00197787-02_SI_SIPLACE_HeadVerification_EN.pdf - 第82页
6 Description of the test results 6.22 Z-axis movement 82 Software Manual SIPLACE Head Verification 03/2018 6.22.3 Interpretation of the results obtained ‘End position Z’ error for all segments Cause Solution Z-axis line…

6 Description of the test results
6.22 Z-axis movement
Software Manual SIPLACE Head Verification 03/2018 81
6.22 Z-axis movement
6.22.1 Measurement principle
The Z-axis movement measurement determines the maximum travel range for each segment and
indicates the condition of the segment and Z-axis linear guide.
●
The Z-axis is moved three times into a free space until the hardware stop is reached or the Z-
axis current sensor is triggered. If the Z-axis moves easily to the hardware end stop, the linear
guides of both the segment and the Z-axis are in a good condition.
●
If the current sensor is triggered and the Z-axis is not moving smoothly, this is an indicator for
a mechanical problem with the segment and/or the Z-axis.
6.22.2 Measurement result
Fig.56: Result view – Z-axis movement measurement
1 Measured Segment
2 Calculated average travel range.
End position Z = mean value of Measure 1-3
3 Result view indicating if the values are within (green tick) or outside (red cross) the limits.
4 Measure 1-3 values measured from the three Z-axis movements per segment
5 Graph showing the calculated End position Z value for each segment.
6 Graph showing the Measure 1-3 values for each segment.
6 Description of the test results
6.22 Z-axis movement
82 Software Manual SIPLACE Head Verification 03/2018
6.22.3 Interpretation of the results obtained
‘End position Z’ error for all segments
Cause Solution
Z-axis linear guide defective ► Replace the complete Z-axis unit.
‘End position Z’ error for individual segments
Cause Solution
If all three measured values are outside of the
limits, the linear guide of the segment is defect-
ive.
► CPP: Replace the linear guide of the seg-
ment.
► C&P20P/A: Replace the DP station.
One of the three measured values being outside
of the limits indicates an increasing stiffness of
the segment.
► CPP: Prepare the linear guide for the seg-
ment to be replaced.
► C&P20P/A: Prepare the DP station to be
replaced.
6 Description of the test results
6.23 Z-Axis travel distance
Software Manual SIPLACE Head Verification 03/2018 83
6.23 Z-Axis travel distance
6.23.1 Measurement principle
The Z-axis travel distance measurement determines the maximum travel range and indicates the
condition of the Z-axis drive and linear guide.
●
The Z-axis is moved up and down several times until it reaches the limit. For each movement,
the position is determined at which the axis stopped. If the Z-axis moves easily to the limit, the
Z-axis drive and linear guide are in good condition.
●
If the current sensor is triggered and the Z-axis is not moving smoothly, a mechanical problem
exists.
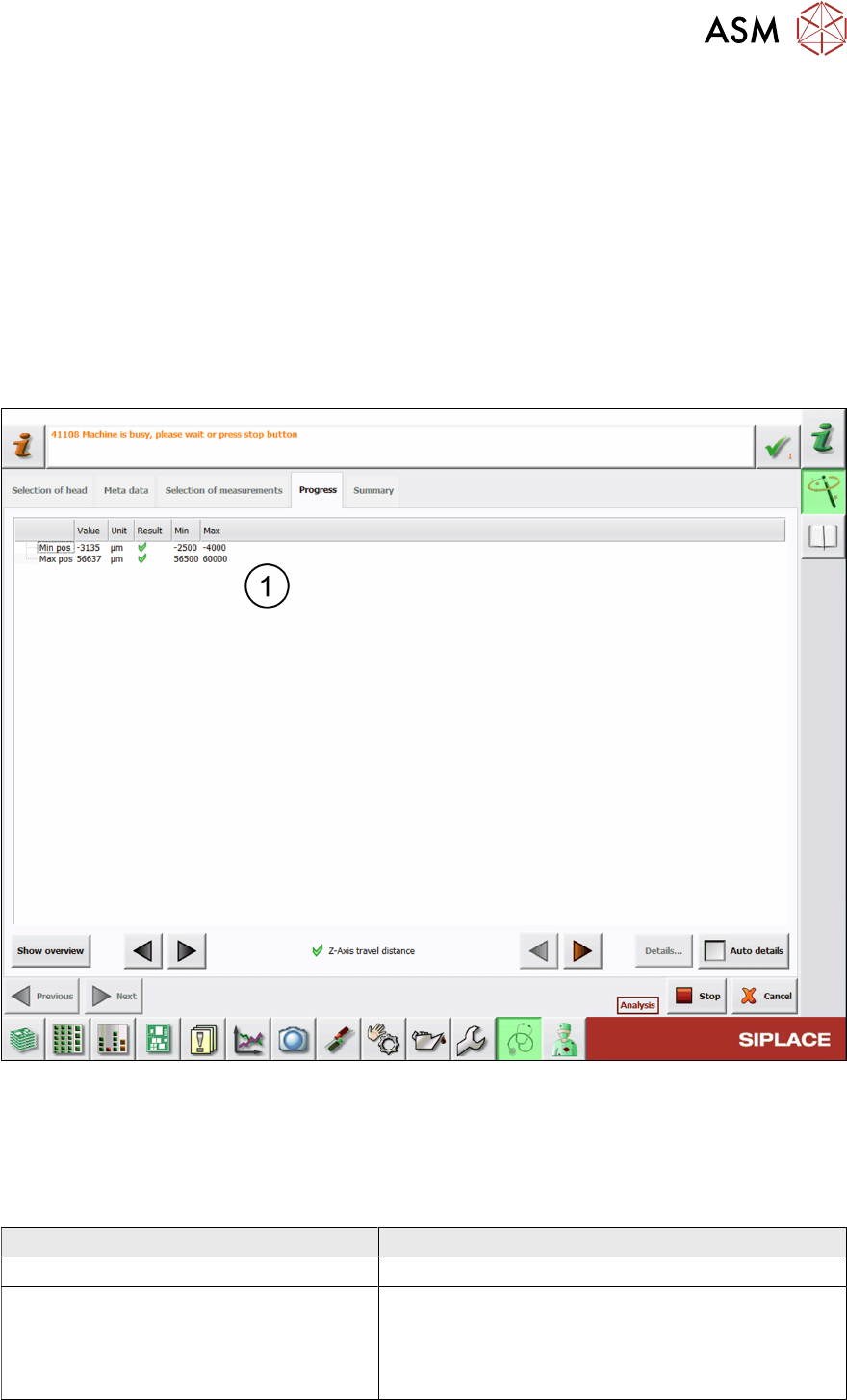
6.23.2 Measurement result
Fig.57: Result view – Z-axis travel distance
1 Minimum and maximum position determined when moving the Z-axis.
6.23.3 Interpretation of the results obtained
‘Z-axis travel distance’ error
Cause Solution
Blockage at the Z-axis linear bearing ► Check / maintain the linear bearing.
Z-axis drive and/or linear bearing defective ► Check / maintain the linear bearing.
► Replace the P&P module.
► Send the P&P module to ASM for customer spe-
cific repair.