RL131維修手冊.pdf - 第130页
RL131 维修手册 7.2 不同周期的检 查项目 DA8MCC-Z0-02 0-A0 7.2-1 7.2. 不同周期的检查项目 DA8MCC-Z0-020-A0 7.2.1 每天的 检查项目 这里将本章所涉及的检 查项目中要求 每天进行检查的项 目汇总如下: 检查位置及加油的详细 内容请参照本 章。 装置栏的数字表示供参 考的项目号码 。 检查 ( 每天 ) 装置 No. 项目 作业 详细内容 清扫油脂和灰尘。 无磨损、损伤。 a…
RL131
维修手册
7.1 概要
DA8MCC-Z0-010-A0
7.1-2
7.1.2 图中符号的说明
在本章中用下述符号来表示作业内容。
符号 作业内容
表示确认作业。
表示清扫作业。
表示元件的更换作业。
表示润滑油的更换作业。
使用后的油请从排出口排出,并从注入口注入适量的新润滑油。
表示用加油枪进行的油脂加油作业。
表示用注射器进行的油脂加油作业。
表示用加油器进行的机油加油作业。
表示用毛刷进行的油脂的涂抹作业。
将毛刷表面附着的灰尘和旧油脂彻底除掉,薄涂一层油脂。
表示用本公司的防锈润滑油 (涂抹式润滑油) 进行的涂抹作业。
加油周期
加油周期按照标准设定为每日为 20 小时、每周为 6 天、每月为 25 天。
推荐润滑油
==请参照 ‘维修 / 准备器材 / 润滑油 / 推荐润滑油’。
=注意=
应该润滑装置加注相当于 ISOVG32 号的机械油。
RL131
维修手册
7.2 不同周期的检查项目
DA8MCC-Z0-020-A0
7.2-1
7.2. 不同周期的检查项目
DA8MCC-Z0-020-A0
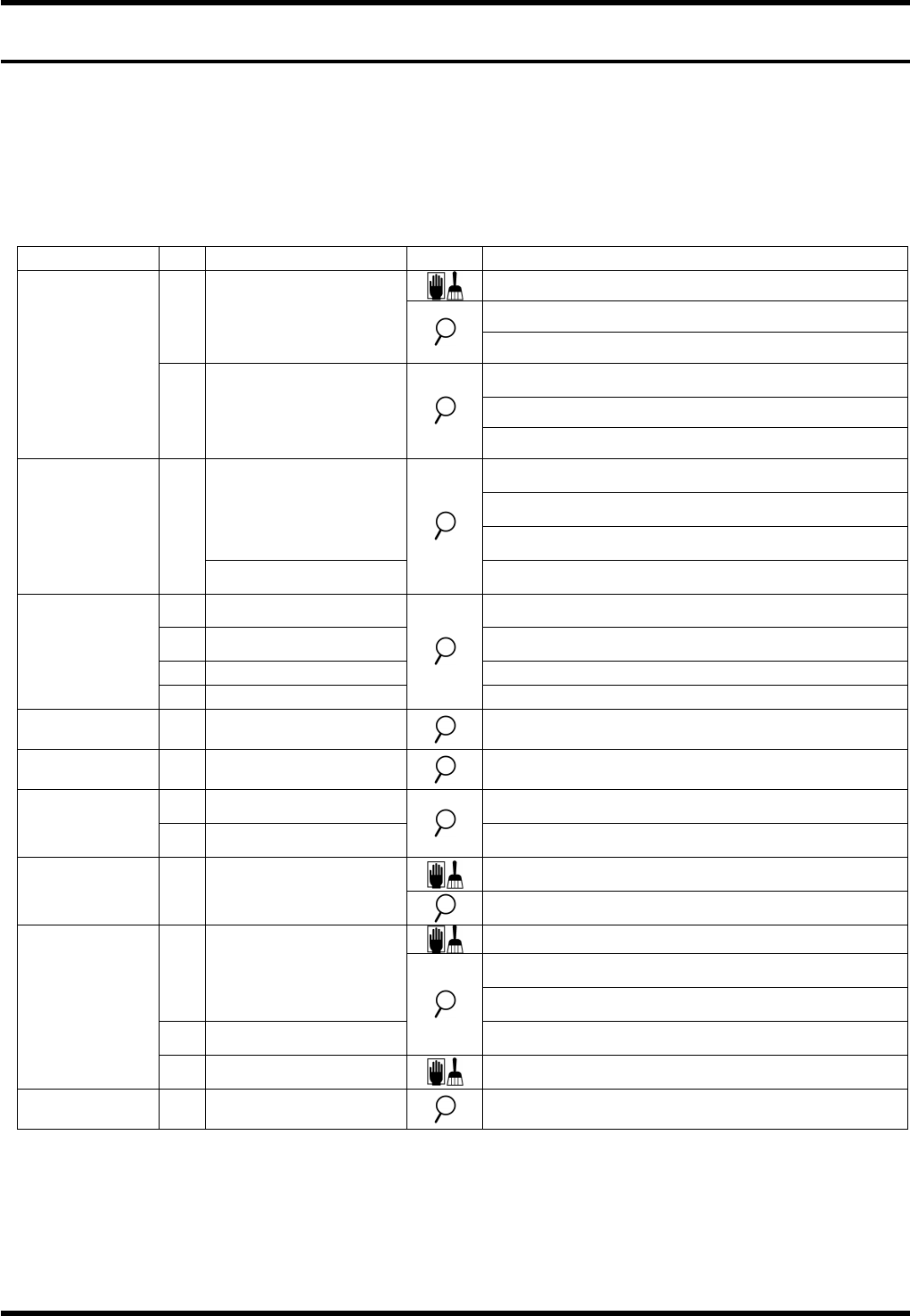
7.2.1 每天的检查项目
这里将本章所涉及的检查项目中要求每天进行检查的项目汇总如下:
检查位置及加油的详细内容请参照本章。
装置栏的数字表示供参考的项目号码。
