YS12吸料报警FTA对策方法(简版).pdf
SI1507002J-000 = トラブルシュート(吸着エ ラー基本編) 更新履歴 バージョン 2016/4/7 -001 吸料 错误 的故障排 除 吸料 报警时的故障分析 、将吸料 时的报警和吸 料以外的报警进行分 开排除 。活用故障 树 状 分析 FTA (Fault Tree Analysis) 的 时候请参照附页 如果需要 进一步更细化 的分析问题的时候,请参照 另外的资料 关于经常发生吸料错误的问 题以及对应方法 、 …
SI1507002J-000 = トラブルシュート(吸着エラー基本編)
更新履歴
バージョン
2016/4/7 -001
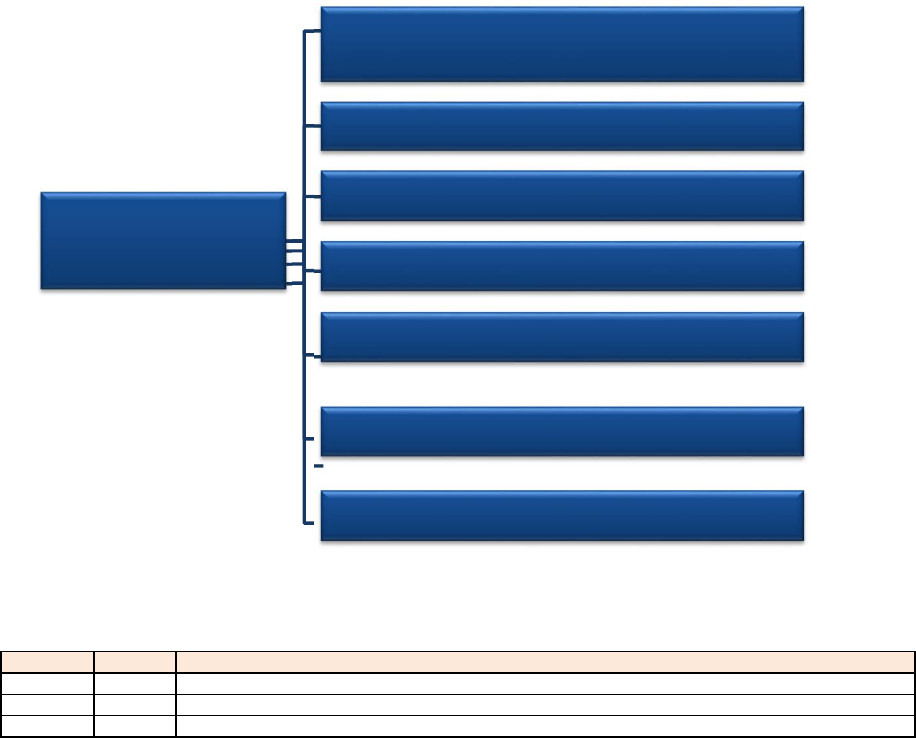
吸料错误的故障排除
吸料报警时的故障分析、将吸料时的报警和吸料以外的报警进行分开排除。活用故障树
状分析
FTA(Fault Tree Analysis)的时候请参照附页
如果需要进一步更细化的分析问题的时候,请参照另外的资料
关于经常发生吸料错误的问题以及对应方法、请参照售后资料的附件。
更新内容
新規作成
吸料报警
基板程序参数是否有问题
设备参数设定是否有问题
生产准备是否有问题
吸料位置是否有问题
送料器送料过程中是否有问题
吸杆下降过程中是否有问题
电磁阀或真空动作是否有问题
吸杆上升过程中是否有问题
分析原因的方法
特殊原因请参考
如果分析出原因后,需要确
认的地方
其他需要注意的地方 由项目确认的
情况下,尽可
能的留下记
录,为了以后
方便
表市场反馈
率和发生频
率
问题确认的
简易程度
从最简单的
场合入手调
查
在确认“吸嘴
”确认是否改
善的情况下。
有改善的场合
“Y(Yes )」
、改善如果没
有记入“N
(No )」。“
在确认对装置
本身问题的情
况下。
另外发生时,
“Y(Yes )」
、不发生的情
况下,“N
(No )」“
互换贴装头部
进行改善的情
况下,
有改善的情况
下「Y (Yes)
」、没有改善
的情况下「N
(No)」
在确认需要更换
供料器的情况下
有改善的情况「Y
(Yes)」、没有改
善的情况下「N
(No)」
同生产程序
是否有关联
同基板程序
相关的「Y
(Yes)」同基
板程序不相
关的「N
(No)」
保养或者备件
更换时「Y
(Yes)」。
注:没有保养
的情况下「N
(No)」不是保
养内的项目,
