PT200SEManualhalf.pdf - 第4页
3.Modul er机概念的 对应手段 在持有通用 的坐标数据, 部品元件数 据时的数据 做 成装置与 有通用的坐 标数据,部品 元件数据时 能进行实装 可 能的机器则佳 。 PT200与模组 化机(CM20 2/CM301/CM402 ) PT100对应那 种数据做成 比较好? 通用数据的统 一化比较 好 保留項目 同样REFNo .能够进行 实装
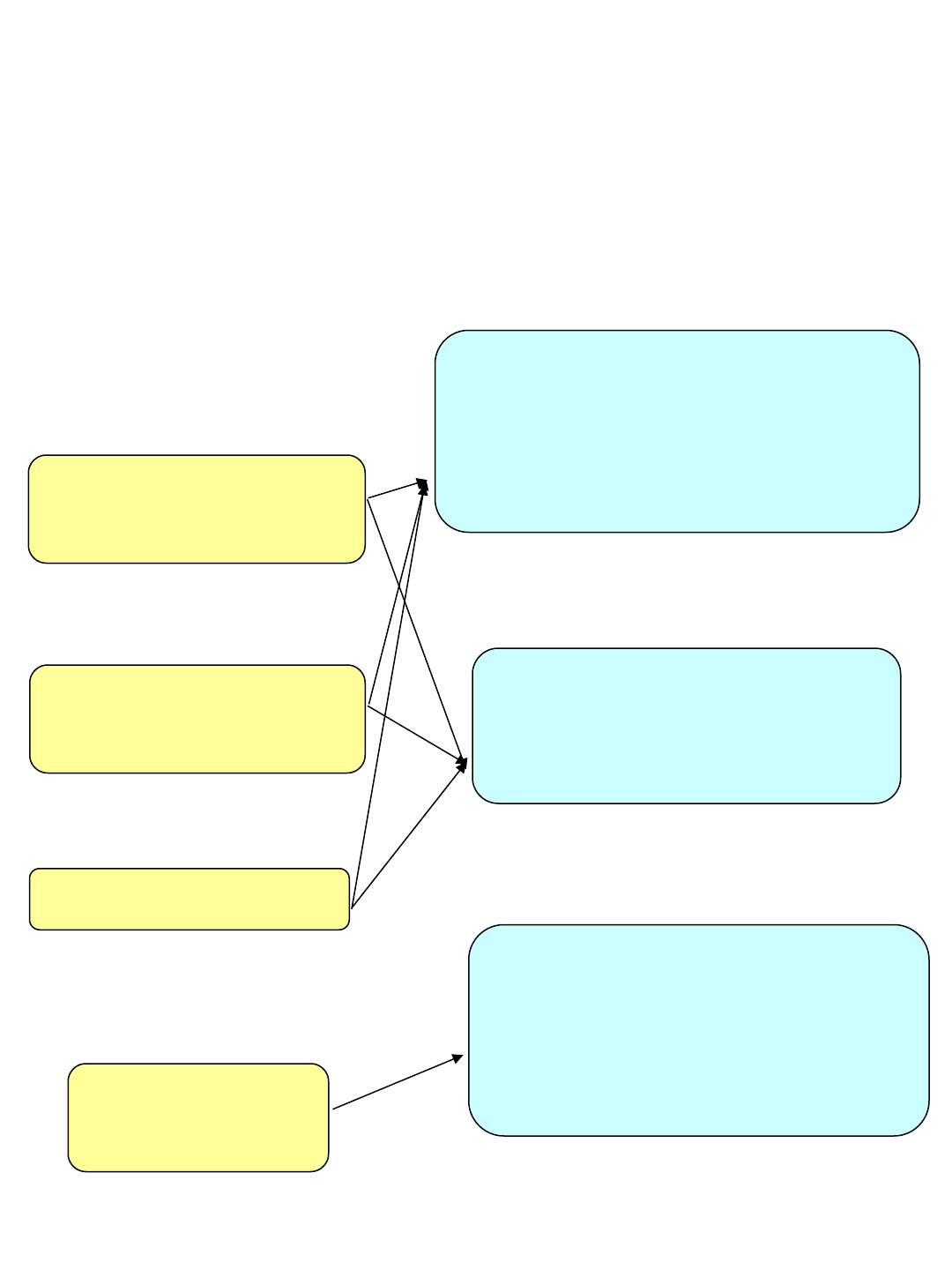
2.为了实现模组化机的概念
4.程序安排
替换方便
①在持有通用的坐标数据,
部品/元件数据的情况下,构
造对应每种机种的料架配置,
吸嘴配置。
②相同的坐标数据,基
板数据,部品/元件数据
能够进行实装机器调整
③编辑与模组优化(料架
固定 吸嘴固定)的融合
MJS(MultiJobScheduler)的
编入
1.分解,结合方
便
2.同样数据的实
装可能
3.料架移动方便
3.Moduler机概念的对应手段
在持有通用的坐标数据,部品元件数据时的数据做
成装置与
有通用的坐标数据,部品元件数据时能进行实装可
能的机器则佳。
PT200与模组化机(CM202/CM301/CM402)
PT100对应那种数据做成比较好?
