G5《安装调试及使用说明书》.pdf - 第16页
凯格精密机械有限公司 - 16 - 第三章 生产工作流 程 开启总电源开关 打开气源开关 打开机器主电源开关 进入机器主画面 机器归零 新建文件 参数设置 输入密码 打开已有文件 输入密码 钢网手动定位 保存文件 PCB 进板 开始生产 PCB 到位 视觉校正 印刷焊膏 网板清洗 停止生产 退出主画面 关闭主电源开关 继 续 生 产 关闭气源开关 关闭总电源开关

凯格精密机械有限公司
- 15 -
第三章 生产工作流程
刮刀压力:压力直接影响印刷效果,压力以保证印出的焊膏边缘清晰,表面平整,厚度
适宜为准。压力太小,锡膏量不足,产生虚焊;压力太大,导致锡膏连接,会产生桥接。因
此刮刀压力一般是设定为 0.5~10kg。
3.2.6 脱模速度和脱模长度
脱模速度:指印刷后的基板脱离模板的速度,在焊膏与模板完全脱离之前,分离速度要
慢,待完全脱离后,基板可以快速下降。慢速分离有利于焊膏形成清晰边缘,对细间距的印
刷尤其重要。一般设定为 3mm/s,太快易破坏锡膏形状。
本机器允许设置范围为 0~20mm/s。
PCB
与模板的分离时间:即印刷后的基板以脱板速度离开模板所需要的时间。时间过长,
易在模板底面残留焊膏,时间过短,不利于焊膏的站立。一般控制在 1 秒左右。
本机器用脱模长度来控制此变量,一般设定为 0.5~2mm。本机器允许设置范围为 0~
10mm。
3.3 试生产
在以上准备工作做完以后,即可进行 PCB 板的试印刷。操作方法是:
1. 单击主工具栏 2 中的[开始生产]按钮并按照操作界面上对话框的提示进行操作,完成
