TM2939.偼傫偩巆検専抦婡擻.pdf - 第3页
ヤマハ発動機株式会社 IM 事業部 マウンター技術部 ソフト開発グループ MDOC-SOFT50128 3/15 図 2.2 はんだ 残量検知機 能の動作概要 3 3 3 3 . . . . 設定方法 設定方法 設定方法 設定方法 本機能を使 用するための設定は以 下の通 りです。 3.1. 3.1. 3.1. 3.1. マシン マシン マシ…
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50128
2/15
1
11
1.
..
. 対象機種
対象機種対象機種
対象機種
本機能の対象機種、対応バージョンは以下の通りです。
表 1.1 対象機種と対応バージョン
対象機種・ソフトウェア名 対応バージョン 備考
YSP VGOSV3.27STDR1.000 以降
Y.FacTV1.27STDR1.000 以降
はんだ幅測定センサ
(KHT-M7240-A00)又は PSC が
必要
2
22
2.
..
. 動作概要
動作概要動作概要
動作概要
はんだ残量検知機能とは、メタルマスク上にあるはんだのローリング幅を測定し、設定された幅
を下回った場合に警告メッセージやエラーメッセージを表示することで、オペレータにはんだ補充
を促す機能です。
実際のローリング幅を測定してはんだ量を直接的に検出できるため、無駄なはんだ確認作業、
はんだ補充作業等が不要となり、マシン稼働時間を向上させることができます。また、はんだ不足
による印刷品質の低下も防止することができます。
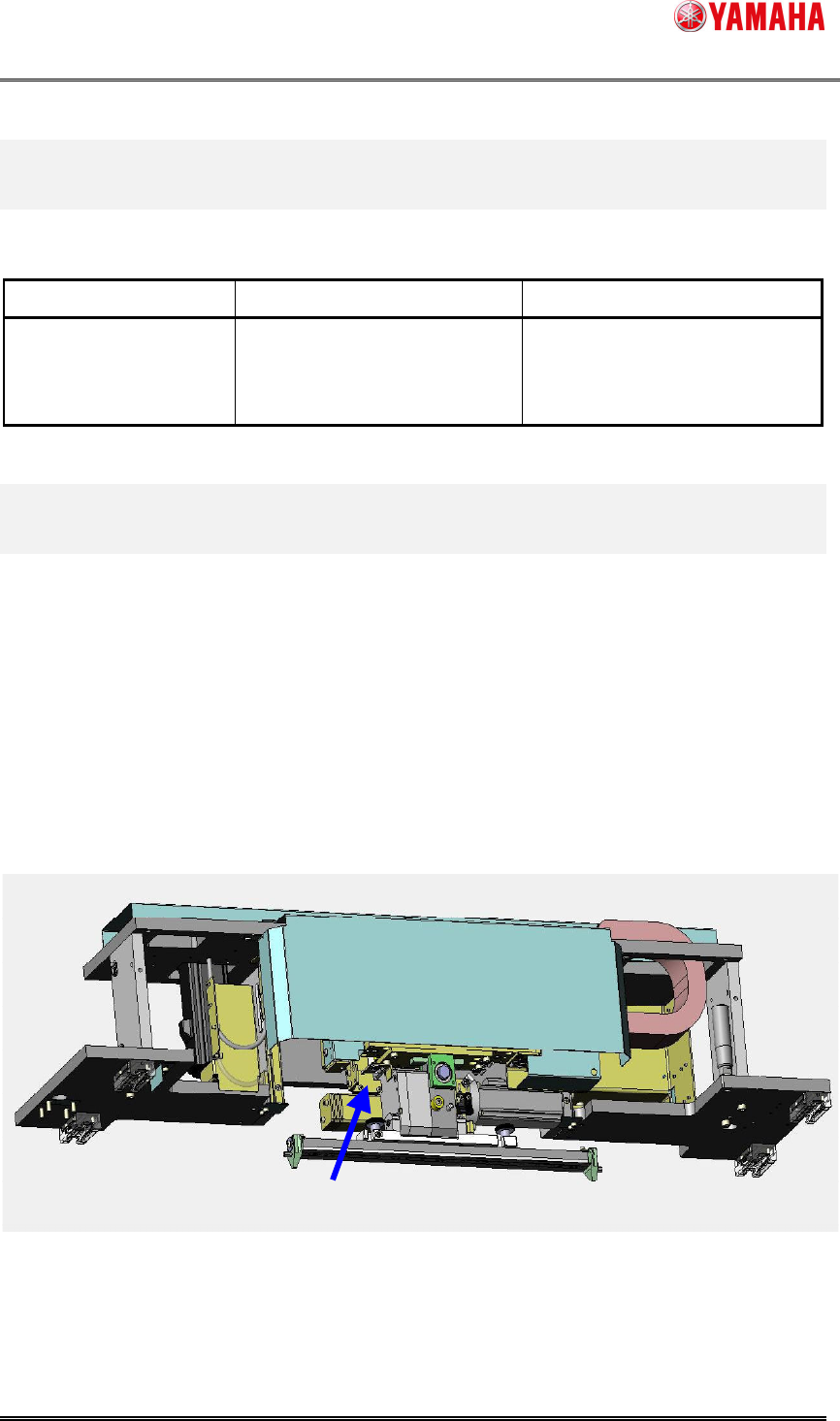
はんだ幅測定センサは、3S ヘッドの奥側に取り付けられています(図 2.1)。自動運転中、復路
印刷終了後のスキージ反転動作途中に、はんだ幅測定センサがY方向に移動することにより、ロ
ーリング幅を測定します(図 2.2)。
図 2.1 はんだ残量検知装置の構成
はんだ幅測定センサ
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50128
3/15
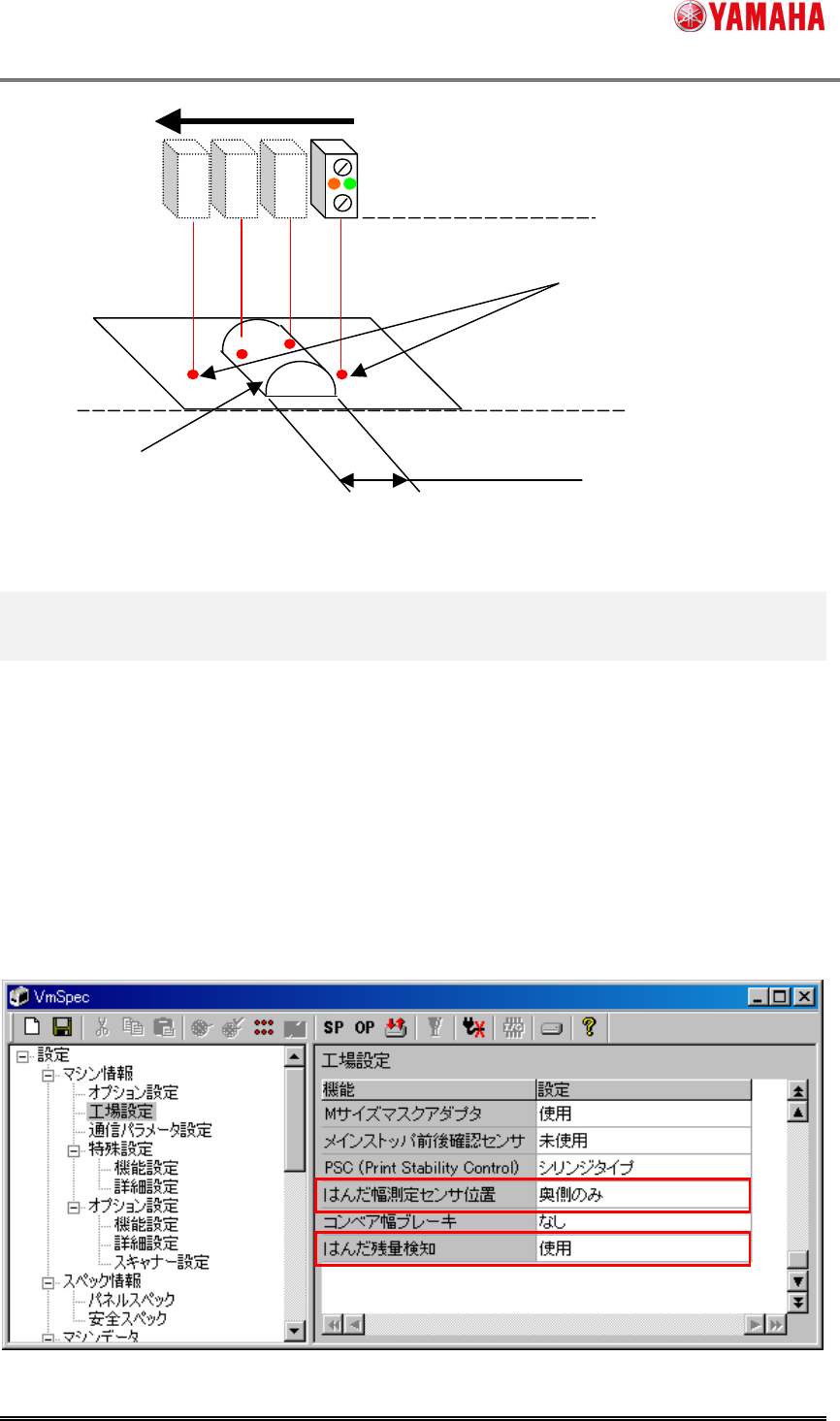
図 2.2 はんだ残量検知機能の動作概要
3
33
3.
..
. 設定方法
設定方法設定方法
設定方法
本機能を使用するための設定は以下の通りです。
3.1.
3.1.3.1.
3.1. マシン
マシンマシン
マシン設定
設定設定
設定
[マシン設定]- [設定]– [マシン情報] – [工場設定] において、「はんだ幅測定センサ位置」を
「奥側のみ」に、「はんだ残量検知」を「使用」に設定します。
なお、PSC(PrintStabilityControl)を装備したマシンの場合は、「PSC(PrintStabilityControl)」を
無効にせず、「シリンジタイプ」または「ポットタイプ」に設定してください。(これにより、FX 軸安全チ
ェックが機能します)
設定変更時は、保存後、マシンを再起動してください。
図 3.1 工場設定
マスク上のはんだ
ローリング幅
はんだ幅検出
(メタルマスクのみ。
樹脂マスク・メッシュマスク不可)
はんだ幅測定センサ
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50128
4/15
3.2.
3.2.3.2.
