设备的各模组。
2.
打开主(Main)开关
● 沿着顺时针方向旋转设备正面的主
开关为设备供应电源。
9.
设置传送轨道及顶针
● 执行传送轨道宽度调整作业,设置
PCB固定方式。
● 把顶针配置在适当位置以便支持
PCB底面。
10.
检查位置及示教
● 检查PCB原点
● 检查PCB基准标记位置
● 检查吸附点(Pickup Point)
● 检查贴装点
11.
生产PCB
● 选择MMI的"生产"菜单
● 在<生产计划>栏上输入生产目标量
● 选择MMI的"开始"子菜单
● 按下操作面板的"START"键
12.
生产中检验事项
● 检查检查供料器的元器件剩余量
● 检查元器件的匹配性(以2小时为周期)
● 供料器的乙烯膜清除/清扫
● Pickup不良供料器的监视
13.
生产中的对应措施
● Pickup不良时的对应措施
● 乙烯膜夹住时的对应措施
● PCB夹住时的对应措施
● 元器件耗尽时的对应措施
14.
结束生产及更改作业
● 生产完毕后,选择"Finish"子菜单完
成生产。
● 如果需要生产其它PCB,则进行作业
变更的准备工作。
15.
关闭电源及清扫
● 单击"RESET"键
● 单击"Exit"图标
● 关闭主(Main)开关(逆时针方向)
● 整理作业场所的周边环境
Chapter 1
