G5《安装调试及使用说明书》.pdf - 第7页
凯格精密机械有限公司 - 7 - 第一章 系统描述 筒上。清洗间隔 时间可自由选 择,清洗行程可 根据印刷行 程自行设定 。进行湿洗时, 当储存罐中清洗液不够时, 系统出现报警显示, 此时应将其加满清洗液。 干洗 、湿 洗、 真空洗,周期可自由调节。 功能: 可编程控制的全自动网板清洁装置,具有干式、湿式、真空三种方式组合的清洗方式, 彻底清除网板孔中的残留锡膏,保证印刷品质。 1.4.7 可调 印刷工作台 组成: 包括 Z 轴升降装 …

凯格精密机械有限公司
- 6 -
第一章 系统描述
1.4 系统的主要组成部分
本机共分九个部分组成。
分别是:运输系统、网板夹持装置、PCB 板夹持装置、视觉系统、刮刀系统、自动网板
清洗装置、可调印刷工作台、气动系统和操作控制系统等组成。
1.4.1 运输系统
组成:包括运输导轨、运输带轮及皮带、步进电机、停板装置、导轨调宽装置等。
功能:对 PCB 进板、出板的运输、停板位置及导轨宽度的自动调节以适应不同尺寸的 PCB
基板。
1.4.2 网板夹持装置
组成:包括网板移动装置及网板固定装置等。
功能:夹持网板的宽度可调,并可对钢网位置固定、夹紧。
1.4.3 PCB 板柔性夹持及定位装置
组成:真空盒组件、真空平台、磁性顶针、柔性的夹板装置等。
功能:柔性的板处理装置可定位夹持各种尺寸和厚度的 PCB 基板,带有可移动的磁性顶针和
真空吸附装置,有效控制 PCB 基板的挠度,防止板变形。
1.4.4 视觉系统
组成:包括 CCD 运动部分和 CCD—Camera 装置(摄像头、光源)及高分辨率显示器等,
由视觉系统软件进行控制。
功能:上视/下视视觉系统,独立控制与调节的照明,高速移动的镜头确保快速、精确地进行
PCB 和钢网板对准,无限制的图像模式识别技术具有 0.01mm 的辩识精度。
1.4.5 刮刀系统
组成:包括印刷头(刮刀升降行程调节装置、刮刀片安装部分)、刮刀横梁及刮刀驱动部分(步
进马达、同步齿轮驱动)等。
功能:悬浮式印刷头,具有特殊设计的高刚性结构,刮刀压力、速度均由电脑伺服控制,调节
方便,维持印刷质量的均匀稳定。
1.4.6 自动网板清洗装置
组成:包括真空管、真空发生器、清洗液储存和喷洒装置、卷纸装置、升降气缸等。网板清
洗装置被安装在视觉系统后面,通过视觉系统决定清洗行程,自动清洗网板底面。