但有老化的情
况下「Y」
No
第一中間
事象
No 第二中間事象 No 原因的基板要素
区分方法
(判断原因的方法)
确认问题场所
(问题发生点以及如何修
正)
■确认问题场所
确认方法的记录
建议
确认实施的项
目
可能性
高:发生频
率较高
(100-70%)
中:高低之
间(69-
20%)
低:极少数
(20%未满)
确认的简易
程度
难:必须具
备专业技能
中:一般水
平
易:基本操
作即可
料
盘
托
盘
振
动
装
置
晶
元
更换吸嘴嘴症
状改善了吗?
。
交换(同样种
类的吸嘴。相
同的装置,同
一个头,用同
样的送料器。
“
比较容易发生
吸取错误的元
件,在其他设
备上进行确认
(必须使用一
样的元件参
数)
贴装信息用别
的贴装头确认
是否有改善
(相同的设备
、在相同的贴
装部组件上的
头部信息变更
的)
更换供料器有改
善的情况下,
(只限于同款供
料器。CL→FS2的
变更、1005用→
0603用的变更是
不以记录的)
确认是否与
基板程序相
关
保养,备件更
换以及相关联
的调整动作
(只限于设
备)
1
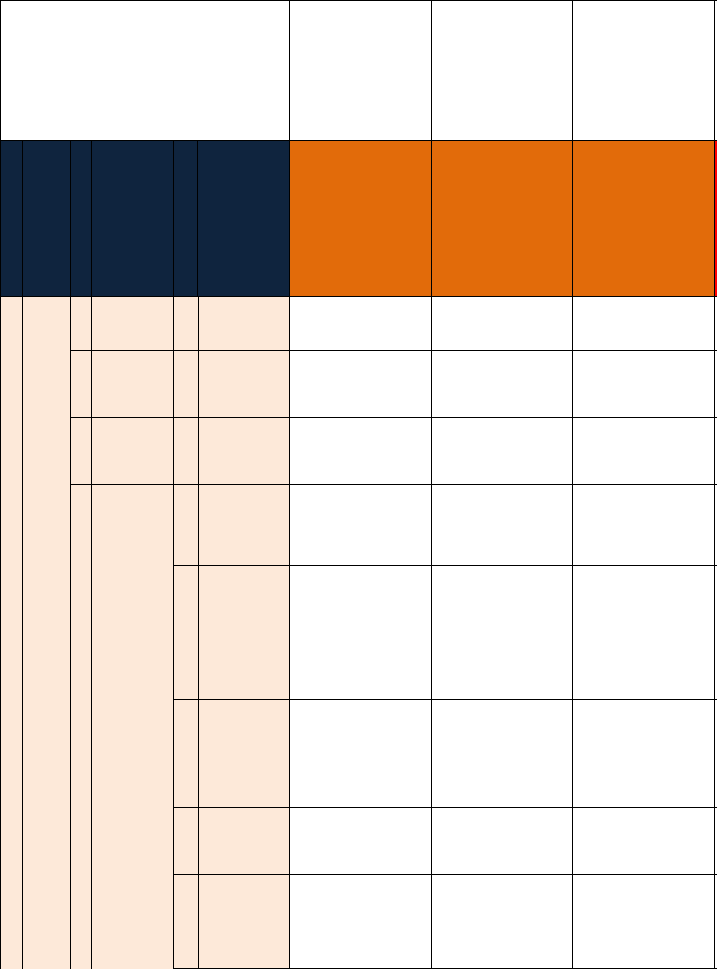
吸嘴型号与适用
元件大小存在差
异
1 使用吸嘴的错误
基板程序中使用的吸嘴是对
应元件大小的,如果吸嘴不
能吻合元件大小,这时就有
可能发生吸取报警
■基板程序→元件→基本参
数→使用吸嘴
所使用的吸嘴与对应元件的
确认
未確認 高 易 ○ ○ ○ ○ N Y N N Y Y
2
顶针和元件大小
存在差异
2 使用顶针错误
根据元件的大小和位置,正
确的使用顶针
■设备设定→设备参数→托
盘交换→坐标位置→顶针→
顶针类型
IC元件的顶针类型的确认
未確認 低 中 ○ N Y or N N N Y Y
3
移載站和元件大
小存在差异
3 使用移栽站错误
根据元件的大小和位置,正
确的使用移栽站
■设备设定→设备参数→托
盘交换→坐标位置→移栽站
→移栽站类型
IC元件的移栽站类型的确认
移栽站1是1个吸附孔的时
候,设定的地方只有一个。
移栽站2有4个吸附孔的时
候,从内测到外侧各有两个
。
未確認 低 中 ○ N Y or N N N Y N
4
吸嘴长度(吸嘴长
度以及先端长度)
不当
吸嘴的长度有没有正确的设
定在设备的参数中
■设备设定→设备参数→托
盘交换→吸嘴类型→吸嘴参
数
用游标卡尺测量实际吸嘴的
长度与设定的参数是否一致
