Condenso_Series_EN.pdf - 第21页
Process documentation, traceability & co. The variety of MES systems on the market requir es indivi - dual adjustment of data transfer from the Rehm r eflow sol - dering system to the client’ s superordinate manufact…

20
Innovative software
Big data and process management
Integrating highly specialised software in modern manufacture will become more and
more common in future. Systems and processes are managed, monitored, analysed and
optimised. The order, product data, eciency and status data, specied settings, archived
proles and current values are incorporated into the machine control system product
documentation and analysis.
With ViCON Condenso, Rehm offers a clear software package for the Condenso series that
is intuitive to use with its touchscreen interface. All messages, commands and parameters
are visible at a glance on the main screen with its machine view. Simple proling with clearly
structured process stages is therefore possible – with or without the vacuum option.
With numerous other features, such as a favourites bar that can be set up as required, struc-
tured grouping of parameters and individual process monitoring and documentation, ViCON
offers you optimal support for your manufacturing processes.
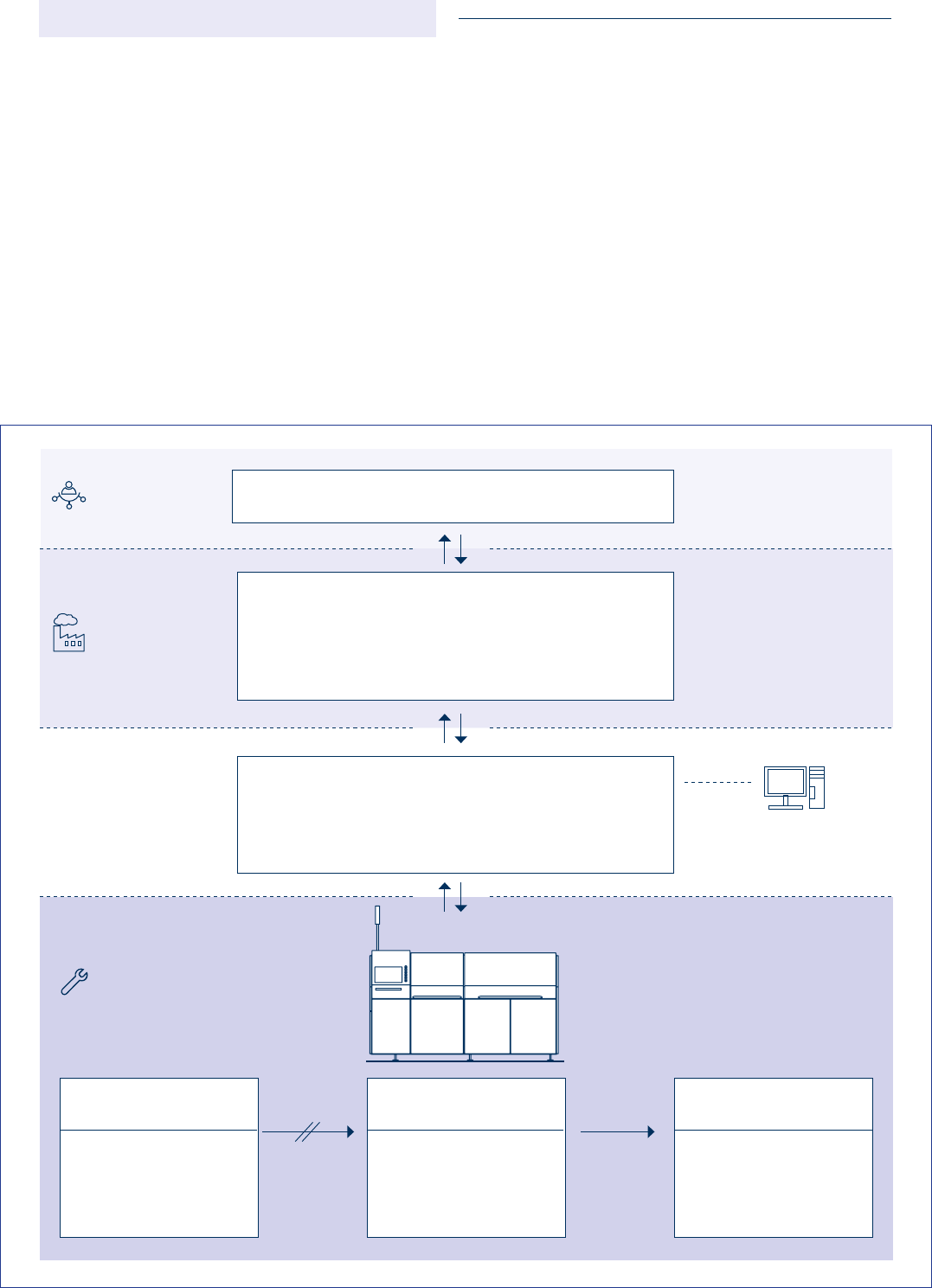
Process documentation, traceability & co.