近行清洗时清洗卷纸上升并且贴着模板底面移动,用过的清洗纸被不断地绕到另一滚

凯格精密机械有限公司
- 7 -
第一章 系统描述
筒上。清洗间隔时间可自由选择,清洗行程可根据印刷行程自行设定。进行湿洗时,
当储存罐中清洗液不够时,系统出现报警显示,此时应将其加满清洗液。干洗、湿洗、
真空洗,周期可自由调节。
功能:可编程控制的全自动网板清洁装置,具有干式、湿式、真空三种方式组合的清洗方式,
彻底清除网板孔中的残留锡膏,保证印刷品质。
1.4.7 可调印刷工作台
组成:包括 Z 轴升降装置(升降底座、升降丝杠、升降导轨、阻尼减震器和伺服电机等)、平
台移动装置(丝杆、导轨及分别控制 X、Y、θ方向伺服电机的移动来自动调节平台)、
印刷工作台面(磁性顶针、真空吸盘)等。
功能:通过机器视觉,工作台自动调节 X、Y 及θ方向位置偏差,精确实现印刷模板与 PCB
板的对准。
1.4.8 操作控制系统:
由工控机及控制软件、驱动器、步进电机、伺服电机、计数器、光电感应器以信号监
测系统组成。采用 Windows XP 操作系统,智能化的先进软件控制,极大地方便了用户
的使用。
1.5 工作原理
由以上各部组成的全自动视觉印刷机在印刷焊膏时,锡膏受刮刀的推力产生滚动的前
进,所受到的推力可分解为水平方向的分力和垂直方向的分力。当运行至模板窗口附近,
垂直方向的分力使粘度已降低的焊膏顺利地通过窗口印刷到 PCB 焊盘上,当平台下降后
便留下精确的焊膏图形。
凯格精密机械有限公司
- 8 -
导轨固定螺杆
第二章 设备安装与调试
第二章 机械安装及软件使用说明
2.1 开箱
开箱后,请您首先做好以下工作:
1. 对照《装箱清单》所列各项进行查验。
2. 检查机器各部分是否有损坏,包括另箱包装的显示器、键盘、三色灯及刮刀板等,并
将它们重新安装到印刷机上。
3. 务必将运输时安装在滑块两端的各导轨的导轨固定夹取下(如图 2 –1 示)。
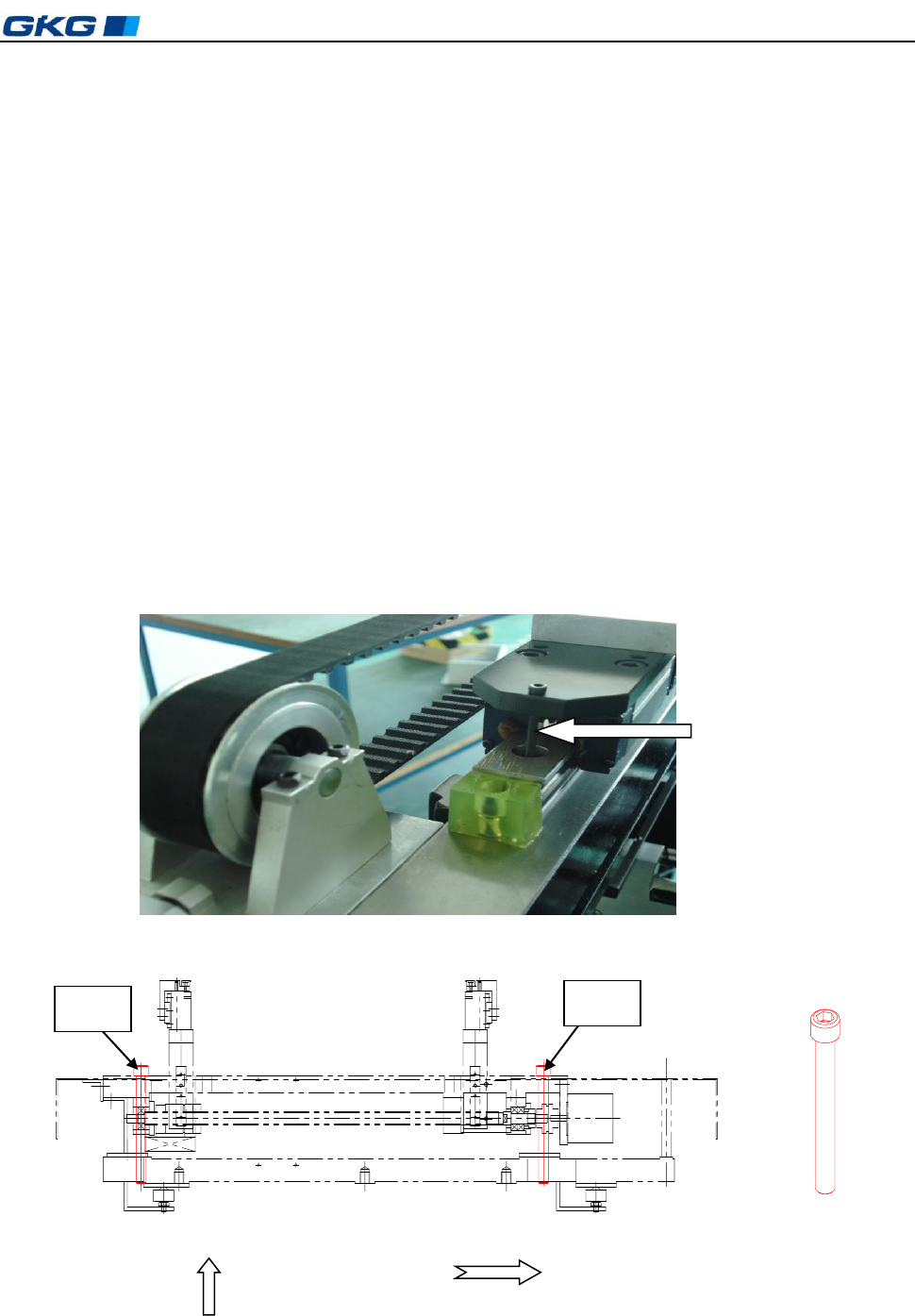
4. 将运输时安装的工作台固定螺杆取下(如图 2 –2 示)。
5. 检查各联接处是否有松动脱落,各运动部分传输皮带有无脱落。
6. 检查各直线导轨上的滑块有无滑脱。
7. 检查电气元件是否固定、接触是否良好。
8. 开机前请务必详细阅读本《操作说明书》。
图 2-1 导轨固定夹
图 2-2 工作台固定螺杆
螺杆
螺杆