JTR系列维护保养手册.doc.pdf - 第11页
11 (2). 网带张紧: 当传输网带 长时间在 高温下运转后 ,受到材料 热胀冷缩的 影响,网带 材质会发生相应 的变化,出 现变长 现象,导致网带张紧力 不够,因此需对网带的张紧力进行调整, 调整方法及步骤如下: 将出入口网带张 紧滚筒向下压来调整网带张紧力 , 当网带张紧 力调整到合适时 (网 带不出现抖动现象为 合适) ,并锁紧固定螺钉。如下图 操作方 法:将 入口、 出口网带 调整支 架上的 滚筒支 杆向下调 整,使其 网带张…
10
1.2. 标示区域距离〈5mm 时,链条张紧属于失效状态,
建议把运输链条截掉 1 扣。
当 PCB 运输链条长时间在高温下运转后,受到材料热胀冷缩的影响,PCB 运输链条材质会发生相应的
变化,出现变长现象,导致设备上的张紧机构失效,因此需对 PCB 运输链条的张紧力进行调整,调整方法
为:裁剪 PCB 运输链条长度。操作方法如下:
1.3 使用专用链条裁剪治具
操作方法:1.将 PCB 运输链条放入专用治具内。
2.用活动扳手固定专用治具。
3.旋转顶针,使 PCB 运输链条销轴脱离链条。
4.分开链条,即完成链条的裁剪。
1.4 磨机裁剪
操作方法:用磨机将上图中两销轴磨平,取下挡片,从另一侧取下两销轴连接的链珠即可。
专用轴
专用治具
顶针
顶针
挡片
11
(2). 网带张紧:
当传输网带长时间在高温下运转后,受到材料热胀冷缩的影响,网带材质会发生相应的变化,出现变长
现象,导致网带张紧力不够,因此需对网带的张紧力进行调整,调整方法及步骤如下:
将出入口网带张紧滚筒向下压来调整网带张紧力,当网带张紧力调整到合适时(网带不出现抖动现象为
合适),并锁紧固定螺钉。如下图
操作方法:将入口、出口网带调整支架上的滚筒支杆向下调整,使其网带张力合适(网带不出现抖动
