00196466-04-BA-SX12-DX12_ET.pdf - 第146页
3 Tehnilised andmed ja sõlmed Kasutusjuhend SIPLACE SX1/SX2/DX1/DX2 3.7 Portaalisüsteem Alates tarkvaraversioonist SC.705.xx Välja antud 10/2011 ET 146 3.7.3 Y -telje ülesehitus 3 Joon. 3.7 - 5 Y -telje ülesehitus Y -tel…
Kasutusjuhend SIPLACE SX1/SX2/DX1/DX2 3 Tehnilised andmed ja sõlmed
Alates tarkvaraversioonist SC.705.xx Välja antud 10/2011 ET 3.7 Portaalisüsteem
145
3
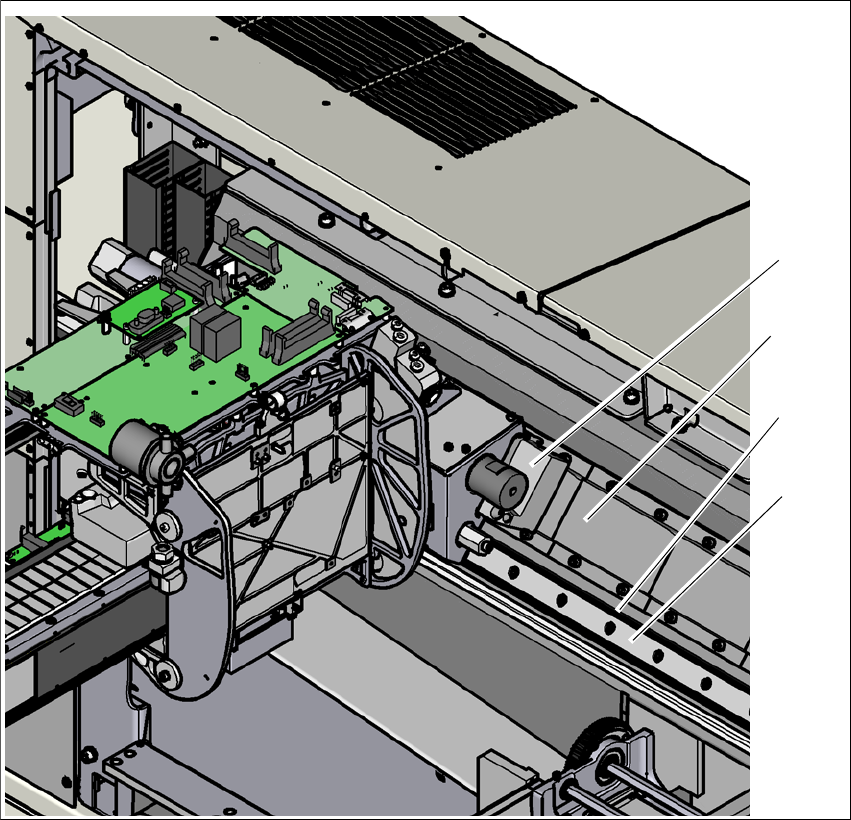
Joon. 3.7 - 4 X-telje ülesehitus - altvaade
(1) Trükkplaadikaamera
(2) Inkrementaalkooder
(3) Pikkuse mõõtesüsteem (portaali alaküljel)
X-telge käitatakse lineaarmootori abil. Ajami sekundaarosa koosneb püsimagnetitest ning see on
monteeritud portaalikonsooli külge. Primaarosa on tööpeahoidiku külge kruvitud. Tööpeahoidik on
konstrueeritud nii, et talle saab paigaldada kõiki ladumispeatüüpe - see on SIPLACE masinate
kõrge paindlikkuse tunnuseks.
