YS12吸料报警FTA对策方法(简版).pdf - 第6页
分析原因的方法 特殊原因请参考 如果分析出原因后,需要确 认的地方 其他需要注意的地方 由项目确认的 情况下,尽可 能的留下记 录,为了以后 方便 表市场反馈 率和发生频 率 问题确认的 简易程度 从最简单的 场合入手调 查 在确认“吸嘴 ”确认是否改 善的情况下。 有改善的场合 “Y(Yes )」 、改善如果没 有记入“N (No )」。“ 在确认对装置 本身问题的情 况下。 另外发生时, “Y(Yes )」 、不发生的情 况下,“N…
分析原因的方法
特殊原因请参考
如果分析出原因后,需要确
认的地方
其他需要注意的地方 由项目确认的
情况下,尽可
能的留下记
录,为了以后
方便
表市场反馈
率和发生频
率
问题确认的
简易程度
从最简单的
场合入手调
查
在确认“吸嘴
”确认是否改
善的情况下。
有改善的场合
“Y(Yes )」
、改善如果没
有记入“N
(No )」。“
在确认对装置
本身问题的情
况下。
另外发生时,
“Y(Yes )」
、不发生的情
况下,“N
(No )」“
互换贴装头部
进行改善的情
况下,
有改善的情况
下「Y (Yes)
」、没有改善
的情况下「N
(No)」
在确认需要更换
供料器的情况下
有改善的情况「Y
(Yes)」、没有改
善的情况下「N
(No)」
同生产程序
是否有关联
同基板程序
相关的「Y
(Yes)」同基
板程序不相
关的「N
(No)」
保养或者备件
更换时「Y
(Yes)」。
注:没有保养
的情况下「N
(No)」不是保
养内的项目,
但有老化的情
况下「Y」
No
第一中間
事象
No 第二中間事象 No 原因的基板要素
区分方法
(判断原因的方法)
确认问题场所
(问题发生点以及如何修
正)
■确认问题场所
确认方法的记录
建议
确认实施的项
目
可能性
高:发生频
率较高
(100-70%)
中:高低之
间(69-
20%)
低:极少数
(20%未满)
确认的简易
程度
难:必须具
备专业技能
中:一般水
平
易:基本操
作即可
料
盘
托
盘
振
动
装
置
晶
元
更换吸嘴嘴症
状改善了吗?
。
交换(同样种
类的吸嘴。相
同的装置,同
一个头,用同
样的送料器。
“
比较容易发生
吸取错误的元
件,在其他设
备上进行确认
(必须使用一
样的元件参
数)
贴装信息用别
的贴装头确认
是否有改善
(相同的设备
、在相同的贴
装部组件上的
头部信息变更
的)
更换供料器有改
善的情况下,
(只限于同款供
料器。CL→FS2的
变更、1005用→
0603用的变更是
不以记录的)
确认是否与
基板程序相
关
保养,备件更
换以及相关联
的调整动作
(只限于设
备)
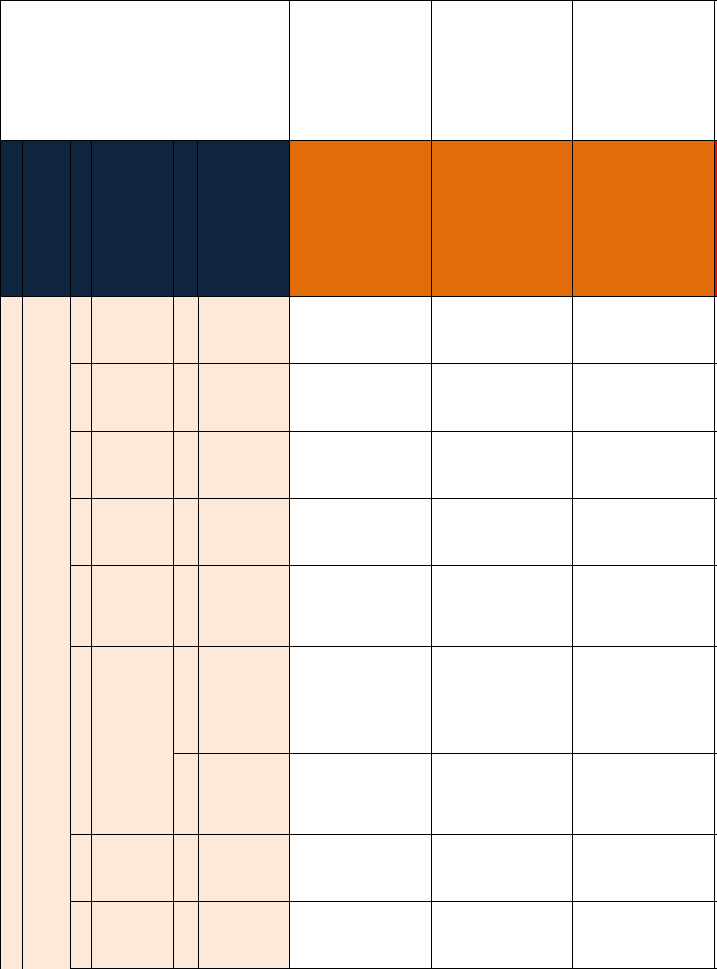
原因一览表
根据发生的最初现象,过程中的现象,来具体的分析
状况。
关于“各供给形式有
