TM2939.偼傫偩巆検専抦婡擻.pdf - 第15页
ヤマハ発動機株式会社 IM 事業部 マウンター技術部 ソフト開発グループ MDOC-SOFT50128 15/15 8. はんだ量が 過大(ローリング幅 が一定幅以上)か どうかはチェックできませ ん 。 9. ローリング 幅 を測定する際の走査 距離は、基板データの 「スキージ助走距離」 と「スキージ終 走距離」を元 に決まります。走査距 離が短い ためにローリング幅 の測定に失敗する 場合は、 「Ea8397:は んだ幅…
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50128
13/15
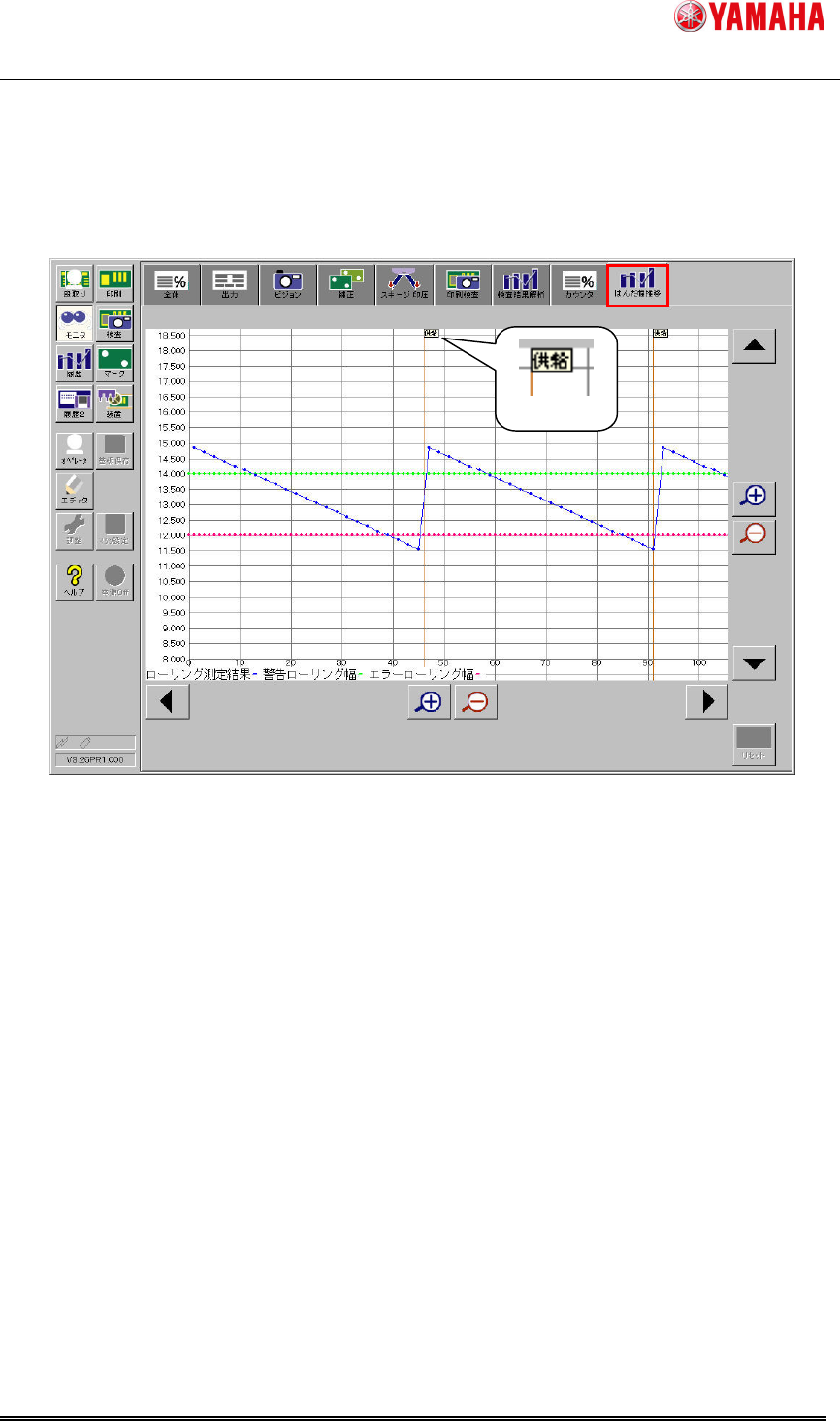
(mm)」を表しています。
また、はんだ補充を行った場合(「Ea8988:はんだ補充してください」メッセージで「はい」ボタンを
押した場合)、「供給」フラグを立て、はんだ補充が行われたことを一目で確認することができま
す。
図 4.11[モニタ]-[はんだ幅推移]画面
4.3.3.