The variety of MES systems on the market requires indivi-
dual adjustment of data transfer from the Rehm reflow sol-
dering system to the client’s superordinate manufacturing
management system (MES). Superordinate to this is the
ERP system, which the whole company looks at, and which
allows for logistic optimisations across all sites. However,
the MES system focuses on a company’s individual produc-
tion lines. Rehm uses an ROI interface (Rehm open inter-
face) to transfer individual data. Machine-specic operati-
onal data that is due for the respective system is collected
and passed onto the MES system as a bundle. It is possible
to ensure the seamless traceability of products, compo-
nents or batches in this way. A data set is created for every
assembly, which documents the relevant process parameter
during the run. The assembly can be clearly identied and
assigned via a barcode scan on the assembly itself, or by
scanning the batch card. Process locking is also available
as an option. Here, the scan is compared with the database
and the assembly is only transported to the system in the
event of approval. Defects can be detected and prevented in
this way and therefore lead to process improvements.
Manufacturing Execution System (MES)
Production control at operational level
Superordinate manufacturing management system for planning
and monitoring production processes
Enterprise Resource Planning System (ERP)
Rehm Open Interface (ROI)
Data transmission
Data is transmitted using an interface with the superordinate
manufacturing management system
Line monitoring
OIC (Overall Inline
Communication)
Process locking
Control
Comparison of the congured
program with the assembly to
be manufactured
Traceability
Traceability
