G5《安装调试及使用说明书》.pdf - 第29页
凯格精密机械有限公司 - 29 - 第四章 操作系统说 明 图 4-29 〈查看报警记录〉对话框 4.2.2. 12 生产报表 显示已进行的有关生产记录并可记录下相应产品的概况。操作步骤如下: 在主窗口画面“ ”图标,出 现 [ 生产 报表 ] 对话框。显示成功生产数量、 检测坏板数 量、清洗次数、报 警次数、开 始生产和停止生 产的时 间等。还可 对产品概况进行描 述。如图 4 – 30 所示: 图 4- 30 〈生产报表〉对话框 单…
凯格精密机械有限公司
- 28 -
第四章 操作系统说明
2) 排除故障后,单击[关闭报警窗口]或[清除报警]按钮,回到主窗口画面。
3) 此时,主工具栏[报警复位]之前的各项操作按钮被关闭,单击“ 复位 ”按钮,激活
工具栏中的各项操作按钮,才能进行操作。
注意:如果故障原因没有排除而只是“关闭报警窗口”或“清除报警”,待“复位”后重新
进行操作时,机器仍然会发生报警。
4.2.2.9 关闭蜂鸣器
当机器在生产过程中出现报警时,三色灯的红灯闪烁,蜂鸣器鸣叫。此时可单击主工具
栏 1 中第 9 个图标“ ”,将蜂鸣器关闭。
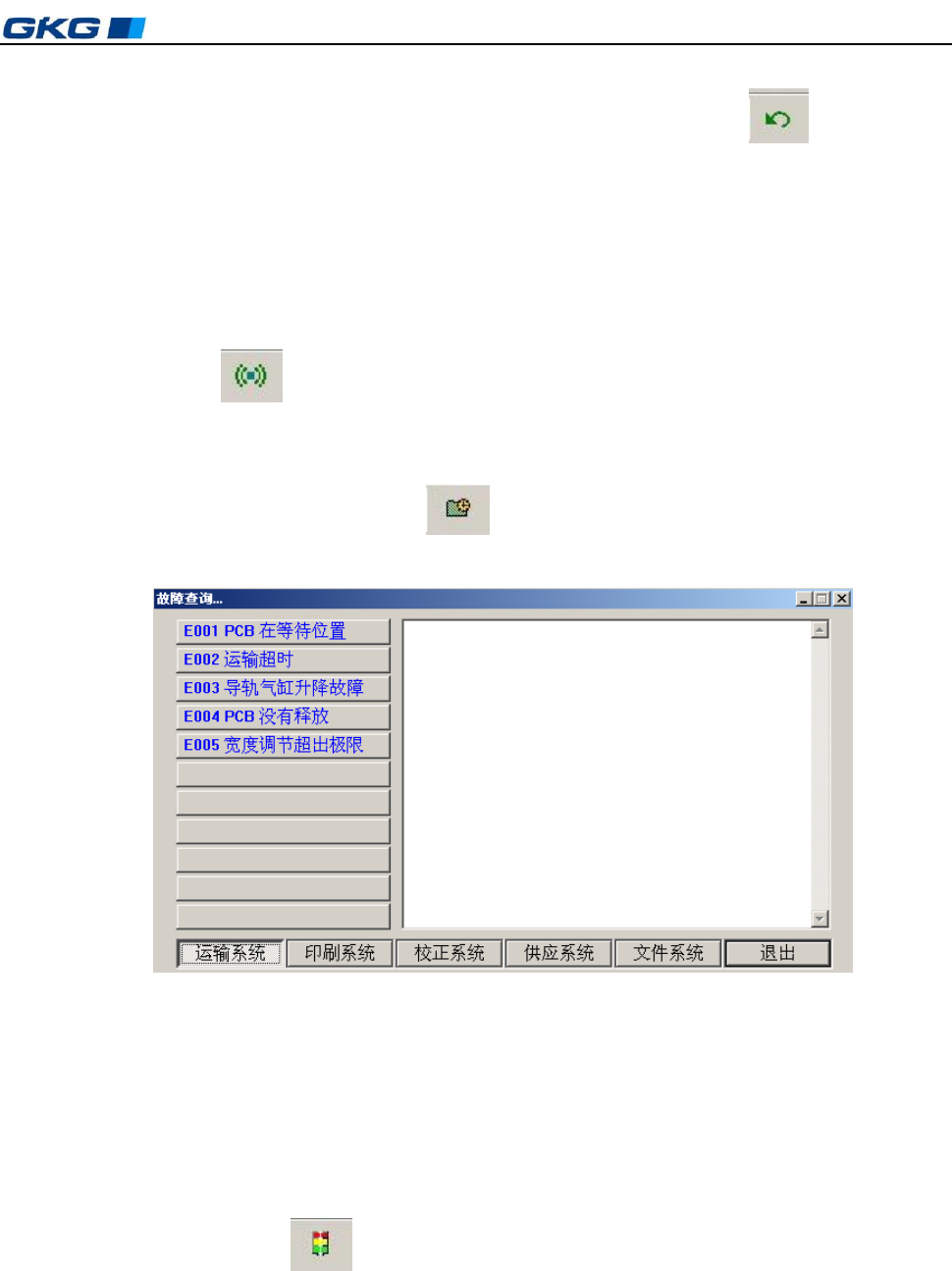
4.2.2.10 故障查询
当机器发生故障时,可打开此对话框查找故障原因并排除。操作步骤如下:
在主窗口画面单击主工具栏 1 中的“ ”图标,出现“故障查询”对话框。如图 4–28
所示:
图 4-28 〈故障查询〉对话框
在对话框中单击“运输系统”、“印刷系统”、“校正系统”、“供应系统”、“文件系统”按
钮,可分别查询以上各系统的常见故障。单击[退出]回到主窗口画面。
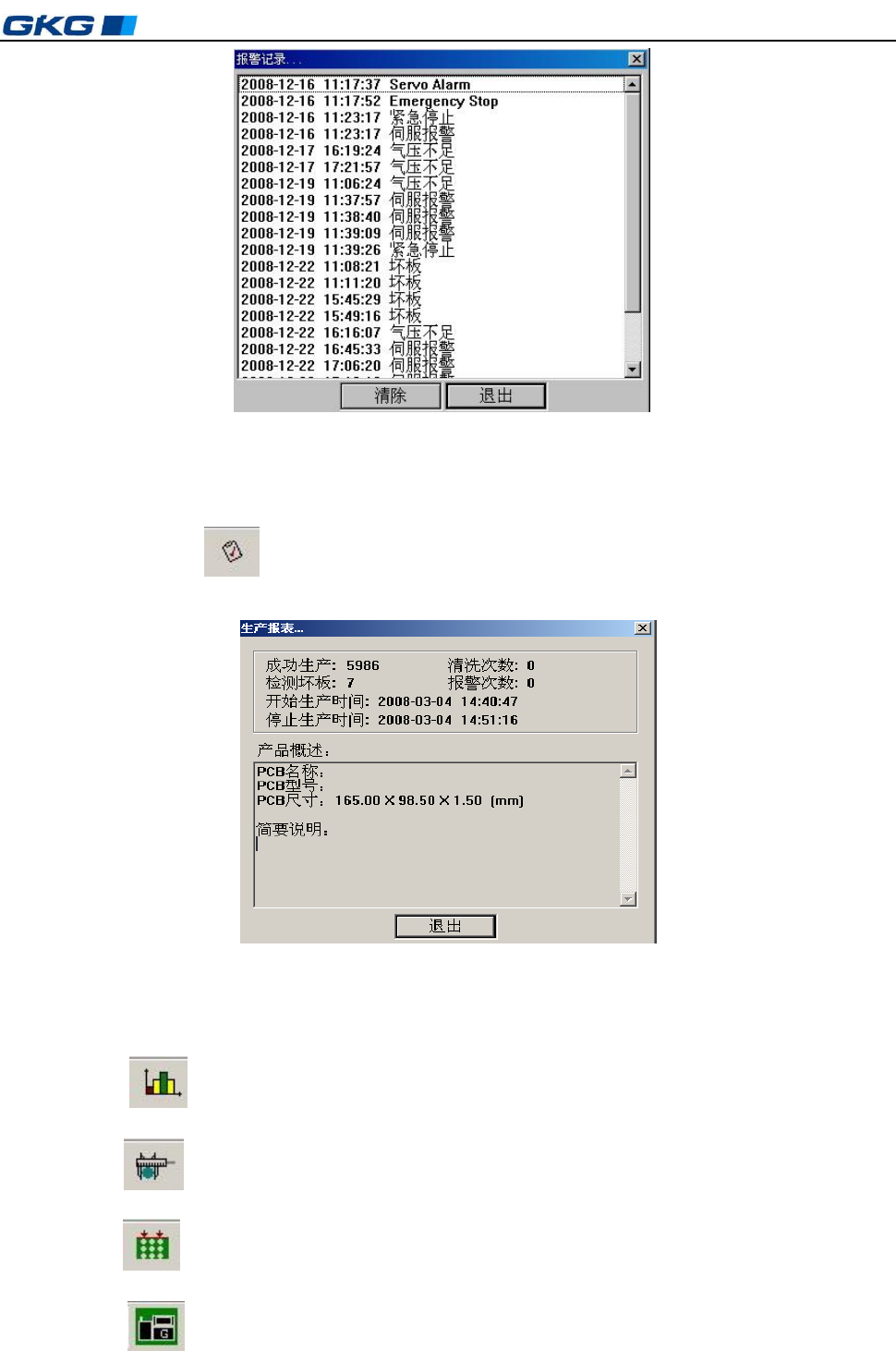
4.2.2.11 报警记录
当机器出现故障发出声、光报警时,系统将自动诊断故障原因并记录下报警时间和故障