4.3.3.4.3.3.
4.3.3. 印刷検査結果解析
印刷検査結果解析印刷検査結果解析
印刷検査結果解析グラフ
グラフグラフ
グラフ
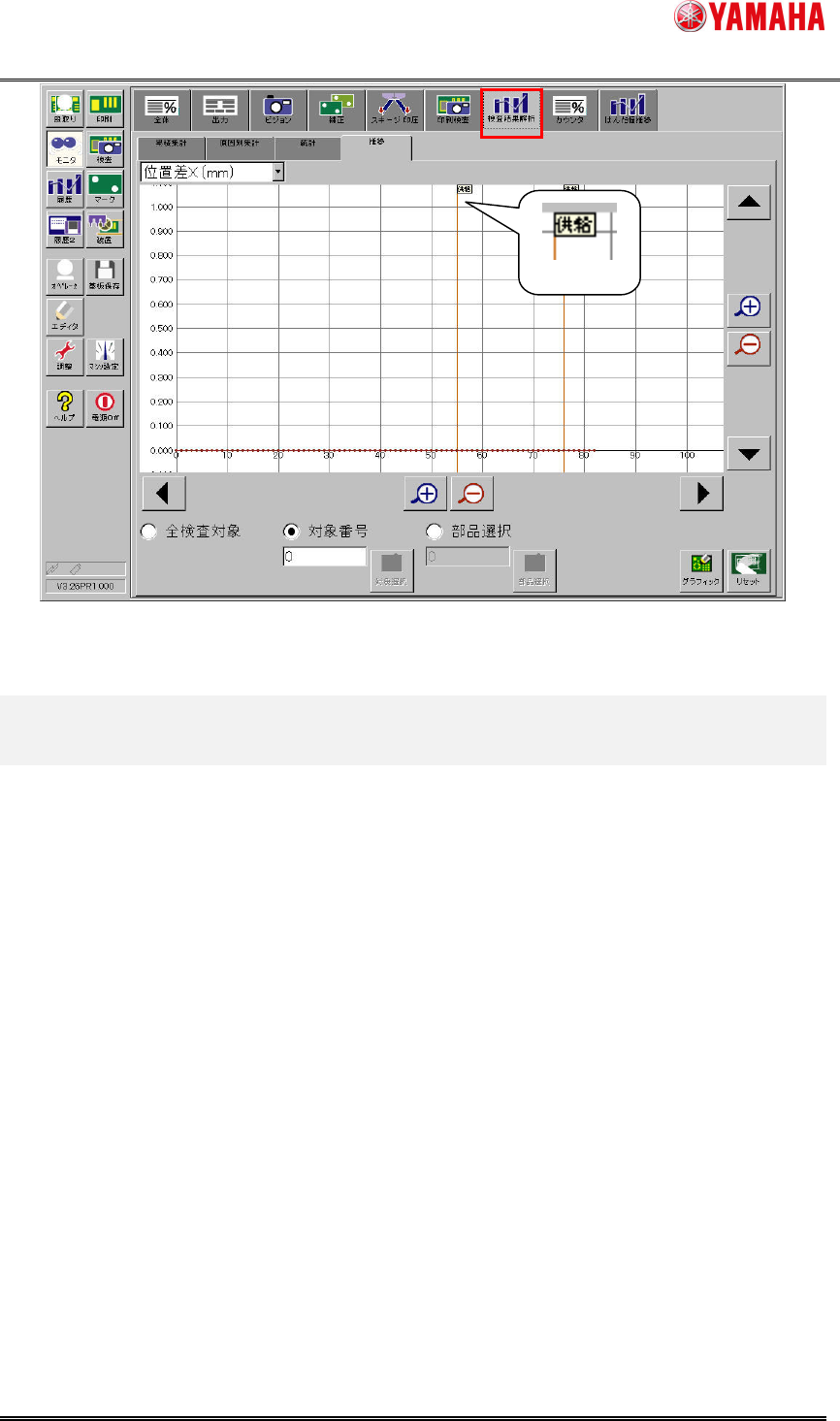
はんだが補充されることで充填量が変化するため、検査結果へ影響を与える可能性がありま
す。その影響が、はんだ補充によるものかどうかを判断しやすくするため、検査結果解析の推移
グラフ上にも「供給」フラグを立て、はんだ補充のタイミングが一目で分かるようになっています。
「供給」フラグ
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50128
14/15
図 4.12[モニタ]-[検査結果解析]–[推移]画面
5.
5.5.
5. 制限事項
制限事項制限事項
制限事項
1. 印刷機 YSP の 3S ヘッド限定の装置・機能です。
2. Printer のテキスト形式の基板データには対応していません。必ず YGZ 形式で保存してくだ
さい。
3. 従来の印刷機 YGP で基板データを保存すると、「はんだ残量検知」のパラメータが初期化さ
れることがあります。はんだ残量検知機能に対応したバージョンにバージョンアップを行ってく
ださい。
4. Y.FacT の基板エディタで「はんだ残量検知」のパラメータを編集する場合は、はんだ残量検
知機能に対応したバージョンにバージョンアップを行ってください。
5. 本機能はメタルマスクでのみ使用可能です。樹脂マスク・メッシュマスクでは使用できませ
ん。
6. 自動運転中のはんだ幅測定動作は、手前側(復路印刷後・往路印刷前)でのみ行い、奥側
