00196678-0102_RI_CAN-Knoten_X-Serie70x_De+EN.pdf - 第14页
Überblick Steuereinheit am Gurtschneidger ät (CAN-K noten) Beschreibung CAN-Knoten LED's 14 Nachrüstanleitung CAN-Knoten X-Serie SW 70x Beschreibung Modul CAN-Knoten PPW Gurtschneider Diese Platine ist zur alten Gur…
Überblick
Stückliste Nachrüstsatz CAN-Knoten
Nachrüstanleitung CAN-Knoten X-Serie SW 70x
13
2.3 Stückliste Nachrüstsatz CAN-Knoten
2.4 Steuereinheit am Gurtschneidgerät (CAN-Knoten)
Mit dem CAN-Knoten wurde für die SIPLACE X4I, HF, D3 und X-Serien-Maschinen eine neue
Steuerplatine [03052927-xx] entwickelt. Diese steuert sowohl das Schneidgerät als auch den
Pipettenwechsler des jeweiligen Stellplatzes an. Wird bei älteren Maschinen diese Steuerung eingebaut,
müssen in Abhängigkeit zum Einbauort an der Maschine die entsprechenden Jumper für die CAN-Bus-
Adressierung gesetzt werden.
03079950-xx Nachrüstsatz CAN-Knoten für CPP-Kopf
4 ST 03052927-xx CAN-Knoten PPW Gurtschneider X/HF
4 ST 03053225-xx Kabel Einzug X-Serie: PPW-CAN-Knoten (2x Flachbandkabel)
4 ST 03053223-xx Kabel Einzug X-Serie: Pipettenstation
4 ST 03053229-xx Kabel Einzug X-Serie: Abwurfbehälter
4 ST 03047464-xx Kabel: Power CAN-Knoten PPW/GS
40 ST 00805140-xx Kabelbinder B = 2,4 mm L = 92 mm TYB-23M
80 ST 00805142-xx Kabelbinder B = 4,8 mm L = 186 mm TYB-25M
40 ST 00805143-xx Kabelbinder B = 4,8 mm L = 360 mm TYB-28M
1 ST 00196678-xx Montageanleitung CAN-Knoten X-Serie SW70x
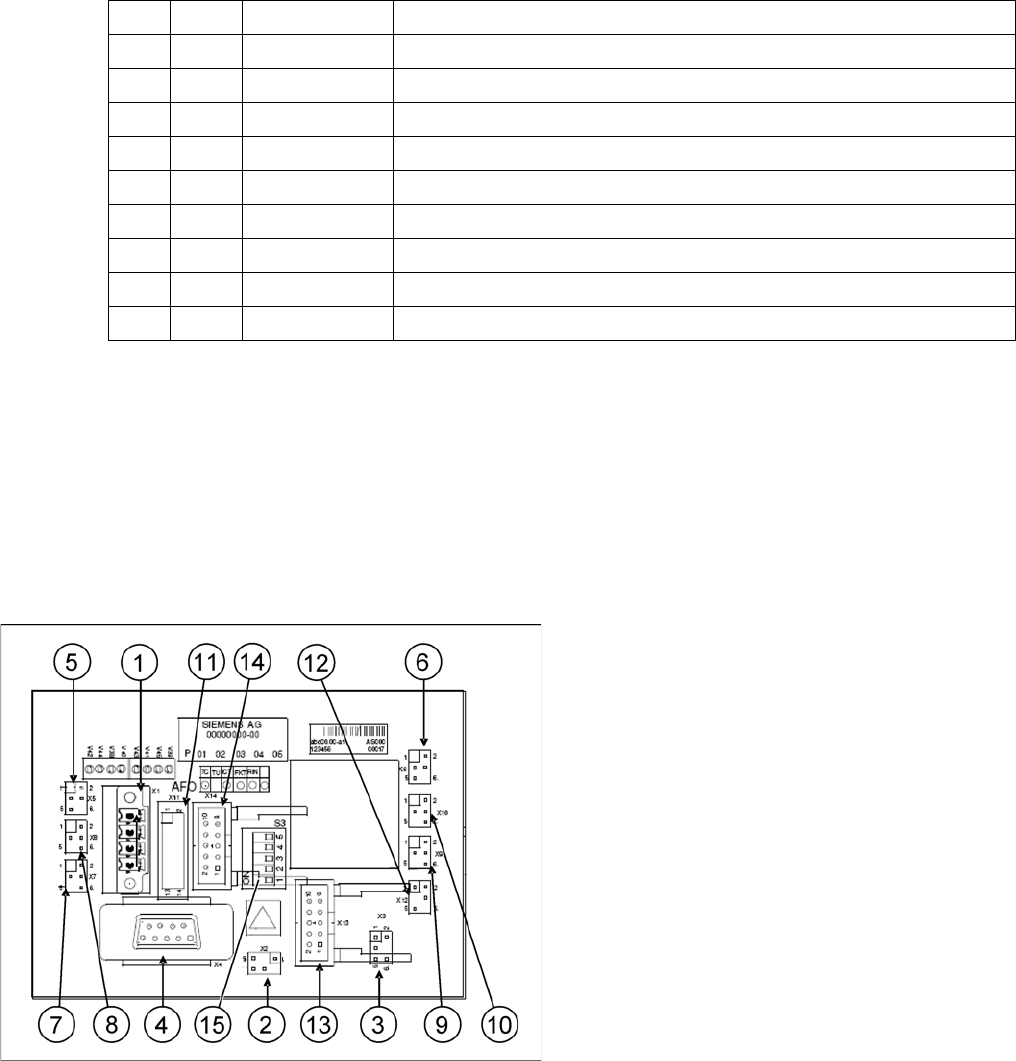
Modul CAN-Knoten PPW Gurtschneider
1. X1 – Energieversorgung mit automatischer
CAN-ID
2. X2 – Energieversorgung Gurtschneider +24 V/
+5 V
3. X3 – Abwurfbehälter (Pipetten, Bauteile)
4. X4 – CAN-Bus-Anschluss
