00196466-04-BA-SX12-DX12_ET.pdf - 第348页
6 Jaama laiendamine Kasutusjuhend SIPLACE SX1/SX2/DX1/DX2 6.9 Trükkplaadi joondamine Alates ta rkva raversioonist SC.705.xx Välja antud 10/2011 ET 348 6.9 T rükkplaadi joondamine T oote nr 001 19677-xx T rükkplaadijoondu…
Kasutusjuhend SIPLACE SX1/SX2/DX1/DX2 6 Jaama laiendamine
Alates tarkvaraversioonist SC.705.xx Välja antud 10/2011 ET 6.8 MultiStari komponendikaamera
347
6.8.1.1 Tehnilised andmed
6
6
6.8.1.2 Asukoht
Statsionaarsete komponendikaamerate asukohti ja vastavaid konfiguratsioone kirjeldatakse jaoti-
ses 3.9.2
, alates lk 156.
Komponentide mõõtmed 0,5 x 0,5 mm kuni 55 x 45 mm
Komponendisortiment 0402, MELF, SO, PLCC, QFP, elektrolüütkondensaatorid, BGA
min viigusamm 0,3 mm
min viigulaius 0,15 mm
min viigulaba samm 0,35 mm
min viigulaba läbimõõt 0,2 mm
Vaateväli 65 x 50 mm
Valgustuse liik Eestvalgustus (6 programmeeritavat nivood)
6 Jaama laiendamine Kasutusjuhend SIPLACE SX1/SX2/DX1/DX2
6.9 Trükkplaadi joondamine Alates tarkvaraversioonist SC.705.xx Välja antud 10/2011 ET
348
6.9 Trükkplaadi joondamine
Toote nr 00119677-xx Trükkplaadijoondur, üksikkonveier
Toote nr 00119678-xx Trükkplaadi joondamine, kaksikkonveier (ainult SX1/SX2)
6.9.1 Kirjeldus
Mõnikord on laotava trükkplaadi laiuse ja pikkuse suhe 1:2 või halvem. See tähendab, et trükk-
plaadi lühem külg on liikumissuunas. Liikumise käigus võivad sellised trükkplaadid pisut pöörduda
ning tulemusena ei pruugi koordinaatmärgid jääda enam trükkplaatide tehisnägemiskaamera ot-
singuaknasse. Sellisel juhul teeb trükkplaadijoondur trükkplaatide taasjoondamise ning tagab
trükkplaadi täpse asendi selle seismajäämisel.
Kui väljalõigetega trükkplaate töödeldakse liikumissuunas, siis võib see põhjustada mehaanilise
seiskajaga masinal ja fotosilmaga positsioonijärelevalvet teostaval masinal erinevate töötlemispo-
sitsioonide esinemist. Trükkplaadijoondur tagab, et trükkplaadid seiskuksid kõigil trükkplaadikon-
veieritel samades kohtades. Trükkplaadijoondur on saadaval nii üksikkonveieri kui ka
kaksikkonveieri jaoks.
Trükkplaadid transporditakse ladumistsooni kuni laservalgustõke annab trükkplaadikonveierile
seiskamissignaali. Tõstelaud koos trükkplaadiga peatub ning tõuseb üles, kus trükkplaat pole
enam kinnitatud ning seda saab konveieri lindi abil liigutada. Kaks trükkplaadipiirikut on trükkplaa-
diga samas tasandis ja trükkplaaditoed (magnettoed) on juba kokkupuutes trükkplaadiga. Kaks
konveierilinti nihutavad trükkplaadi vastu trükkplaadipiirikuid ning joondavad seda samal ajal.
Seejärel tõstab tõstelaud trükkplaadi kõige ülemisse asendisse, fikseerib trükkplaadi ja vabastab
piirikutest, et vältida ladumisprotsessi häirimist. Pärast ladumisprotsessi lõppemist lastakse tõste-
laud ja trükkplaadijoonur alla ning trükkplaat liigub edasi.
6.10 Siemensi liides
Toote nr 00116808-xx SIPLACE'i liides
Konveieriliides SX- ja X-seeria masinatel on häälestatud SMEMA
standardi järgi. Võimalik on kasutada ka liidest, mis töötab vastavalt Siemensi standardile. See on
tähtis eelis, kui on vajadus X-seeria masina integreerimiseks vahemate SIPLACE-i liinidega, sest
vanemaid masinaid ei ole tarvis SMEMA standardile vastavaks moderniseerida.
Häälestage lihtsatl SX-seeria ja X-seeria masinate konveieriliides vastavalt Siemensi standardile
ja ühendage masinad vastava liideskaabli abil.
Kasutusjuhend SIPLACE SX1/SX2/DX1/DX2 6 Jaama laiendamine
Alates tarkvaraversioonist SC.705.xx Välja antud 10/2011 ET 6.11 Magnettihvttugi
349
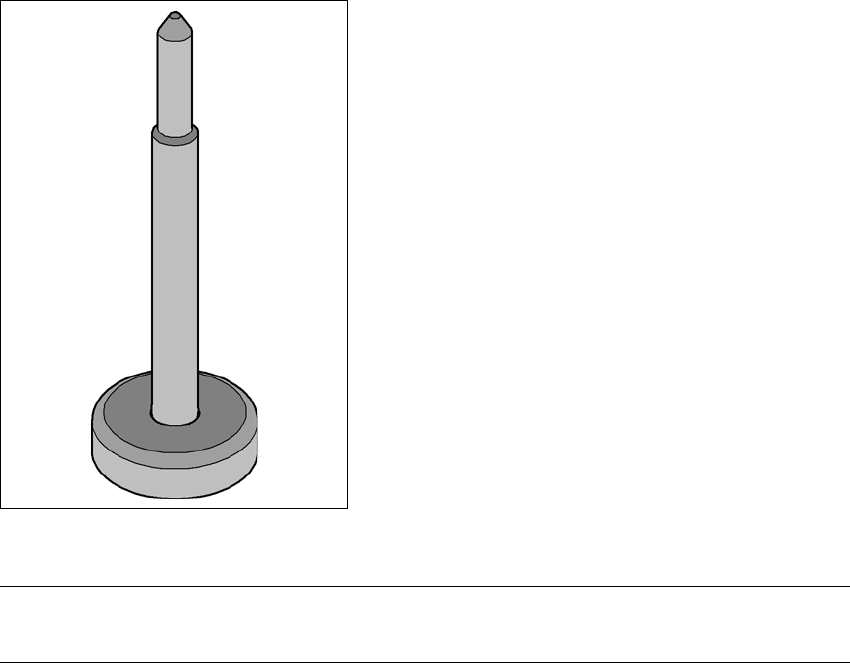
6.11 Magnettihvttugi
Toote nr 00119680-xx Magnettihvttugi
Ladumise käigus on laiadel plaatidel tendents painduda ning teatavates olukordades pole võima-
lik enam komponente ettenähtud täpsusega laduda. Ladumistäpsust mõjutab ka trükkplaatide
suur kumerus. Probleemi saab kergesti lahendada magnettugede paigaldamisega tõstelauale.
6
Joon. 6.11 - 1 Magnettihvttugi
MÄRKUS
Magnetilise tihvtitoe vaba paigutist piirab plaadikonveieri vastav latt. 6