NPM-W2 操作篇.pdf - 第705页
NPM-W 2 EJM7DC-MB-09O-02 9-1-9 -4 ①双轨模式 ■双轨传送带 ( 单位: mm) 轨道 2 ②单轨模式 基板外形 基板外形 基板流向 基准 基准 不可配置支撑销的范围 可配置范围 超过 21 超过 21 超过 21 超过 6 不足 344 不足 744 不足 406 超过 21 轨道 1 超过 6 不足 344 不足 744 不足 406 超过 21 超过 21 不足 248.5 不足 268.5 基板流…
NPM-W2 EJM7DC-MB-09O-02
规格
9-1-9-3
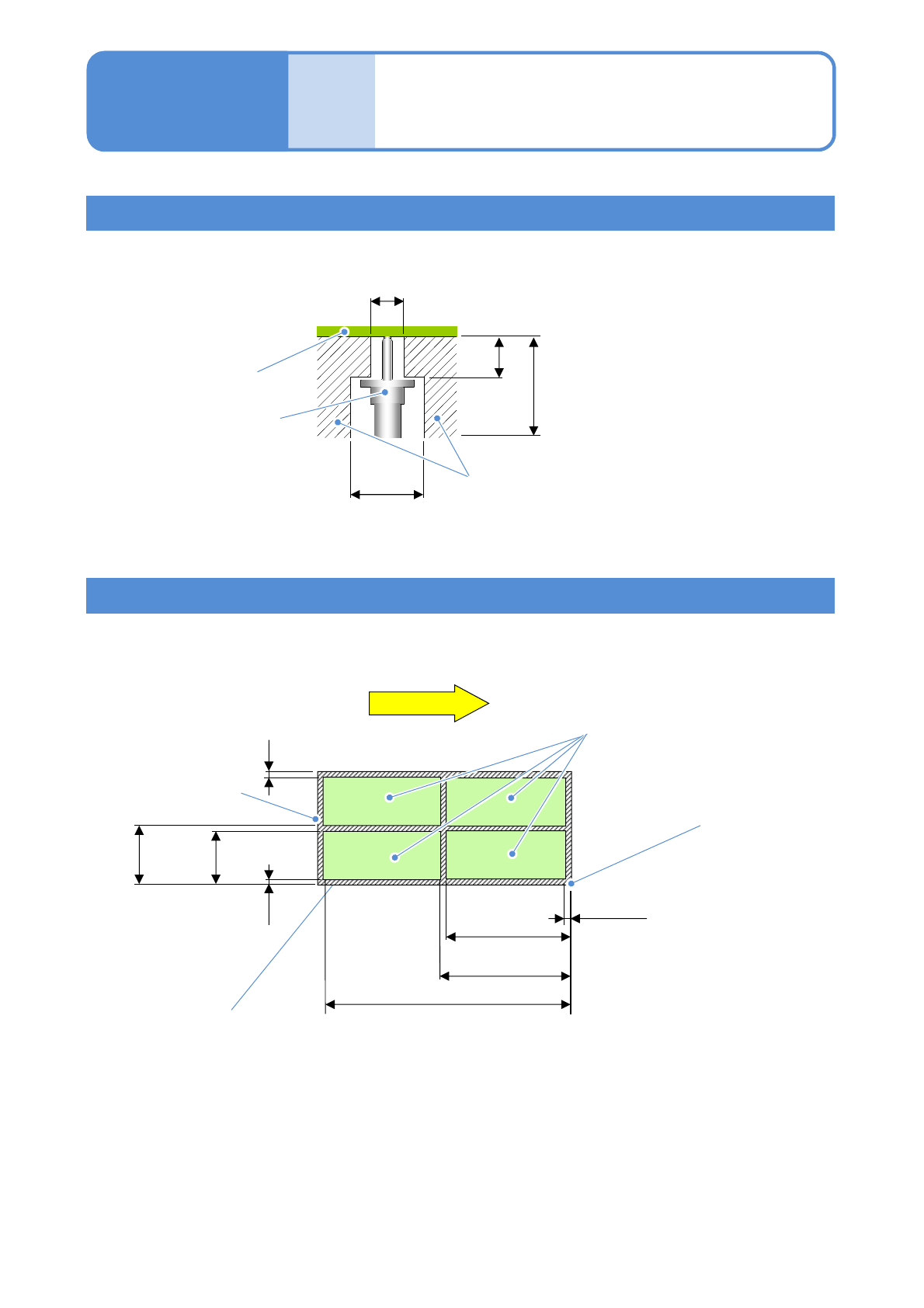
支撑销的自动更换 2
支撑销(自动更换用)和元件之间需要保持下述尺寸以上的距离。(单位:mm)
基板
支撑销(自动更换用)
φ15
28
φ8(基板必须没有缝隙)
可能有元件的区域
6
操作篇
9-1-9
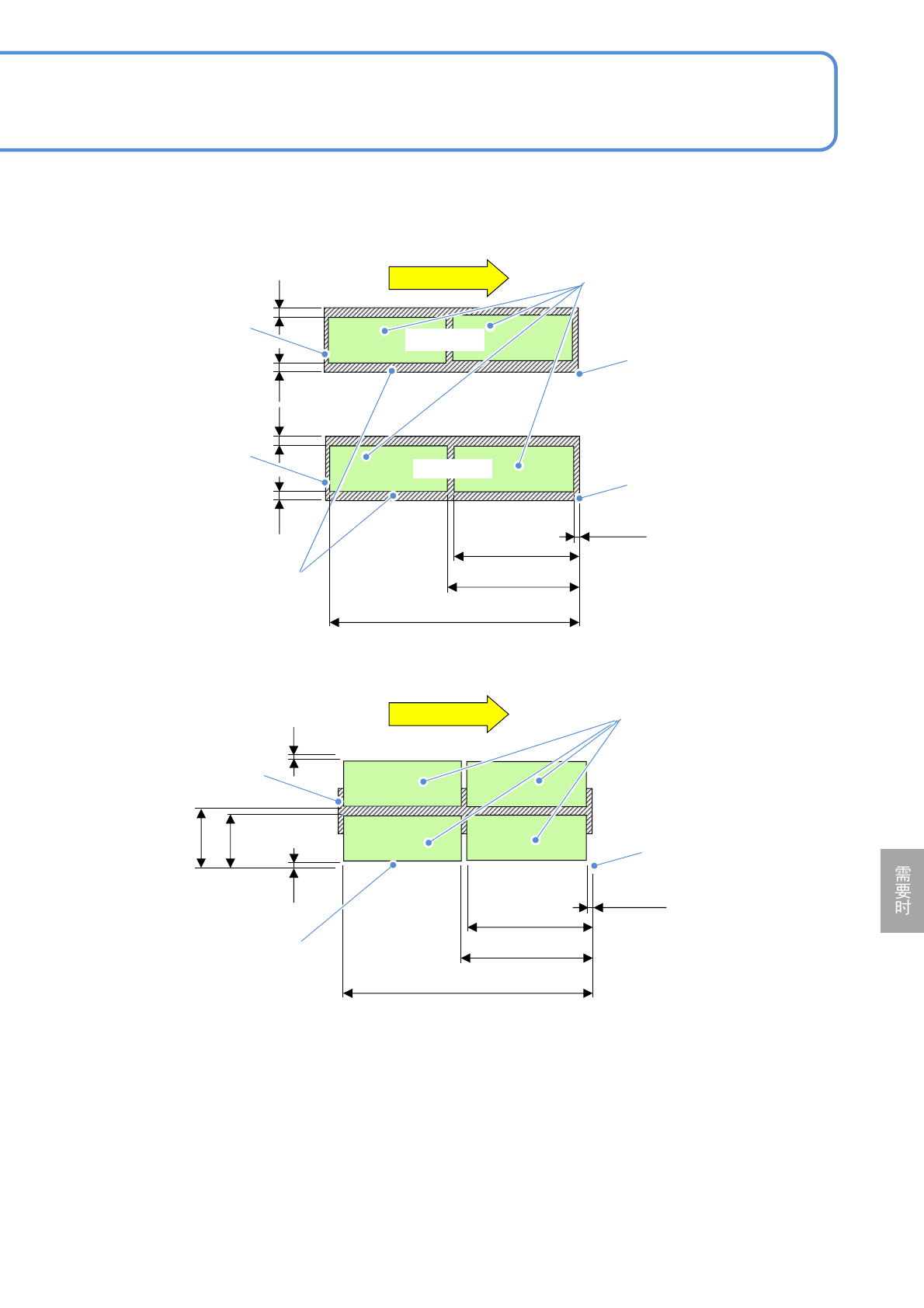