基准长度为19mm。超过19mm
的情况下用-方向值记入(比
如20mm的时候-1.0mm记入)
。
边夹式吸嘴的情况下、吸嘴
的实际长度记入
未確認 中 中 ○ ○ ○ ○ N Y or N N N N N
5 吸嘴高度不当
基板程序中的吸取高度与实
际的吸取高度是否吻合,详
细请参照建议一栏
■基板程序→元件→吸料高
度(托盘元件的时候选托盘
厚度)
根据建议,选择适当的吸取
高度值
到供料器料带表面的设计高
度为62.5mm、吸附高度0时的
头部高度为62.8毫米、料带
厚度0.5mm时、料带与设计高
度应该是62.5 + 0.5 = 63mm
、吸取高度为0的时候,吸取
压入量应该是0.2mm此值为参
考值。塑料带状的元件,吸
取压入量应该为0.4~0.5mm。
未確認 高 易 ○ ○ ○ N Y N N Y N
6 元件厚度不当
确认基板程序中的元件厚度
参数是否设定正确
■基板程序→元件→形状→
外形尺寸元件厚度
有侧面视觉相机的时候,元
件识别时厚度测定,没有侧
面视觉相机的情况下用游标
卡尺进行厚度测量
未確認 高 易 ○ ○ N Y N N Y N
7 托盘厚度不当
确认基板程序中的托盘厚度
参数是否设定正确
■基板程序→元件→托盘→
托盘厚度
使用游标卡尺进行厚度测量
未確認 高 易 ○ N Y N N Y N
8
DYTF,YWF的移栽
站高度不当
确认设备的DYTF、YWF的吸取
位置高度是否正确
■机器设定→设备参数→托
盘更换→位置坐标→吸取位
置Z
确认吸取位置高度是否与基
板面高度相同
移栽站的取料高度在设备参
数里只有一个,实际高度与
设定参数不同的情况下需要
进行调整 未確認 低 中 ○ ○ N Y or N N N N Y
原因一览表
根据发生的最初现象,过程中的现象,来具体的分析
状况。
4 没有吸到元件
关于“各供给形式有
关联的东西”。
以吸附错误的零件的
供给形式的队列选择
。“。
分析原因的方法
特殊原因请参考
如果分析出原因后,需要确
认的地方
其他需要注意的地方 由项目确认的
情况下,尽可
能的留下记
录,为了以后
方便
表市场反馈
率和发生频
率
问题确认的
简易程度
从最简单的
场合入手调
查
在确认“吸嘴
”确认是否改
善的情况下。
有改善的场合
“Y(Yes )」
、改善如果没
有记入“N
(No )」。“
在确认对装置
本身问题的情
况下。
另外发生时,
“Y(Yes )」