关联的东西”。
以吸附错误的零件的
供给形式的队列选择
。“。
10
实际与托盘间距
的差异
26
托盘元件取料间距
不适当
确认基板程序中的托盘元件
间距与实际托盘元件的间距
是够正确
■基板程序→元件→托盘→
元件间距XY
用示教设置正确的间距,间
距移动来确认元件的初始位
置和结束位置是否正确
未確認 中 易 ○ ○ N Y N N Y N
11
元件的状态与吸
嘴的角度存在差
异
27
元件吸取角度不适
当
确认是否正确的对应元件状
态的吸取角度
■基板程序→元件→吸取→
吸取角度
根据元件的形态设置正确的
吸取角度
需要设定吸取角度的时候,
正确的贴装角度与实际贴装
角度需要确认后贴装 未確認 中 易 ○ ○ ○ ○ N Y N N Y N
12 数据库使用错误 28
数据库元件信息调
出错误
确认数据库自动保存功能是
否开启,并确认是否用错数
据库元件
■确认数据库备份的时机,
有时候元件数据完成后或者
开始前,做成的元件会保存
至数据库
全备份时,需要确认数据库
的内容是否正确,有问题的
时候需要修改后反设置,确
认设置的号码是否同数据库
的号码吻合
未確認 低 中 ○ ○ ○ ○ N Y or N N N Y or N N
13
固定基板的运用
错误
29
错误的元件信息使
用
优化基板程序时,确认元件
自动匹配机能是否正确使
用,错误的元件信息上传至
数据库后,优化时可能会被
自动匹配
■程序优化→
不想基板元件固定信息优化
的时候,可以将此处选项勾
掉
未確認 低 中 ○ ○ ○ ○ N Y or N N N Y or N N
14
特殊软件匹配的
错误
30
吸料前特殊设定的
不匹配
确认设备参数特殊设置是够
正确
■机器参数→特殊设定→详
细设定
■基板程序
确认正确的机器设置和正确
的基板程序
识别参数有三种,分别输入
正确的标记点号码和偏移量
的值
未確認 低 中 ○ ○ N Y or N N N Y N
31
吸取MACS信息不适
当
确认吸取MACS对应的标记号
码以及对应标记点的设定是
否正常
■机器设置→吸取MAC→供料
器MACS的标记番号,吸嘴
MACS的数据库号码
设备头部移至标记点位置,
示教后确认是否在标记点中
心位置
未確認 低 中 ○ ○ N Y or N N Y or N N N
32
使用的元件尺寸不
适当
吸取MACS对应元件尺寸设定
错误时,取料补正时会发生
偏移
■マシン設定-->吸着MACS--
>吸着マックスサイズ
吸着MACSの部品サイズが使
用したい部品サイズで有効
になっているか確認する。
未確認 低 中 ○ N Y or N N N N N
16
接料带相关的检
出错误
33
元件的余量编辑不
适当
确认元件的实际数量和程序
中的使用数量是否吻合,不
正确的清理下需要修正
■设备→显示器→生产→余
量编辑
确认程序中元件的数量与实
际元件的 数量是否吻合
料盘管理器、需要注意设备