5. X5 – Energieversorgung Ventil (links)
6. X6 – Energieversorgung Ventil (rechts)
7. X7 – Bero Hub-Zylinder ausgefahren (links)
8. X8 – Bero Hub-Zylinder eingefahren (links)
9. X9 – Bero Hub-Zylinder ausgefahren (rechts)
10. X10 – Bero Hub-Zylinder eingefahren (rechts)
11. X11 – Test-Stecker Gurtschneider
12. X12 – Druckluftventil (zusätzliche
Drucklufteinheit zum Bauteile abzuwerfen)
13. X13 – Pipettenwechsler Reihe 1
14. X14 – Pipettenwechsler Reihe 2
15. DIP-Schalter-Gruppe S3 (s. u.)
Überblick
Steuereinheit am Gurtschneidgerät (CAN-Knoten) Beschreibung CAN-Knoten LED's
14 Nachrüstanleitung CAN-Knoten X-Serie SW 70x
Beschreibung Modul CAN-Knoten PPW Gurtschneider
Diese Platine ist zur alten Gurtschneiderplatine rückwärtskompatibel. Sie kann an X-, HF- und D-Serien-
Maschinen eingesetzt werden.
Abhängig davon, welche Kabel verbunden und welche DIP-Schalter gesetzt sind, entscheidet der CAN-
Prozessor welche Funktionen er an welchem Stellplatz zu kontrollieren hat.
1)
Je nach Maschinentyp sind nicht alle Portale verfügbar.
2)
Auch wenn kein Pipettenwechsler verbaut ist und nur der Gurtscheider angesteuert wird muss dieser
Schalter wegen der Abwurfbehälterabfrage und der Abblasstation auf OFF stehen.
X-Serien-Maschine mit CAN-Knoten
Das Kabel von der Maschine (Kabelbaum Maschine) muss wie in der Auflistung gebrückt sein:
*112: Portal 1: 10/11/12 gebrückt
*122: Portal 2: 11/12 gebrückt
*132: Portal 3: 10/12 gebrückt
*142: Portal 4: nicht gebrückt
2.4.1 Beschreibung CAN-Knoten LED's
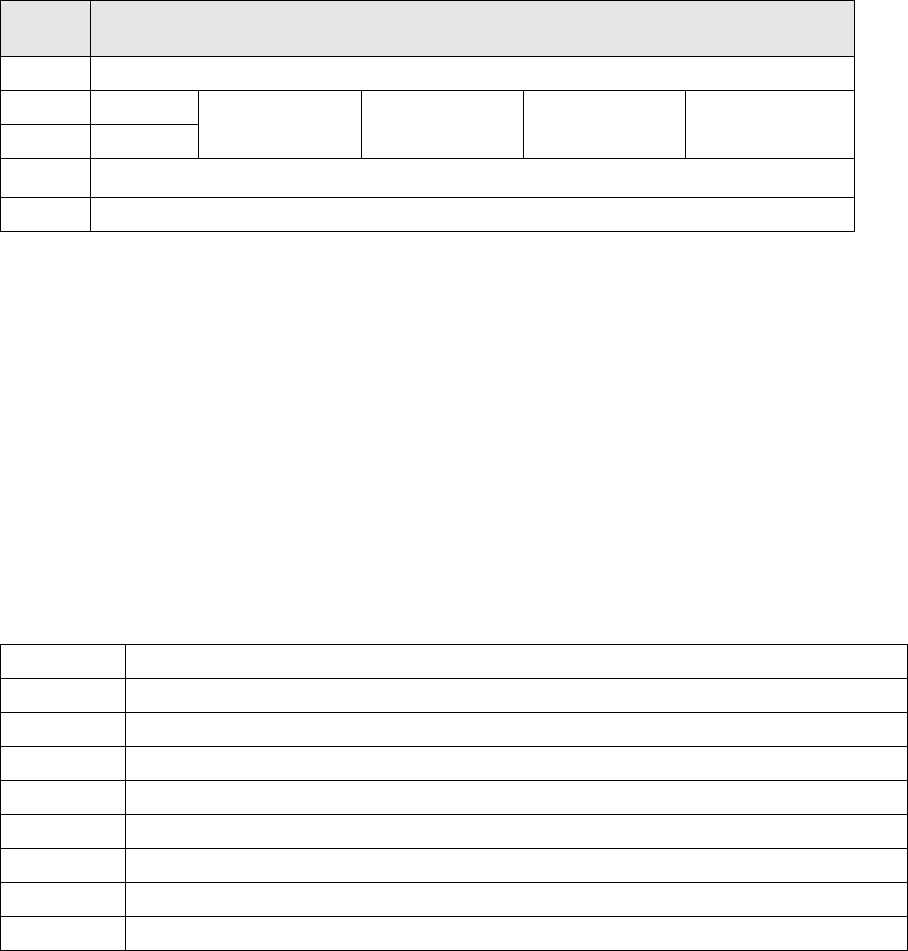
DIP-
Schalter
Bedeutung des DIP-Schalters
1ON: Einstellung der CAN-ID über die DIP-Schalter 2 und 3 – OFF: Cable Select
2 CAN-ID 0
ON: Portal 1
1)
ON
OFF: Portal 2