、不发生的情
况下,“N
(No )」“
互换贴装头部
进行改善的情
况下,
有改善的情况
下「Y (Yes)
」、没有改善
的情况下「N
(No)」
在确认需要更换
供料器的情况下
有改善的情况「Y
(Yes)」、没有改
善的情况下「N
(No)」
同生产程序
是否有关联
同基板程序
相关的「Y
(Yes)」同基
板程序不相
关的「N
(No)」
保养或者备件
更换时「Y
(Yes)」。
注:没有保养
的情况下「N
(No)」不是保
养内的项目,
但有老化的情
况下「Y」
No
第一中間
事象
No 第二中間事象 No 原因的基板要素
区分方法
(判断原因的方法)
确认问题场所
(问题发生点以及如何修
正)
■确认问题场所
确认方法的记录
建议
确认实施的项
目
可能性
高:发生频
率较高
(100-70%)
中:高低之
间(69-
20%)
低:极少数
(20%未满)
确认的简易
程度
难:必须具
备专业技能
中:一般水
平
易:基本操
作即可
料
盘
托
盘
振
动
装
置
晶
元
更换吸嘴嘴症
状改善了吗?
。
交换(同样种
类的吸嘴。相
同的装置,同
一个头,用同
样的送料器。
“
比较容易发生
吸取错误的元
件,在其他设
备上进行确认
(必须使用一
样的元件参
数)
贴装信息用别
的贴装头确认
是否有改善
(相同的设备
、在相同的贴
装部组件上的
头部信息变更
的)
更换供料器有改
善的情况下,
(只限于同款供
料器。CL→FS2的
变更、1005用→
0603用的变更是
不以记录的)
确认是否与
基板程序相
关
保养,备件更
换以及相关联
的调整动作
(只限于设
备)
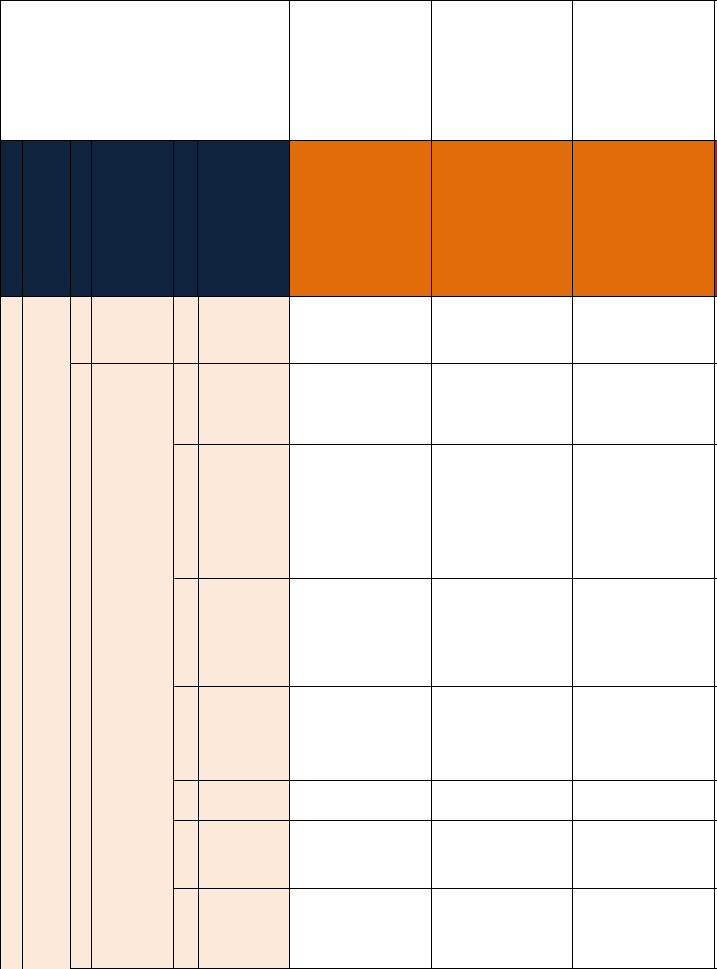
原因一览表
根据发生的最初现象,过程中的现象,来具体的分析
状况。
关于“各供给形式有
关联的东西”。
以吸附错误的零件的
供给形式的队列选择
。“。
9
吸嘴接触面的偏移
量不当
确认基板程序中元件与吸嘴
的吸取接触面偏移量是否正
常,个别中间开孔的吸嘴如
果偏移量过大就不能正常吸
取
■基板程序→元件→吸嘴接
触面偏移量ト
从元件表面开始的压入值
未確認 低 中 ○ ○ ○ ○ N Y N N Y N
10
吸嘴长度(全长以
及先端长度)的不
当
确认设备参数中是否正确的
设定了吸嘴的长度
■机器设定→规格信息→吸
嘴规格→吸嘴参数
使用游标卡尺测量实际的吸
嘴长度与设定值是否存在差