3.2. 基板
基板基板
基板データ
データデータ
データ
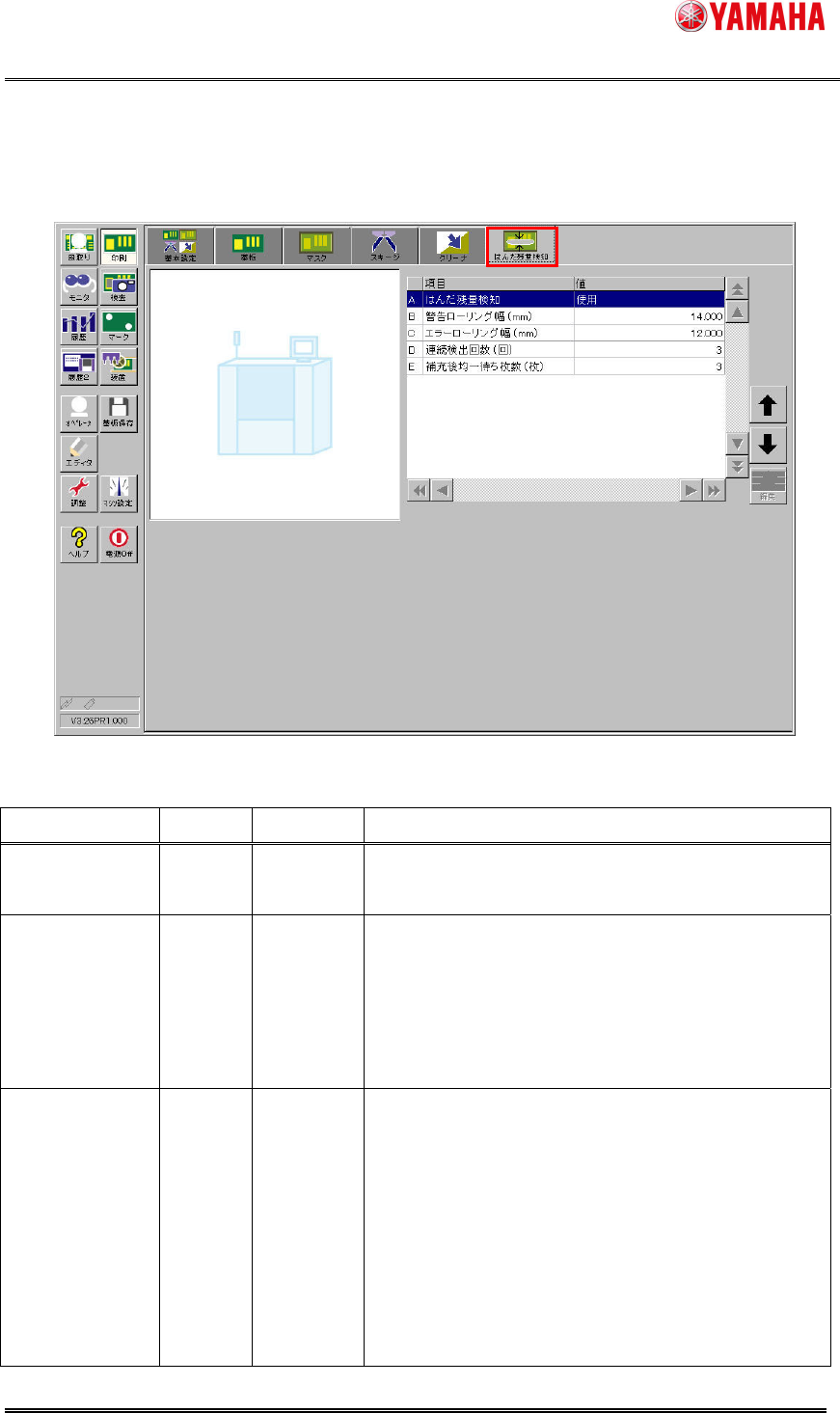
本機能を有効にすると、[印刷]-[はんだ残量検知]タブが表示されます。
図 3.3[印刷]-[はんだ残量検知]画面
表 3.1 基板データ設定項目
項目 初期値 入力範囲 説明
はんだ残量検知 未使用 未使用/使
用
はんだ残量検知機能を使用するか否かを設定します。
警告ローリング
幅 (mm)
14.000 0.000
~99.999
「Ea8986:はんだ切れ警告」メッセージが表示されるローリング
幅を設定します。
ただし、実際にメッセージが表示されるのは「連続検出回数」
(後述)分連続して下回った後です。
警告表示中も自動運転は継続し続けます。
エ ラ ー ロ ー リ ン
グ幅 (mm)
12.000 0.000
~99.999
「Ea8987:はんだ切れエラー」メッセージが表示されるローリン
グ幅を設定します。
ただし、実際にメッセージが表示されるのは「連続検出回数」
(後述)分連続して下回った後です。
エラー表示すると自動運転が停止します。
尚、「警告ローリング幅」より「エラーローリング幅」の方が大き
い場合、データチェック実行時に 「Ea8980:データチェックエラ
ー」 が発生します。