■单轨传送带 (单位:mm)
基板流向
基板外形
不可配置支撑销的
范围
可配置范围
基准
支撑销(自动更换用)的配置位置条件
支撑销(自动更换用)的配置范围
●请避开基板缝隙后配置支撑销。
超过14.5
超过32.5
不足735.5
不足414.5
不足264
不足335.5
不足286
超过32.5
NPM-W2 EJM7DC-MB-09O-02
9-1-9-4
①双轨模式
■双轨传送带 (单位:mm)
轨道2
②单轨模式
基板外形
基板外形
基板流向
基准
基准
不可配置支撑销的范围
可配置范围
超过21
超过21
超过21
超过6
不足344
不足744
不足406
超过21
轨道1
超过6
不足344
不足744
不足406
超过21
超过21
不足248.5
不足
268.5
基板流向
可配置范围
基准
不可配置支撑销的范围
基板外形
●配置区域图表示从基板右侧前方基准起的、可配置到销中心的区域尺寸。
(左侧前方基准的、从基准起的尺寸与上图相同)
●可配置区域不包含图的外形线部分。
●单轨模式时,在前侧头上配置支撑销。
(只在后侧配置了安装头时,在后侧头上配置支撑销。)
●支撑销不可越过基板搬送轨,因此根据基板尺寸与使用数量的不同,可设置到支撑块(主位置)上的数
量也有所不同。
●上图所示基板搬送方向为左→右。搬送方向为右→左时,记载尺寸为左右对称。
NPM-W2 EJM7DC-MB-09O-02
规格
实装模式 1
特征
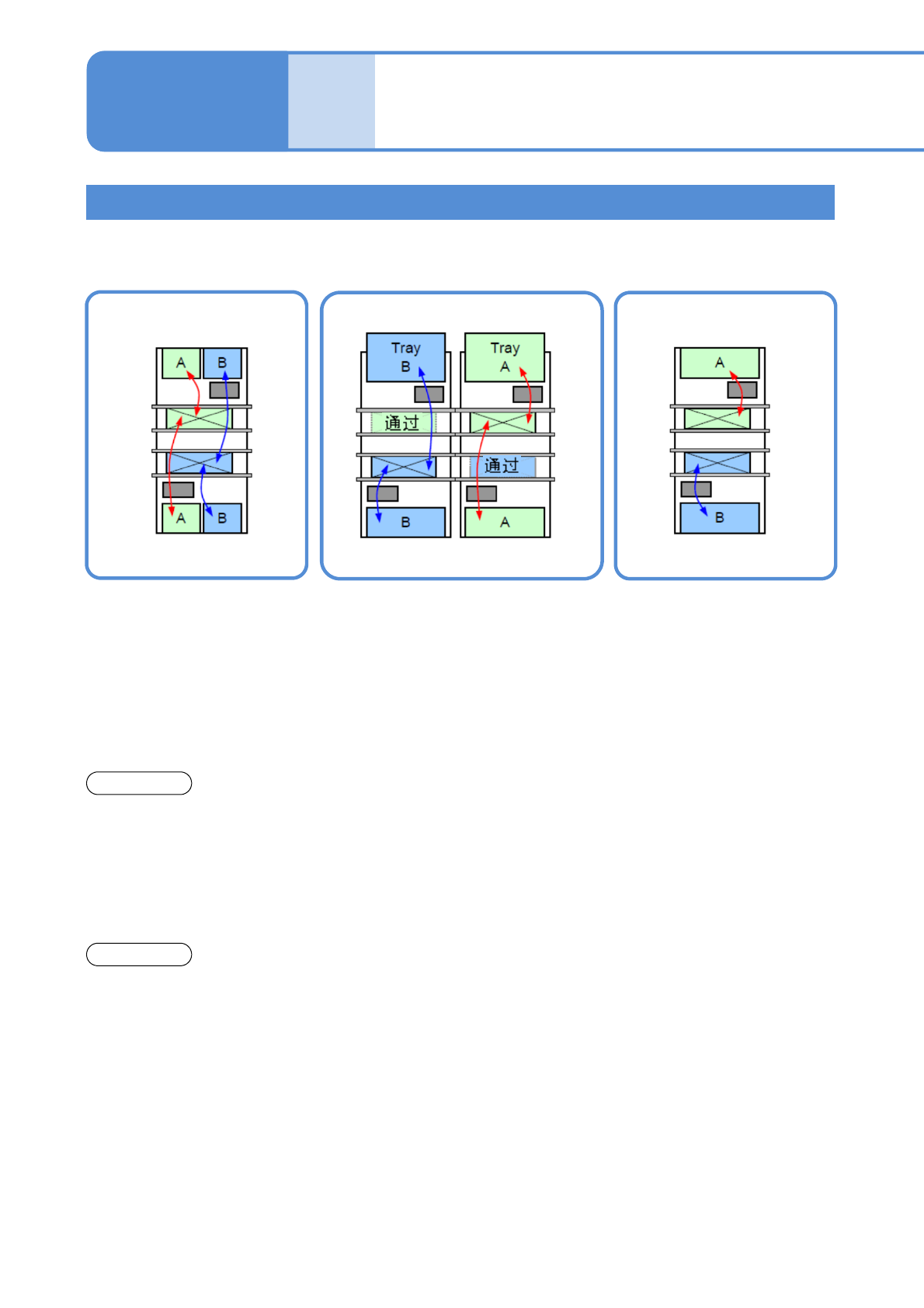
■交互实装模式
●贴装头交互动作,进行
生产。
●各贴装头针对前后轨道
的基板进行生产。
●贴装头交互进行动作,
完成了对象轨道的生产后,
再生产其他轨道的基板。
■交互前(后)实装模式
1)
■独立实装模式
1)
●使用前后的贴装头,只生产前
(后)轨道的基板,而通过后
(前)轨道的基板。
●各贴装头针对各轨道的
生产基板,进行独立的生产。
前贴装头: 前轨道的生产
后贴装头: 后轨道的生产
●将基板搬送损失降至
最小限。
●能够开始、停止每个轨道的生产。 ●能够开始、停止每个轨道
的生产。
●因贴装头交互动作而不会
产生贴装头待机(等待对面
贴装动作)的情形、因此可
提高生产率
2)
。
机种切换
●停止设备后,进行各轨道
的机种切换。
●能够在基板通过过程中,对停止中
的轨道实施机种切换(生产数据切换
或更换台车
*3)
、更换托盘料箱)。
●能够切换单侧在生产中
处于停止状态的轨道的机
种(生产数据切换或更换台
车
*3)
)。
*1) 独立实装模式、交替(前/后)实装模式,只对贴装头规格有效。
*2)根据基板尺寸,有时会产生贴装头待机的情形。
*3)选择了机种切换应对单元时(→P.9-1-13)
9-1-10-1
在双轨模式下,根据所编制的数据,可分为交互实装模式与独立实装模式。
单体设备
■注意事项
1. 没有选择生产数据的轨道,不可进行生产。
2.数据编制、实装模式的设定,请在NPM-DGS上进行。
详细内容,请参照NPM-DGS的使用说明书。
操作篇
9-1-10