一块 PCB 板的自动印刷(详见第四章主工具栏 2 的操作说明)。
2. 如检测结果不符合质量要求,应重新进行参数设置或输入印刷误差补偿值(详见第四
章 4.4.13“生产设置”对话框;如检查结果满足质量要求,即可正式开始生产等。
3. 锡膏印刷质量要求:
本机器设定锡膏厚度在 0.1—0.3mm 之间、焊膏覆盖焊盘的面积在 75%以上即满足质
量要求。
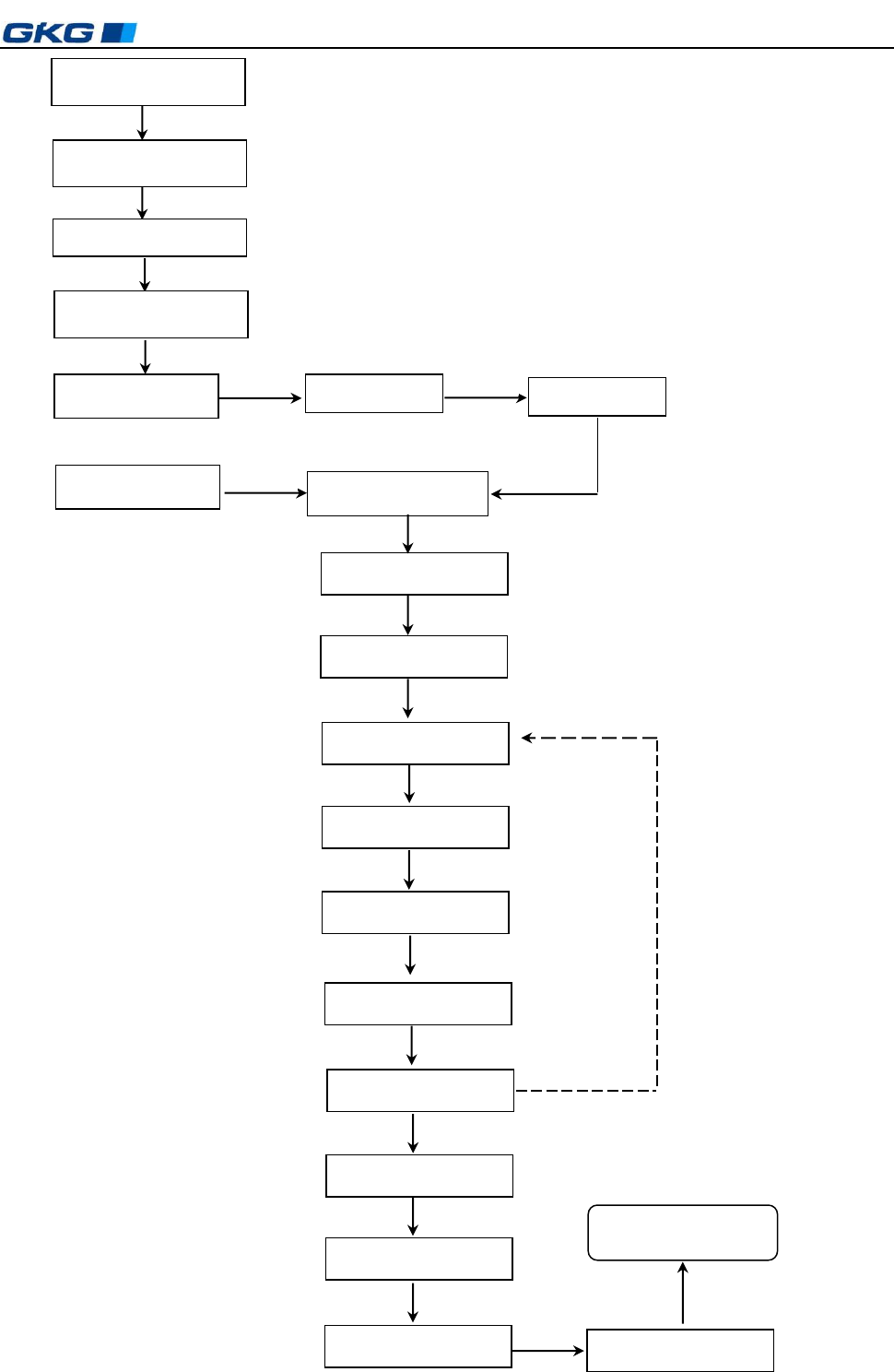
3.4 生产流程图
本机器的操作流程如下图:
凯格精密机械有限公司
- 16 -
第三章 生产工作流程
开启总电源开关
打开气源开关
打开机器主电源开关
进入机器主画面
机器归零
新建文件
参数设置
输入密码
打开已有文件
输入密码
钢网手动定位
保存文件
PCB 进板
开始生产
PCB 到位
视觉校正
印刷焊膏
网板清洗
停止生产
退出主画面
关闭主电源开关
继
续
生
产
关闭气源开关
关闭总电源开关
凯格精密机械有限公司
- 17 -
主工具栏 2
主工具栏 1
第四章 操作系统说明
第四章 操作系统说明
4.1 系统启动
打开机器主电源开关,将自动进入主窗口画面。操作程序如下:
打开总电源开关 打开气源开关 打开机器主电源开关 进入机器主画
面(主菜单)
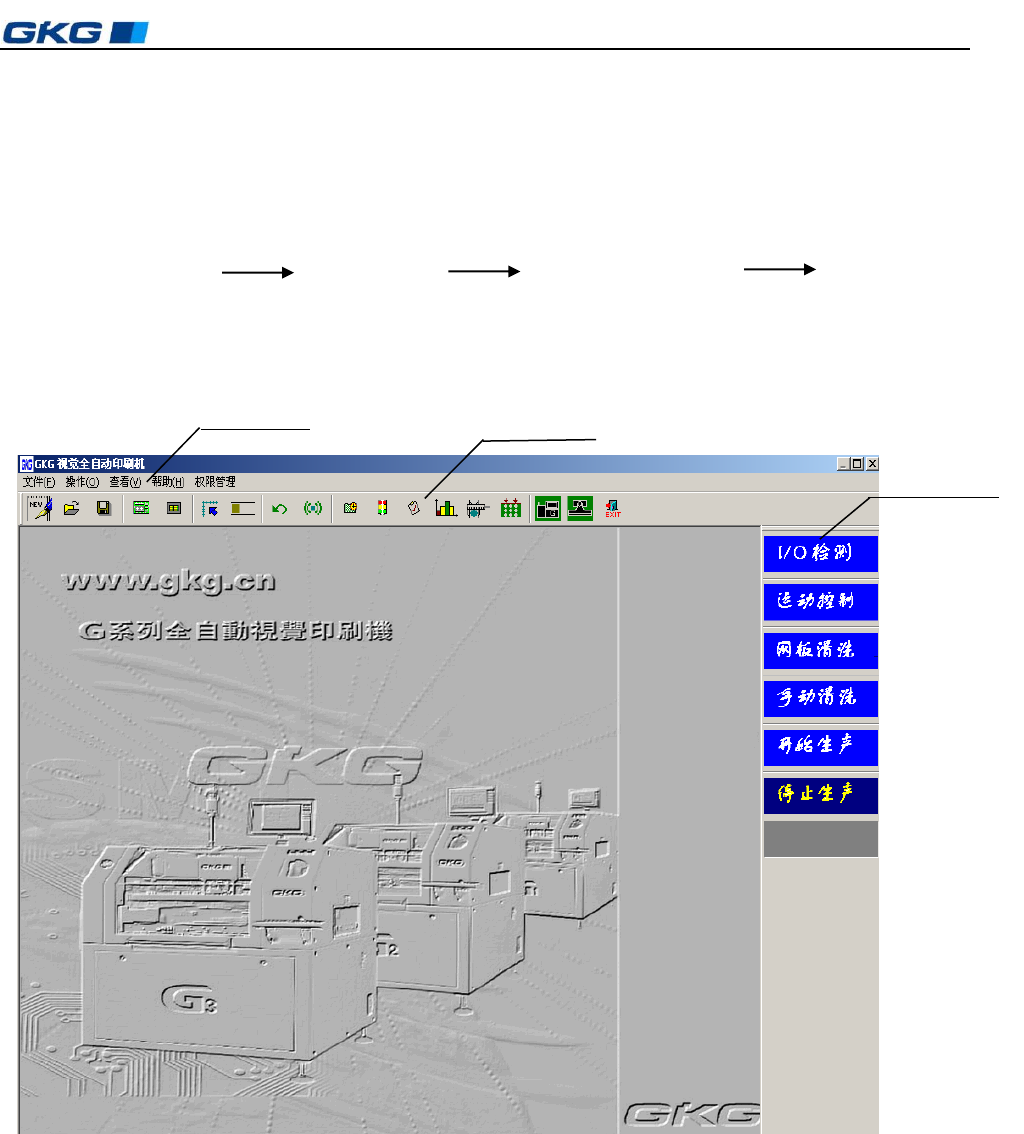
4.2 主窗口组成
图 4-1 主窗口画面
主窗口包括三部分:
主菜单栏
主工具栏 1
主工具栏 2
4.2.1 主菜单栏
如图 4–3 所示、主菜单包含[文件]、[操作]、[查看]、[帮助] 、[权限管理]所有的控制命令。
主菜单栏