现象为合适)。
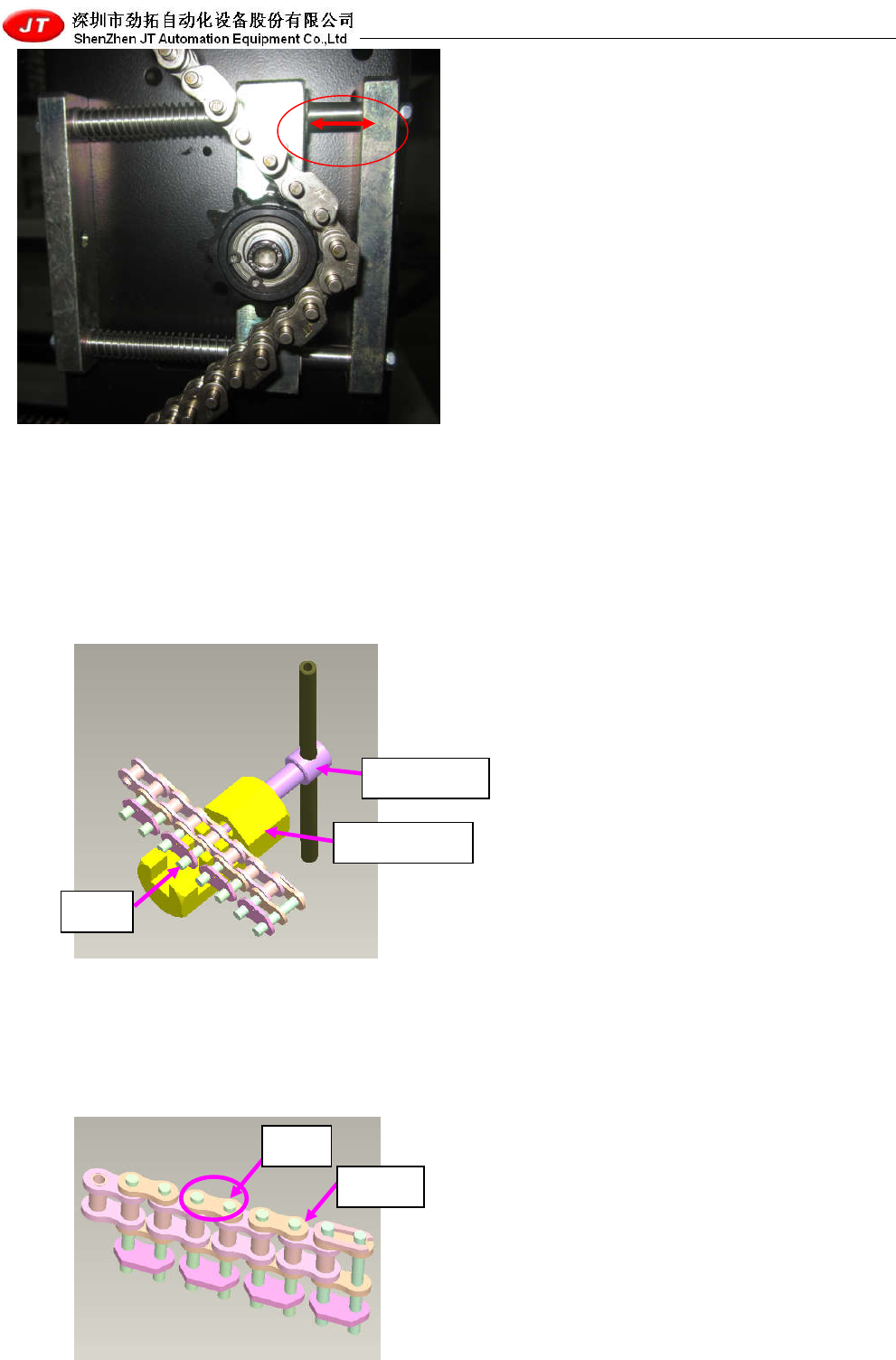
(3)中支链条张紧:
当中支链条长时间在高温下运转后,受到材料热胀冷缩的影响,中支链条材质会发生相应的变化,出现
变长现象,导致设备上的张紧机构失效,因此需对中支链条的张紧力进行调整,调整方法为:裁剪中支链
条或调整入口中支链条张紧块。操作方法如下:
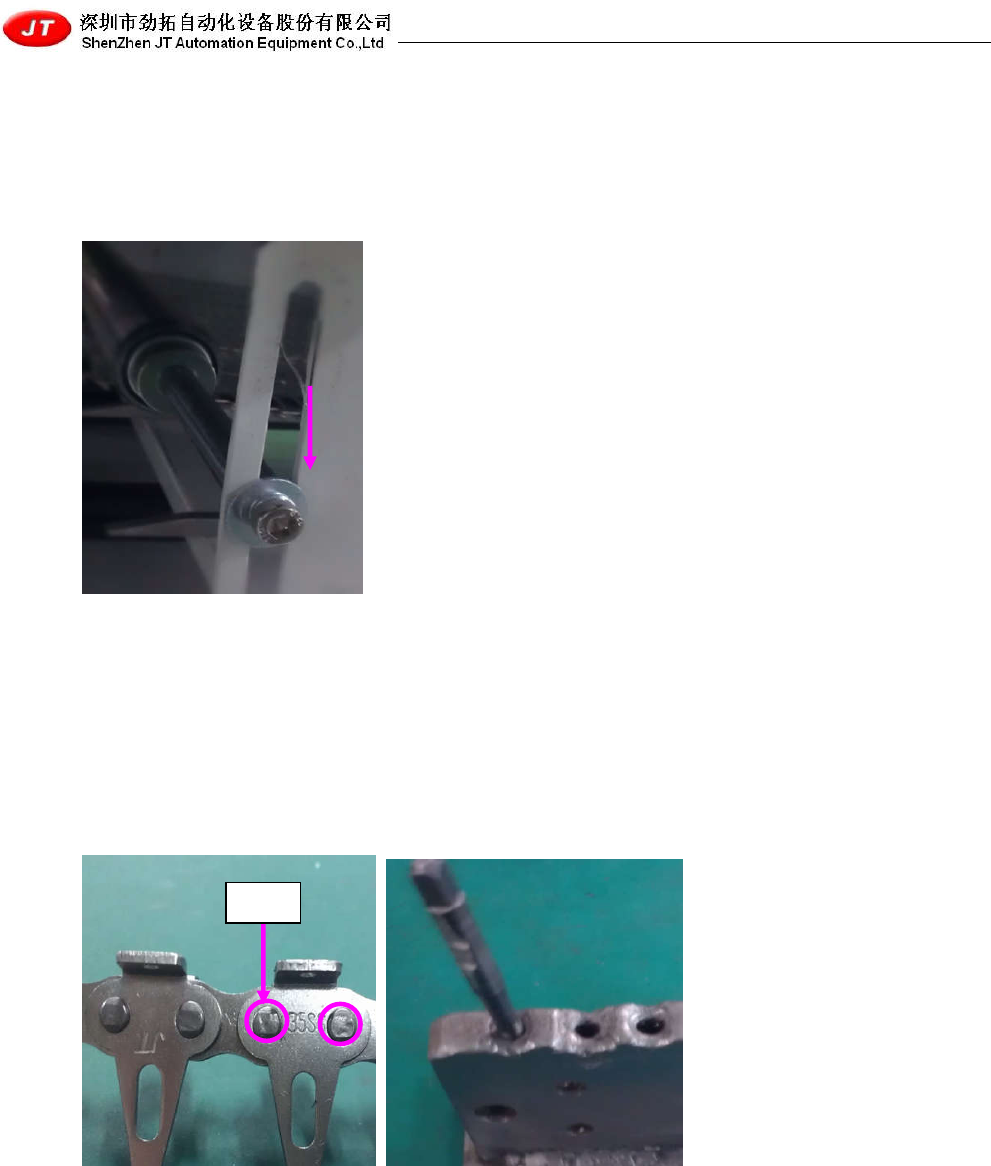
1.1 裁剪中支链条
操作方法:
1.将中支链条销轴垂直放在治具孔内,用铁锤及专用顶针治具敲击链条销轴,使销轴脱离链条。分开即
可。
2.用磨机将链条两销轴磨平,取下挡片,从另一侧取下两销轴连接的链珠即可。
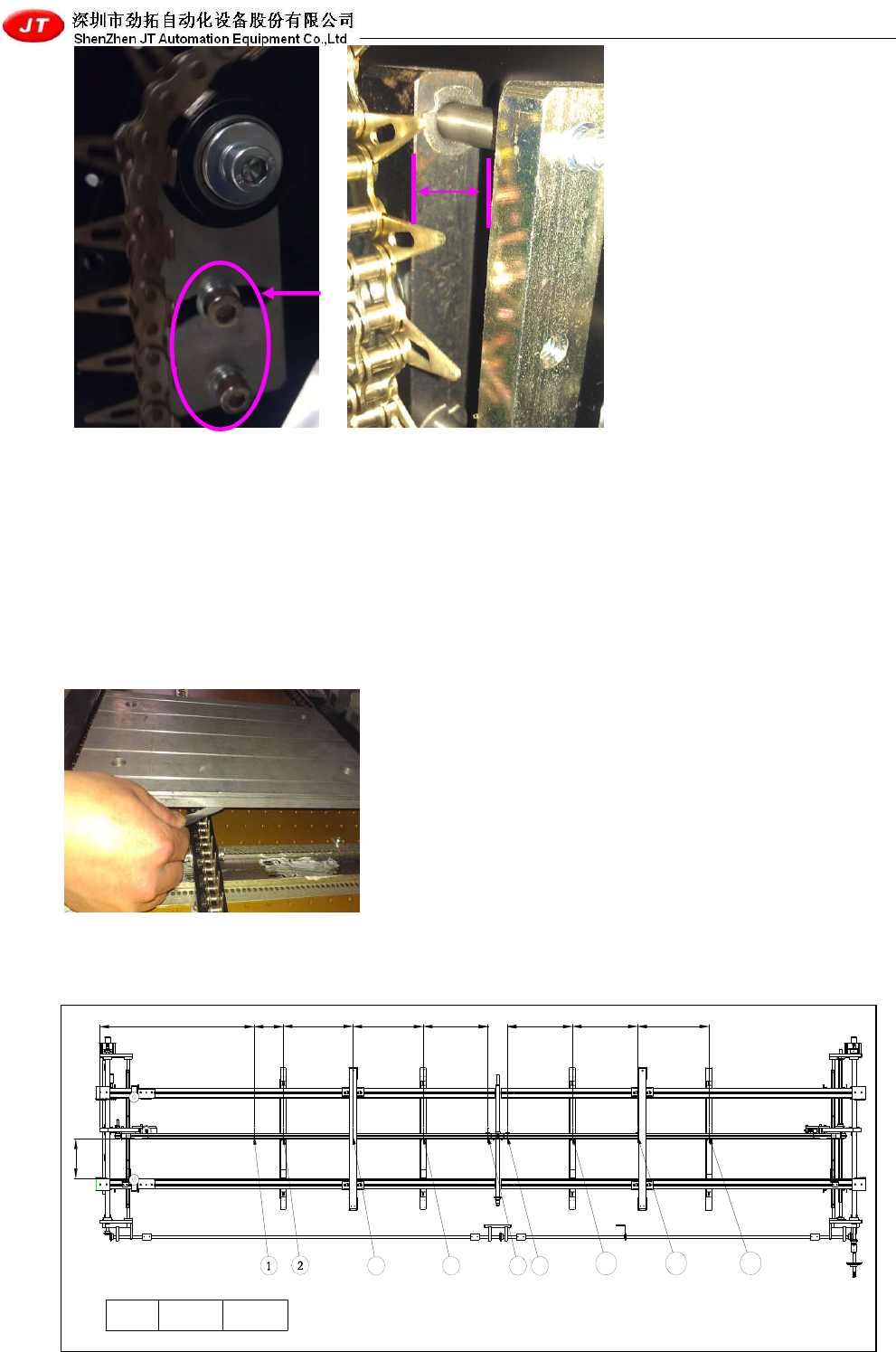
1.2 调整中支链条张紧块
顶针
12
操作方法:松开张紧块固定螺丝,按箭头方向调整张紧块,当链条张力合适后(出口张紧机构间隙达
到 30mm,如上图所示),然后固定张紧块螺丝。
1.4 中央支撑系统年检说明
1.中支链条要求每年进行一次检查。
2.检查要求说明:
1)按图示方法对中支链条水平进行点检。
将标准测试板放在主传输链条上,然后把中支链条移至标准测试板下,用塞尺测量中支链条齿尖与标准
测试板底部之间的距离。(如图 1 所示)
图 1
2)点检部位如下图所示,要求中支链条齿尖与运输链条销轴之间的间隙控制在 1±0.5mm(要求中支
导轨距固定边 150mm 点检一次;距固定边 300mm 点检一次)。
六温区(点检部位分布图)
30
842 160 106
L
150mm
300mm
L
380
384 353 356
356 390
3
4
4 5
6
7 8