PT200SEManualhalf.pdf - 第22页
1.数据作成 的顺序 入力処理 数据确认 実装数据管理 数据维护 下传至机器 生産 DataMa intenan ce Phase 坐标微调整 料数据微调 整 DataCre ate Phase CAD转入 新規部品数据登 録 根据LINE设定分配数据 実装最適化 M/C数据作成 出力/転送処理 演示 料架 · 吸嘴配 置变更 调整LINE的 平衡
1.单一LINE综合部品库
2.单一LINE转换器
· CAD数据读入
· M/C数据→CAD数据→M/C数据
· 不同机种间条件分配
· 不同机种间手动调整料架
·实际演示
3.模块化编集
·复数模块化机的一括数据编集
·模块化机种间手动调整料架
4.PT100现行的编集(88/10
0编集)
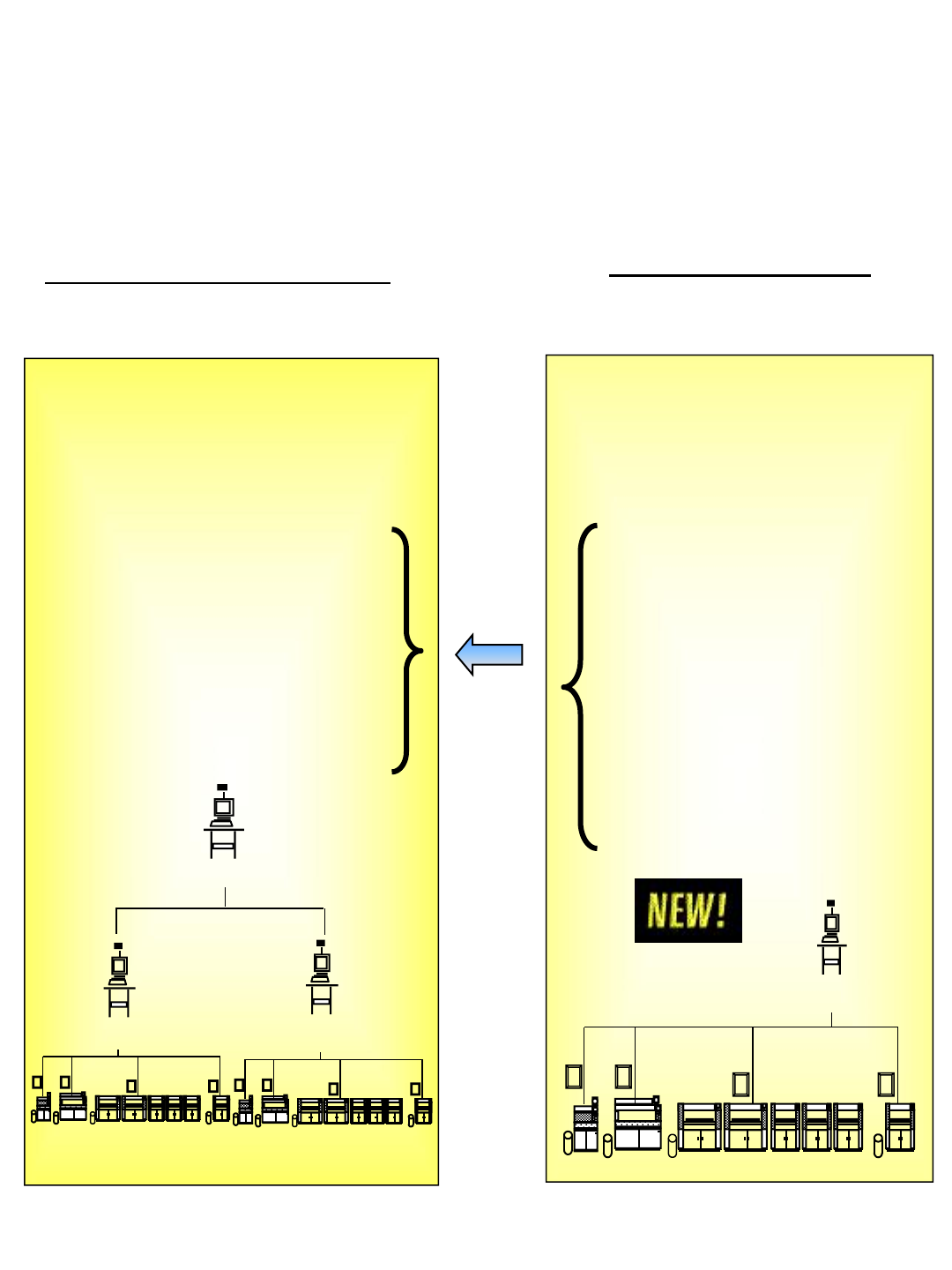
PT200
LINE程序终端
混合LINE数据终端
PS200
PT200
PT200
PT200
PS200
8.数据作成装置的机能分担
同
機
能
1.复数LINE综合部品库集计机能
2.复数LINE转换器
·CAD数据读入
· M/C数据→CAD数据→M/C数据
·不同机种间条件分配
·不同机种间手动调整料架
·实际演示
4.复数最适化
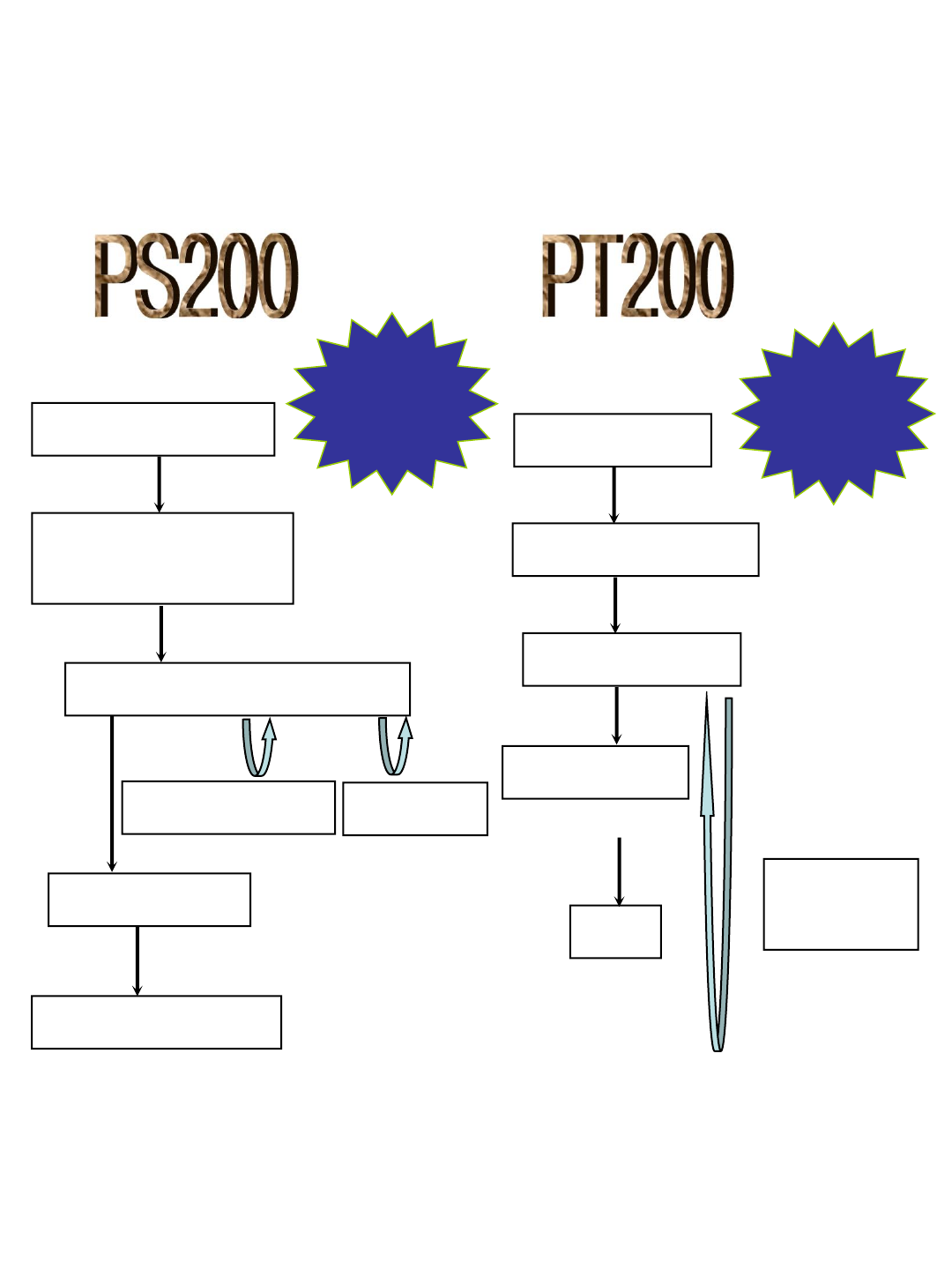
1.数据作成的顺序
入力処理
数据确认
実装数据管理
数据维护
下传至机器
生産
DataMa
intenan
ce
Phase
坐标微调整
料数据微调整
DataCre
ate
Phase
CAD转入