检查 (每天)
装置
No.
项目 作业 详细内容
清扫油脂和灰尘。
无磨损、损伤。
a.
皮带
确保皮带张力正确调节。
宽度应比基板宽度宽出大约 0.5 ~ 1 mm。
升降动作无异常。
7.3.3
上料器/下料器
b.
轨道
印刷基板的流动顺畅。
升降动作顺畅。
应滑动顺畅。
杆
支点部能轻轻动作。
7.3.5
基板搬送部
b.
传送销爪
应准确插入基板孔。
a.
插入夹头 插入夹头的开闭动作应顺畅。
b.
插入推杆橡胶 插入推杆橡胶应无磨损、无损坏。
c.
插入推杆 插入推杆的上下滑动部应滑动顺畅。
7.4.1
插件头
d.
传感器
擦净传感器端部的灰尘等污垢。
7.4.2
插入动力部
a.
蜗轮减速器
确认减速器是否漏油。
7.4.4
移交夹头部
a.
移交夹头
移交夹头的开闭动作应顺畅。
a.
支撑销 支撑销的上下动作应顺畅。
7.6.1
元件定位部
b.
杆支点
杆应无磨损、无损坏。
对引线切刀端部用刷子等进行清扫,除去切割屑等。
7.6.2
引线修正部
a.
引线导板
引线切刀应无油渍、灰尘的粘付。
对引线切刀端部用刷子等进行清扫,除去切割屑等。
引线切刀应无油渍、灰尘的粘付。
a.
引线切刀
引线切刀应无磨损、无损坏。
b.
引线切刀杆
引线切刀杆的开闭应顺畅。
7.6.3
V 切割部
c.
传感器
擦净传感器端部的灰尘等污垢。
7.6.4
元件加工动力部
a.
蜗轮减速器
确认减速器是否漏油。
RL131
维修手册
7.2 不同周期的检查项目
DA8MCC-Z0-020-A0
7.2-2
装置
No.
项目 作业 详细内容
用刷子等对可移动刀片、固定刀片的端部进行清扫,
除去切割屑等。
a.
可移动刀片, 固定刀片
可移动刀片, 固定刀片应无磨损、无损坏。
b.
线 软线应没有损坏
7.7.1
砧座部上部
c.
支撑销
支撑销应没有磨损、损坏。
7.7.2
砧座动力部
a.
蜗轮减速器
确认减速器是否漏油。
a.