原因。在主窗口画面单击“ ”图标,出现[报警记录]对话框。如图 4-29 所示:显示当
时和以往的报警记录。
拖动鼠标左键选中某项报警记录,单击[清除],清除此项报警记录;单击[退出],回到主
窗口画面。
凯格精密机械有限公司
- 29 -
第四章 操作系统说明
图 4-29 〈查看报警记录〉对话框
4.2.2.12 生产报表
显示已进行的有关生产记录并可记录下相应产品的概况。操作步骤如下:
在主窗口画面“ ”图标,出现[生产报表]对话框。显示成功生产数量、检测坏板数
量、清洗次数、报警次数、开始生产和停止生产的时间等。还可对产品概况进行描述。如图
4 –30 所示:
图 4-30〈生产报表〉对话框
单击[退出]回到主窗口画面。
4.2.2.13 SPC 分析工具
单击“ ”图标,弹出 SPC 分析工具对话框,进行有关数据分析。
4.2.2.14 自动钢网校正
单击“ ”图标,可以进行自动校正钢网的操作。
4.2.2.15 手动清洗
单击“ ”图标,弹出手动清洗对话框,可以进行手动清洗钢网。如图 4-17 所示。
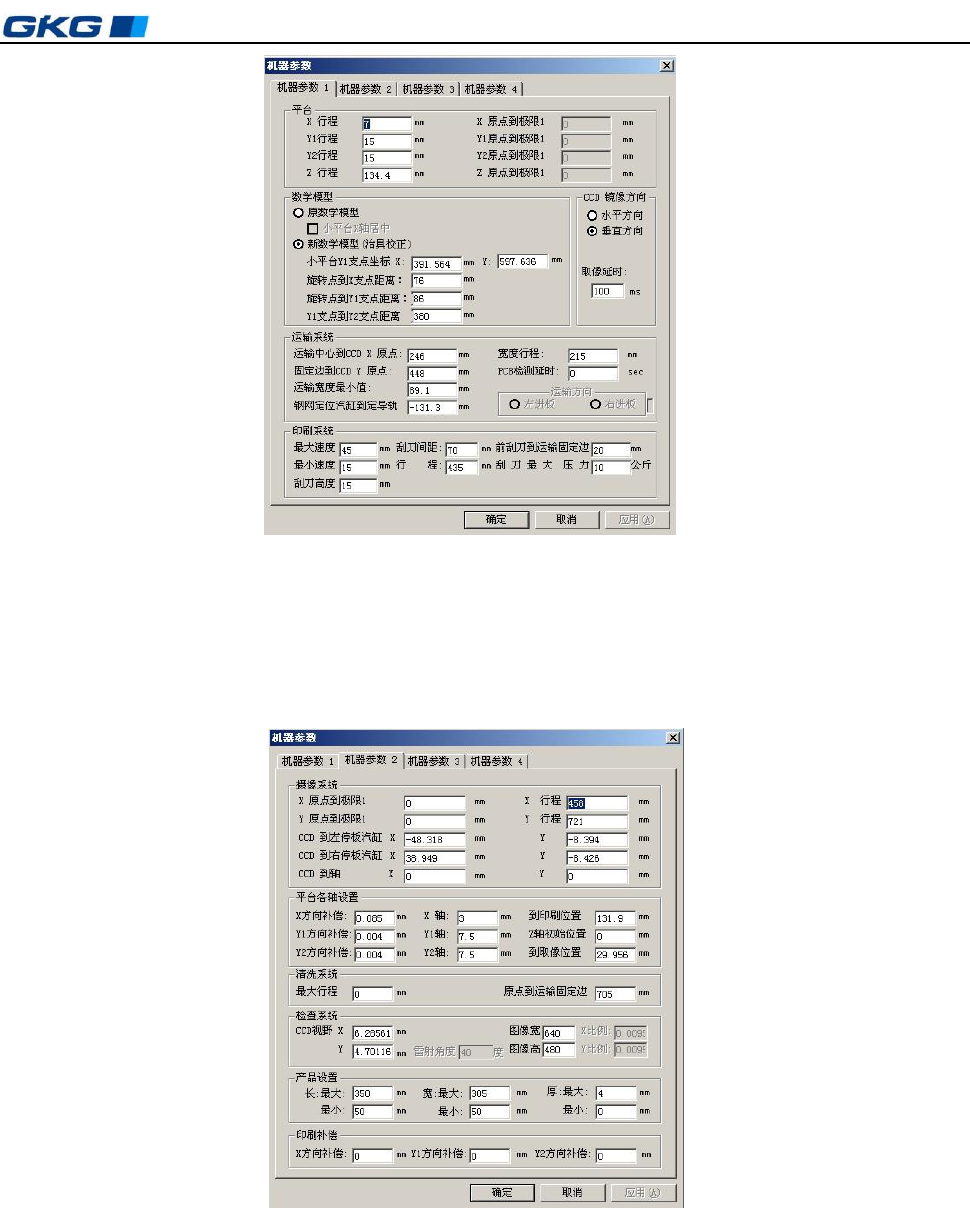
4.2.2.16 机器参数设置
单击“ ”按钮,弹出“机器参数”设置界面,可以设置相应的机器参数。如图
凯格精密机械有限公司
- 30 -
第四章 操作系统说明
4-31 所示:
图 4- 31〈机器参数 1〉对话框
a) “机器参数 1”中可以设定平台,运输系统,印刷系统的有关参数;
b) 正确设定后,单击“确定”,返回主生产界面;单击“下一步”,弹出“机器参数 2”
对话框,如图 4-32 所示:
图 4- 32〈机器参数 2〉对话框
c) “机器参数 2”中可以设定摄像系统,平台各轴,清洗系统,检查系统,产品参数,
印刷补偿的有关参数;
d) 正确设定后,单击“上一步”,返回“机器参数 1”界面;单击“下一步”,弹出“机
器参数 3”对话框,如图 4-33 所示;