新規部品数据登
録
根据LINE设定分配数据
実装最適化
M/C数据作成
出力/転送処理
演示
料架·吸嘴配置变更
调整LINE的平衡
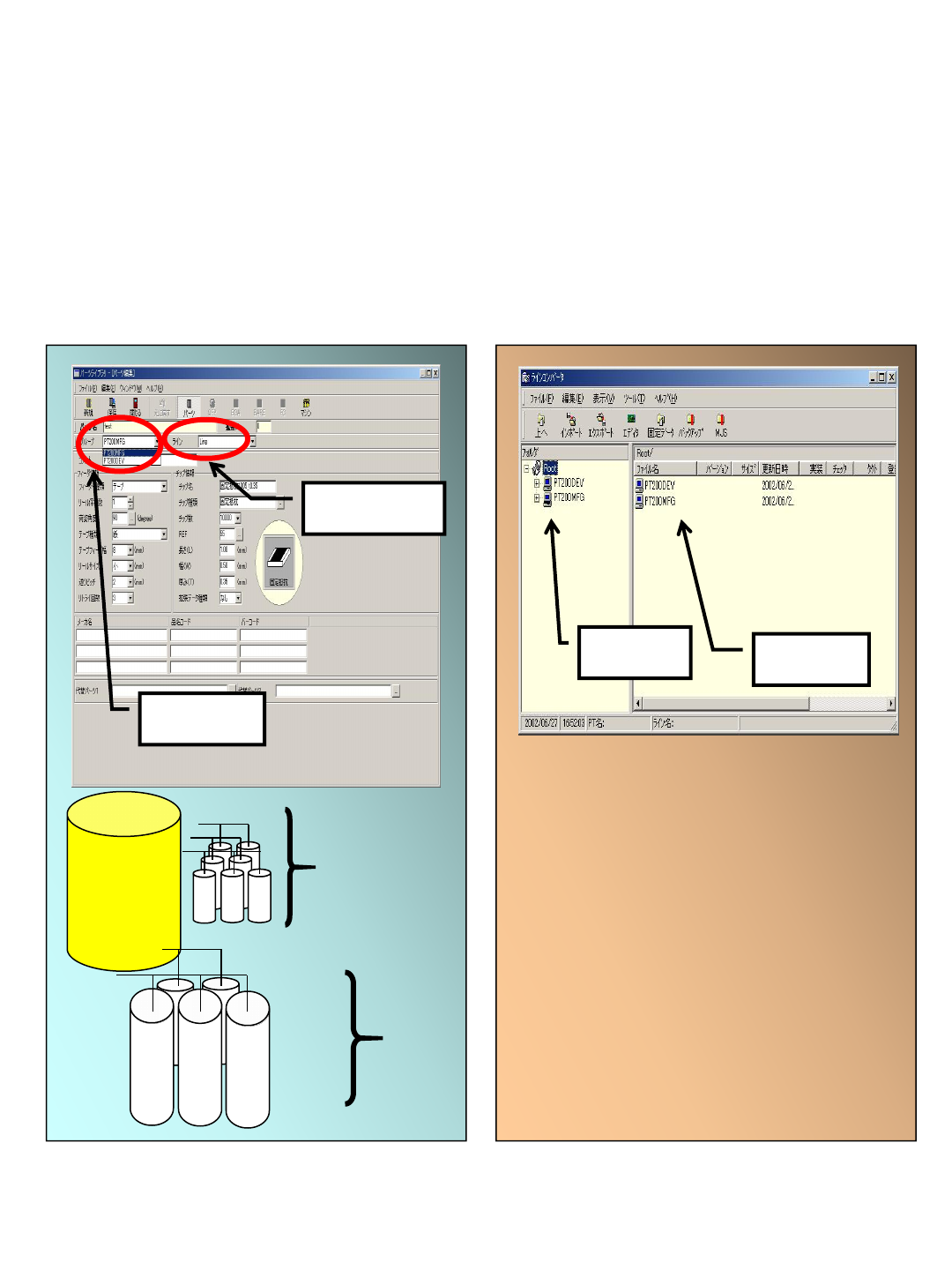
4.切换LINE的详细
2. LINE
CONVERTOR
PT选择
PT选择
PS200
-PT-01
--Line
--
Vline1
--
Vline2
-PT-02
--Line
--
Vline1
--
Vline2
--
Vline3
-PT-03
--Line
1.部品LIB
PT选择
LINE选择
PS
PartsLib
PT-01
PT-02
Ch
ip
Li
b
Ch
ip
Li
b
Ch
ip
Li
b
←仮想
Line1
←実
Line
Chipは各
Line個別