主压力 请确认空气压力应为 0.5 MPa。
7.8.3
主调节器
b.
空压回路
请确认无空气泄漏。
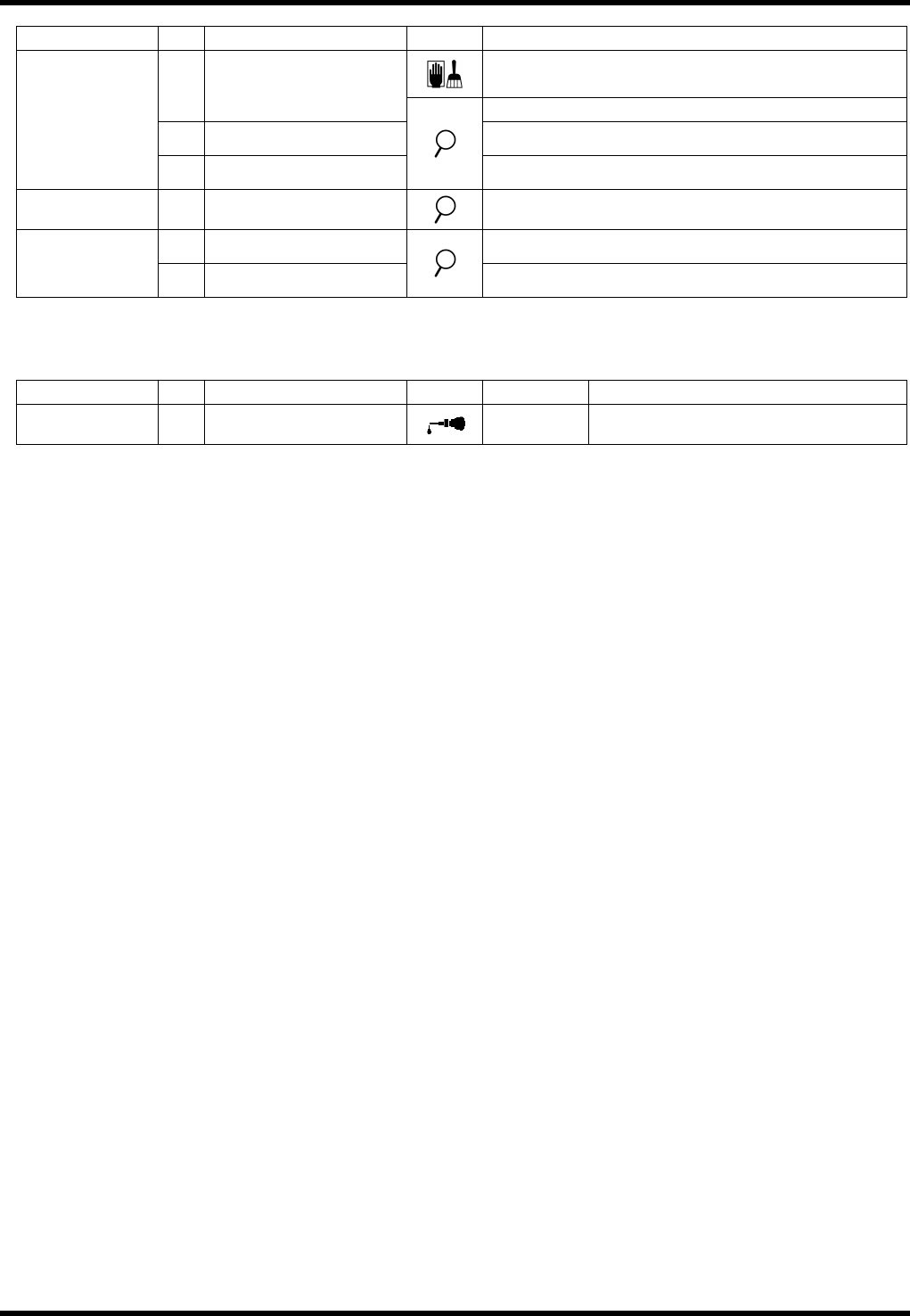
加油 (每天)
装置
No.
项目 作业 加油量 详细内容
7.7.1
砧座部上部
1.
销子支点部
1 至 2 滴 向加油孔加油 1 ~ 2 滴左右。