1)
ON
ON: Portal 3
1)
OFF
OFF: Portal 4
1)
OFF: Cable Select
3 CAN-ID 1
4
ON: Nur Gurtschneider – OFF: Pipettenwechsler und Gurtschneider
2)
5ON: Modul im Reset-Modus – OFF: Modul im Standard-Modus
DIP-Schalter-Gruppe S3 - Übersicht
LED Funktion
V39 Component reject bin
V45 Nozzle reject bin
V41 CPU green status LED
V43 CPU red status LED
V44 NC1 light barrier 24V
V42 NC1 valve active
V40 NC2 light barrier 24V
V38 NC2 valve active
Einbau
Vorbereitende Arbeiten
Nachrüstanleitung CAN-Knoten X-Serie SW 70x
15
3Einbau
3.1 Vorbereitende Arbeiten
X Siehe auch Abschnitt (1.2 Was vor Beginn der Arbeiten zu tun ist...
J
8) .
X Entnehmen Sie per Software alle BE-Wagen aus der Maschine.
X Führen Sie einen Shutdown durch und schalten Sie die Maschine aus.
X Sichern Sie die Maschine gegen Wiedereinschalten.
X Trennen Sie die Maschine von der Spannungs- und Pneumatikversorgung.
HINWEIS:
Die SW70x unterstützt keine S-Förderer. Entsprechende BE-Wagen-Einzüge müssen gegen X-
Einzüge ausgetauscht werden.
Lesen Sie hierzu auch die entsprechende Anleitung:
MTC 2 und BE-Wagen-Einzug SIPLACE HF-Serie/X-Serie, Ausgabe 07/2009, d + e [00193892-
04]
Kapitel 4.9.4 BE-Wagen-Einzug X-Serie komplett tauschen [03015680-xx]
HINWEIS:
In einem 1-Portal-Bestückbereich muss an Stellplatz 2 bzw. 4 der BE-Einzug gelöst und leicht
nach außen gezogen werden um die Kabel anschließend verlegen zu können. Lesen Sie hierzu
die entsprechende Anleitung:
Serviceanleitung und Einstellanleitung X-Serie - 04/2009 - DE [00194439-08]
Kapitel 4.9.4 BE-Wagen-Einzug X-Serie komplett tauschen [03015680-xx] bzw. die Anleitung:
MTC 2 und BE-Wagen-Einzug SIPLACE HF-Serie/X-Serie, Ausgabe 07/2009, d + e [00193892-
04]