of all process-relevant data
Company level
Data acquisition
Production monitoring
Process-relevant data is collec-
ted with the system software
Operational level
Stop
If there is no
match, an alarm
message is issued
Production level
Condenso series | Software
22
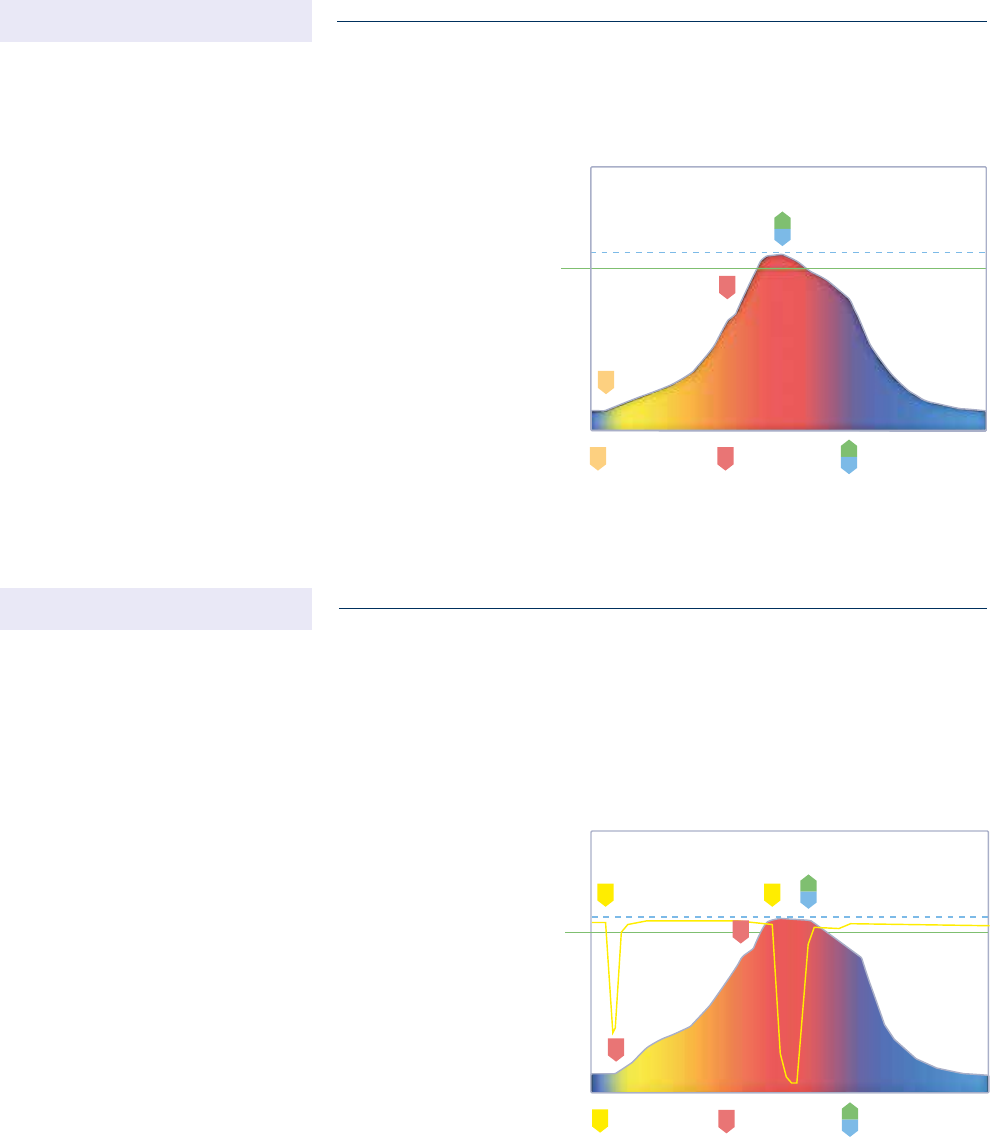
Accurate proling capability
3 steps to a prole – 5 steps with vacuum
5 steps with vacuum
A pre-vacuum doesn’t just allow the Galden
®
steam to be evenly
injected, it also enables solvents and moisture to be de-gassed
from the solder paste. After the max. soldering temperature has
been reached, the gases that are still present can escape from
the solder paste more easily using an end vacuum. Surface
binding of up to 99 % occurs as a result.
1. Pre-vacuum | Uniform distribution of the Galden
®
2. Injection of the Galden
®
| Pre-heating of the PCB
3. Injection of the Galden
®
| Ideal soldering temperature
4. Vacuum during the melting phase | Void-free solder joint
5. Exhaust of the Galden
®
| Cooling
This makes proling simple! With the Rehm Condenso series,
you only need three steps to create an optimum prole for your
assembly. What’s more, the possibilities are endless for further
rening and adjusting your prole, depending on your require-
ments. However, the following steps are usually enough to
reach the optimum temperature prole for your application:
1. Injection of the Galden
®
| Pre-heating of the PCB
2. Injection of the Galden
®
| Ideal soldering temperature
3. Exhaust of Galden
®
| Cooling
Only 3 steps to a prole
Injection 1 Injection 2 Exhaust/Cooling
3 steps to a prole
Tliq
(217°)
3
2
1
Injection 2 Exhaust/Cooling
5 steps to a prole
Vacuum
(Pre-/ End vacuum)
1
2
3
4
5
Tliq
(217°)
Condenso series | Software