(2)
(1)
(2)
(3)
3 Tehnilised andmed ja sõlmed Kasutusjuhend SIPLACE SX1/SX2/DX1/DX2
3.7 Portaalisüsteem Alates tarkvaraversioonist SC.705.xx Välja antud 10/2011 ET
146
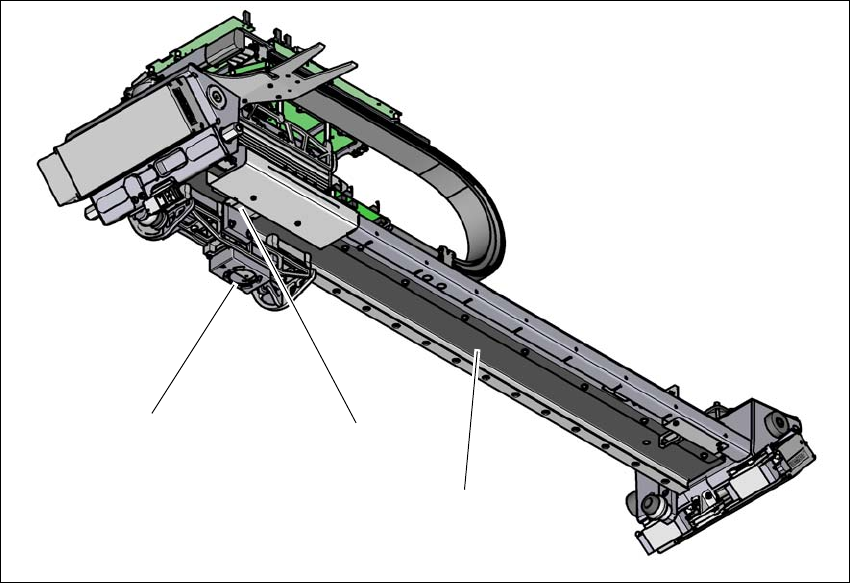
3.7.3 Y-telje ülesehitus
3
Joon. 3.7 - 5 Y-telje ülesehitus
Y-telg koosneb järgmistest primaarosadest:
(1) Y-lineaarmootorid (primaarosa) monteeritud X-teljele kinnise ja lahtise laagriga
(2) Püsimagnet (Y-telje lineaarmootori sekundaarosa)
(3) Lineaarne nihkemõõtesüsteem
(4) Juhikusüsteem
(1)
(2)
(4)
(3)
Kasutusjuhend SIPLACE SX1/SX2/DX1/DX2 3 Tehnilised andmed ja sõlmed
Alates tarkvaraversioonist SC.705.xx Välja antud 10/2011 ET 3.8 PCB konveiersüsteem
147
3.8 PCB konveiersüsteem
3.8.1 Kirjeldus
Trükkplaadikonveierid on konstrueeritud kolmeosaliste konveieritena, mis koosnevad sisend-,
töötlus- ja väljundkonveieritest. Sisend- ja väljundkonveierite piirkonnad toimivad trükkplaatide
puhvertsoonidena, kui peaks esinema lühemaid ooteaegu.
Konveierilinte käitatakse alalisvoolumootoritega. Ultrahelisensorid teostavad järelevalvet ja juhi-
vad trükkplaatide transportimist. Kui trükkplaat on jõudnud ladumispiirkonda ning möödunud ult-
rahelisensoritest, plaat peatatakse. Nüüd positsioneeritakse trükkplaat seiskajaga. Niipea, kui
trükkplaat jõuab sihtkohta, seiskub konveierilint ja plaat fikseeritakse altpoolt.
Seetõttu jääb trükkplaadi pealmise poole ja ladumispea vaheline kaugus kõikide trükkplaatide kor-
ral sõltumata trükkplaadi paksusest muutumatuks. Samamoodi ei sõltu ka ladumiskiirus trükk-
plaadi paksusest. Optimeerida on võimalik ka trükkplaatide tsentreerimist koordinaatmärkide
alusel. Kuna kaugus trükkplaadi pinna ja trükkplaadikaamera vahel ei muutu, siis jääb trükkplaa-
dikaamera alati sama teravusega trükkplaadi pinnale teravdatuks. Trükkplaadi koordinaatmärgid
kantakse trükkplaadikaamera CCD-kiipi optimaalselt üle.
Trükkplaadikonveieri laiust seatakse ja jälgitakse integraalse juhtahela abil. Seda saab aktivee-
rida vastava programmi käivitamisega. Selleks aktiveerib juhtelektroonika senikaua ajamimooto-
rit, kuni saavutatakse soovitud laius. Seetõttu ei sõltu laiuseseadistus masina teistest
komponentidest.
Masinal on võimalik konveieri kõrgust valida nii, et neid jooni saab konveierikõrguste joontesse
900, 930 või 950 mm integreerida. Standardseks kõrguseks on 930 mm.
Trükkplaadikonveierid suhtlevad üksikute masinatega SMEMA või lisavarustusse kuuluva
Siemensi liidese kaudu.
Kaksikkonveierite puhul võib asuda konveieri liikumatu külg nii paremal kui ka vasakul. Liikumatu
konveierikülje muutmine paremalt vasakule või vastupidi on jaamatarkvara kaudu lihtsalt võimalik.
Üksikkonveierite puhul saab liikumatu konveierikülje paigutada ainult paremale küljele. Siiski on
võimalik liikumatut konveierikülge paigutada vasakule mehaanilise ümberseadistamisega.