(往路印刷後・復路印刷前)では行いません。はんだ幅測定センサは 3S スキージの奥側に
取り付けられるため、奥側(往路印刷後、復路印刷前)で測定する場合、スキージがマスク開
口上に位置することになり、スキージに付着したはんだがマスク開口上に落下する可能性が
あるためです。
7. 往復印刷を行う基板データの場合、往復印刷途中にはんだ幅測定が行われ、印刷時間が増
加する場合があります。この場合、運転開始時に「Ea8984:印刷時間が増加する可能性があ
ります」メッセージが表示されます。
「供給」フラグ

ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50128
15/15
8. はんだ量が過大(ローリング幅が一定幅以上)かどうかはチェックできません。
9. ローリング幅を測定する際の走査距離は、基板データの「スキージ助走距離」と「スキージ終
走距離」を元に決まります。走査距離が短いためにローリング幅の測定に失敗する場合は、
「Ea8397:はんだ幅測定エラー」 を表示します。 はんだを少なくする、「スキージ助走距離」
を大きくする、「スキージ終走距離」 を小さくする等の対応をして下さい。
10. 本機能を使用する場合、従来の「はんだ供給間隔停止」機能は使用できません。
11. 本機能を使用する場合、PSC のはんだ自動供給機能は無効になります。ただし、PSC(Print
StabilityControl)を装備したマシンの場合は、「PSC(PrintStabilityControl)」を無効にせず、
「シリンジタイプ」または「ポットタイプ」に設定してください(これにより、FX 軸安全チェックが働
きます)。