异
基准长度为19mm。超过19mm
的情况下用-方向值记入(比
如20mm的时候-1.0mm记入)
。
边夹式吸嘴的情况下、吸嘴
的实际长度记入
未確認 中 中 ○ ○ ○ ○ N Y or N N N N N
11 吸取高度不当
基板程序中的吸取高度与实
际的吸取高度是否吻合,详
细请参照建议一栏
■基板程序→元件→吸料高
度(托盘元件的时候选托盘
厚度)
根据建议,选择适当的吸取
高度值
到供料器料带表面的设计高
度为62.5mm、吸附高度0时的
头部高度为62.8毫米、料带
厚度0.5mm时、料带与设计高
度应该是62.5 + 0.5 = 63mm
、吸取高度为0的时候,吸取
压入量应该是0.2mm此值为参
考值。塑料带状的元件,吸
取压入量应该为0.4~0.5mm。
未確認 高 易 ○ ○ ○ N Y N N Y N
12 元件厚度不当
确认基板程序中的元件厚度
参数是否设定正确
■基板程序→元件→形状→
外形尺寸元件厚度
有侧面视觉相机的时候,元
件识别时厚度测定,没有侧
面视觉相机的情况下用游标
卡尺进行厚度测量
未確認 高 易 ○ ○ N Y N N Y N
13
DYTF,YWF的吸取
高度不当
确认设备的DYTF、YWF的吸取
位置高度是否正确
■机器设定→设备参数→托
盘更换→位置坐标→吸取位
置Z
确认吸取位置高度是否与基
板面高度相同
移栽站的取料高度在设备参
数里只有一个,实际高度与
设定参数不同的情况下需要
进行调整 未確認 低 中 ○ ○ N Y or N N N N Y
14 吸嘴回弹设定不当
确认设备参数中有没有正确
的设定吸嘴的回弹值
■机器设定→吸嘴信息→吸
嘴规格→吸嘴参数
实际吸嘴回弹的设定
如果吸嘴上没有回弹装置的
情况下,一般有内置回弹 未確認 低 中 ○ ○ ○ ○ N Y or N N N N N
15 托盘厚度不当
确认基板程序中有没有正确
的设定好托盘厚度
■基板程序→元件→托盘→
托盘厚度
使用游标卡尺进行测定 未確認 高 易 ○ N Y N N Y N
16
吸嘴接触面的偏移
量不当
确认基板程序中元件与吸嘴
的吸取接触面偏移量是否正
常,个别中间开孔的吸嘴如
果偏移量过大就不能正常吸
取
■基板データ-->部品-->吸
着-->Sノズル接触面オフセ
ット
部品の上面から何mm押し込
むか数値を入れる。
未確認 低 中 ○ ○ ○ ○ N Y N N Y N
5 吸取时压入过量