本Chapter介绍设备、操作面板及MMI(Man-Machine Interface)。
设备概要
Next Generation, Multi-Functional Placer
DECAN S1 Operation Handbook
1-1
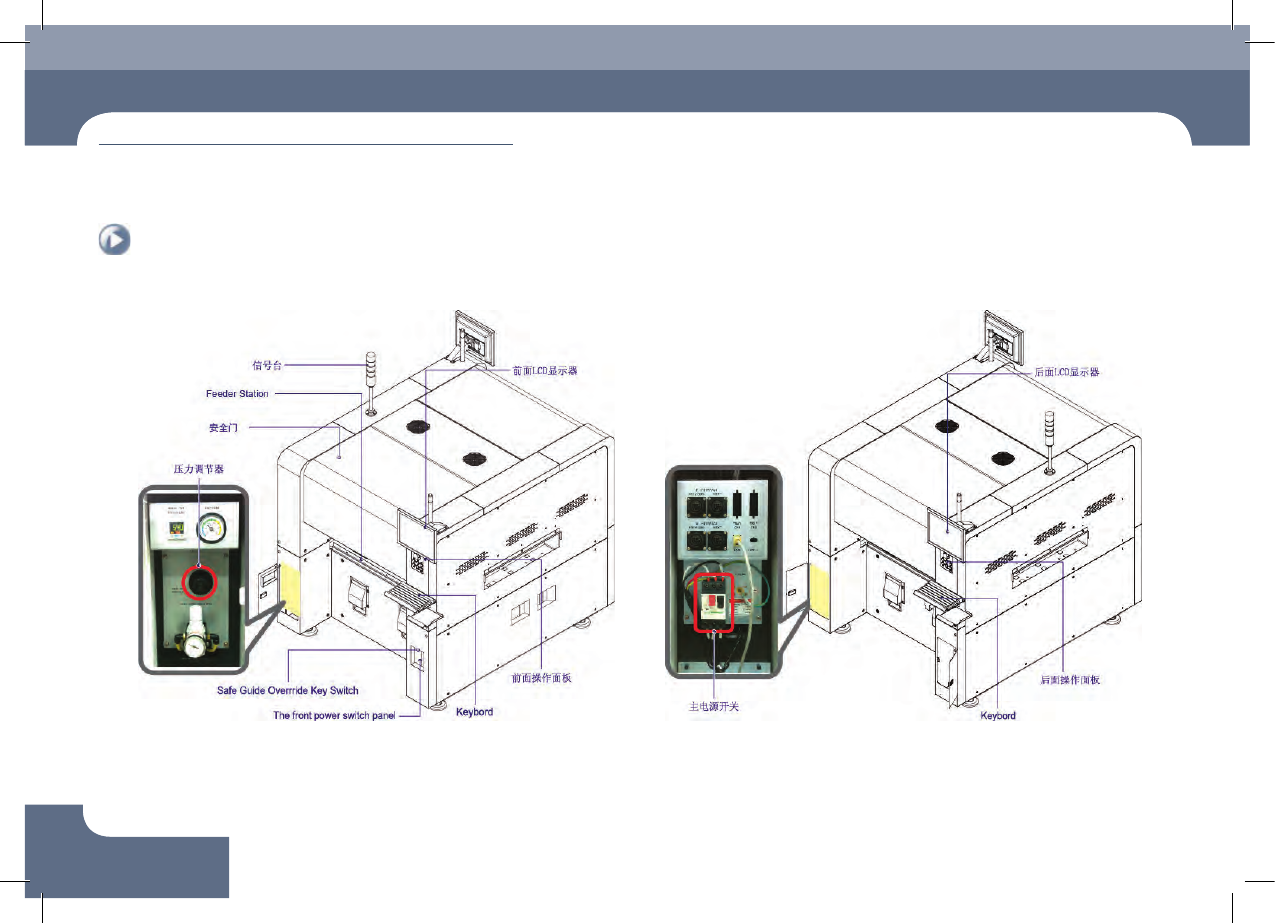
设备各部分名称 > 设备前面
设备各部分名称
设备概要
1.※设备前面
Chapter 1
设备概要
本Chapter介绍设备、操作面板及MMI(Man-Machine Interface)。
2.※设备后面
设备各部分名称
操作面板
Chapter 1
本Chapter介绍设备、操作面板及MMI(Man-Machine Interface)。
设备概要
Next Generation, Multi-Functional Placer
DECAN S1 Operation Handbook
1-2
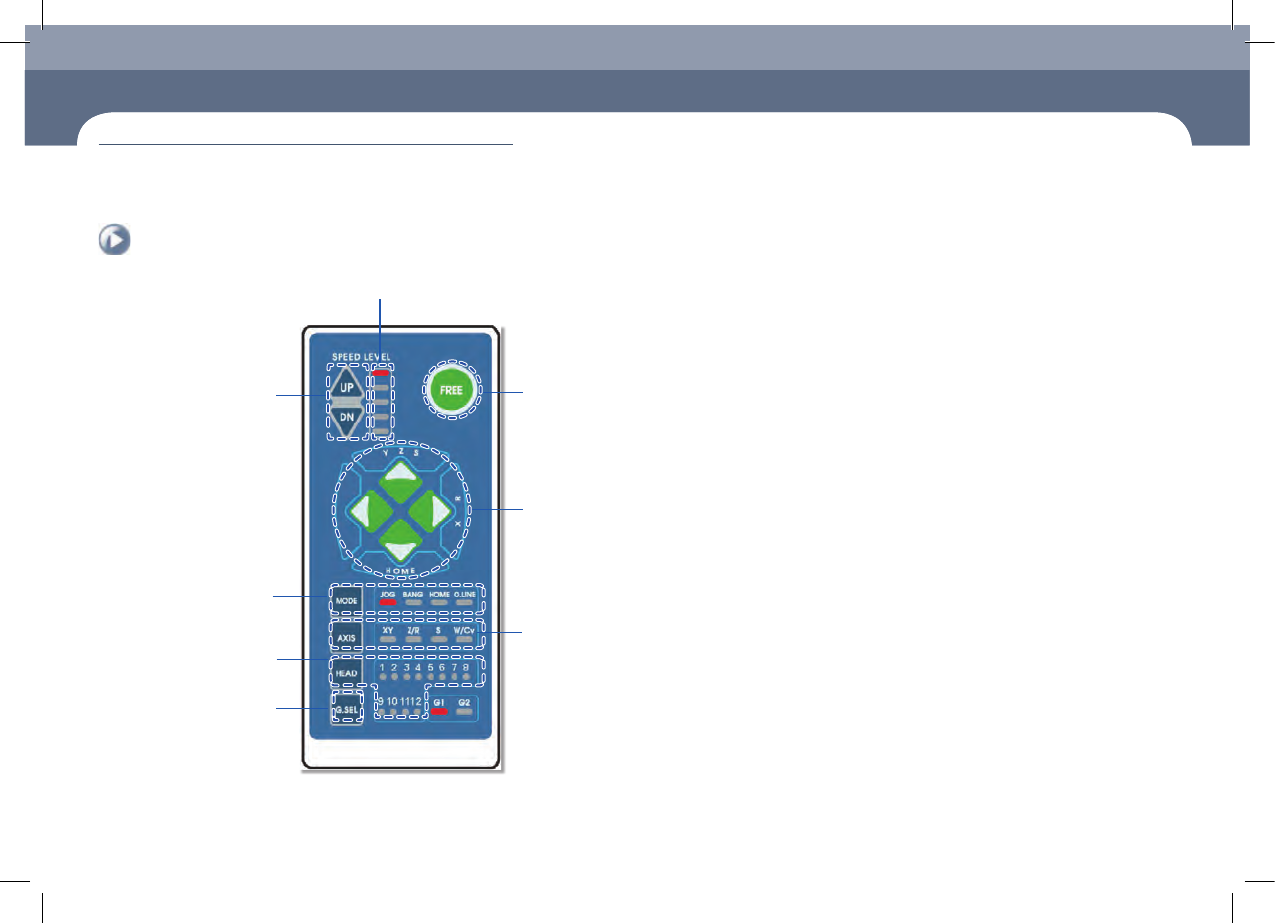
操作面板
指示各轴的移动及
旋转方向
选择工作对象
各Head的真空状态
ON/OFF
表示工作速度阶段(5阶段)
在JOG方式下选择工
作速度
▲ UP:加速
▼ DOWN:减速
紧急停止按钮
JOG, BANG, HOME,
O.LINE方式转换
前/后面Gantry选
择转换
操作面板