通用数据的统一化比较
好
保留項目
同样REFNo.能够进行
实装
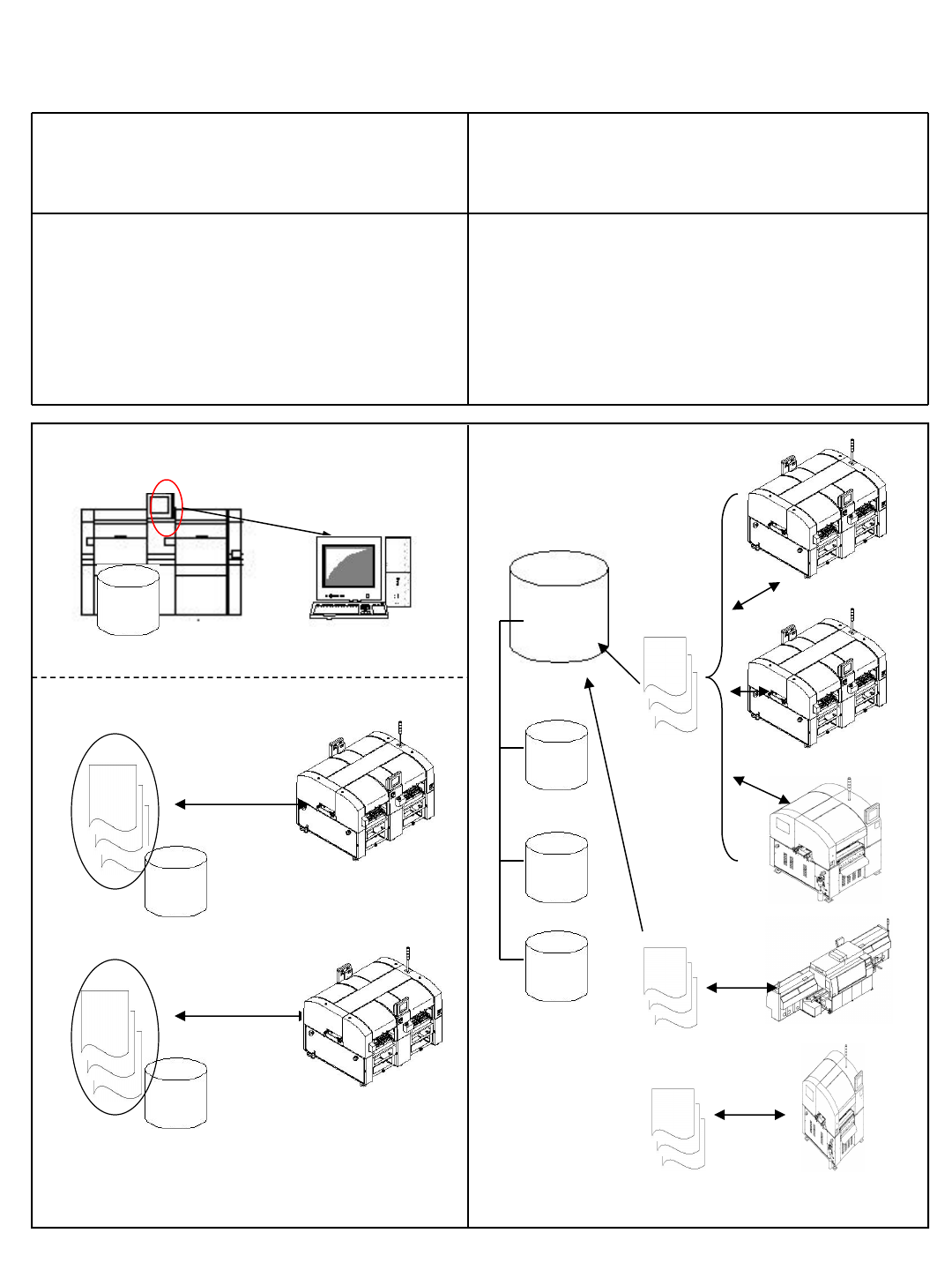
1.坐标部品的管理
PT100-G PT200-G
老机器的数据做成,管理部分转移至PC机的系统 CM202系/CM301-D作为模组化机进行动作的系统
坐标管理是M/C DATE 每个FILE的管理
部品管理是PARTS:M/C DATE 每个FILE的管理
=实质管理不可
形状: M/C DATE 每个DATEBASE管理
M/C DATE 打开时或D/L,U/L使用时都会从CHIPDB
中读入最新数据
坐标管理是M/C DATE 每个FILE的管理
部品管理是PARTS:末端每个DATEBASE管理
形状: 每条LINE,MODULE,
DATEBASE管理
M/C DATE 打开时或D/L,U/L使用时都会PARTSDB中
读入最新数据
ChipDB
M/C数据
M/C数据
M/C数据
M/C数据
ChipDB
CM202-1
M/C数据
ChipDB
CM202-2
PartsDB
ChipDB
ChipDB
ChipDB
CM202-1
CM202-2
CM301-1
CM88-1
CM20F-1
Module1
Module1
CM88-1
CM20F-1
编辑部中选出
机器个别管理 通用部分(PARTS)LINE管理