上使用中的元件余量编辑不
可 未確認 中 易 ○ N Y N N N N
16 接料带相关错误 34 料带连接不适当
接料带的区域数量与实际设
定的不吻合,需要确认正确
的接料方式
■IT-System→ID编辑→元件
ID→接料区间位置
从元件的接料位置可以设置
适当的接料区间
如果3000颗元件设定余量管
理为100的情况下,正常接料
区间为2950到3050之间 未確認 中 易 ○ N Y N N N N
15
吸料MACS的设定
错误
分析原因的方法
特殊原因请参考
如果分析出原因后,需要确
认的地方
其他需要注意的地方 由项目确认的
情况下,尽可
能的留下记
录,为了以后
方便
表市场反馈
率和发生频
率
问题确认的
简易程度
从最简单的
场合入手调
查
在确认“吸嘴
”确认是否改
善的情况下。
有改善的场合
“Y(Yes )」
、改善如果没
有记入“N
(No )」。“
在确认对装置
本身问题的情
况下。
另外发生时,
“Y(Yes )」
、不发生的情
况下,“N
(No )」“
互换贴装头部
进行改善的情
况下,
有改善的情况
下「Y (Yes)
」、没有改善
的情况下「N
(No)」
在确认需要更换
供料器的情况下
有改善的情况「Y
(Yes)」、没有改
善的情况下「N
(No)」
同生产程序
是否有关联
同基板程序
相关的「Y
(Yes)」同基
板程序不相
关的「N
(No)」
保养或者备件
更换时「Y
(Yes)」。
注:没有保养
的情况下「N
(No)」不是保
养内的项目,
但有老化的情
况下「Y」
No
第一中間
事象
No 第二中間事象 No 原因的基板要素
区分方法
(判断原因的方法)
确认问题场所
(问题发生点以及如何修
正)
■确认问题场所
确认方法的记录
建议
确认实施的项
目
可能性
高:发生频
率较高
(100-70%)
中:高低之
间(69-
20%)
低:极少数
(20%未满)
确认的简易
程度
难:必须具
备专业技能
中:一般水
平
易:基本操
作即可
料
盘
托
盘
振
动
装
置
晶
元
更换吸嘴嘴症
状改善了吗?
。
交换(同样种
类的吸嘴。相
同的装置,同
一个头,用同
样的送料器。
“
比较容易发生
吸取错误的元
件,在其他设
备上进行确认
(必须使用一
样的元件参
数)
贴装信息用别
的贴装头确认
是否有改善
(相同的设备
、在相同的贴
装部组件上的
头部信息变更
的)
更换供料器有改
善的情况下,
(只限于同款供
料器。CL→FS2的
变更、1005用→
0603用的变更是
不以记录的)
确认是否与
基板程序相
关
保养,备件更
换以及相关联
的调整动作
(只限于设
备)
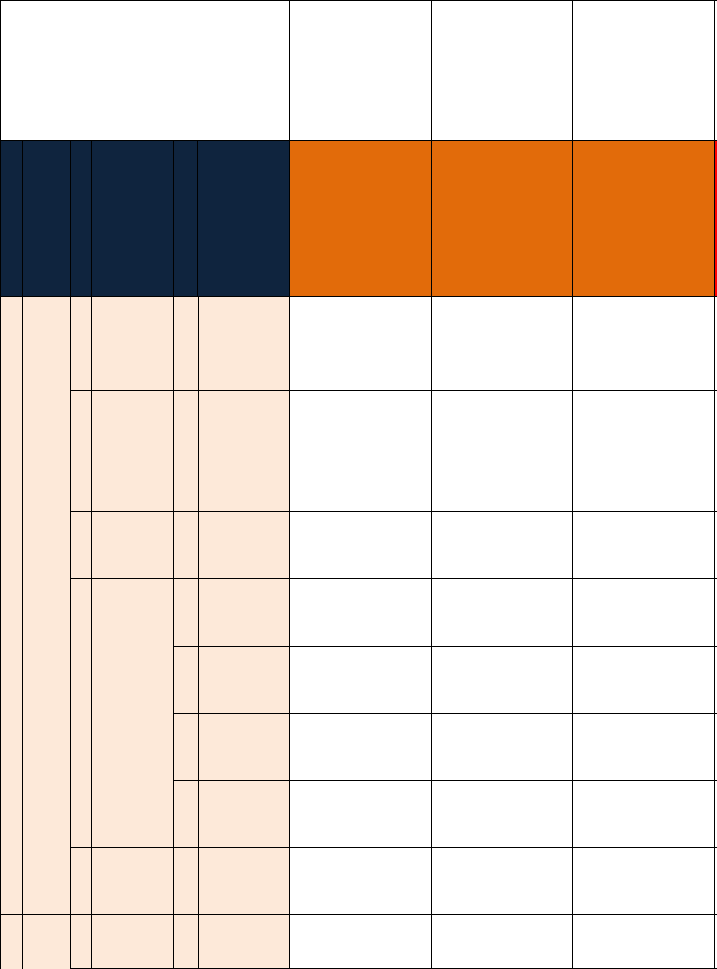
原因一览表
根据发生的最初现象,过程中的现象,来具体的分析
状况。
关于“各供给形式有
关联的东西”。
以吸附错误的零件的
供给形式的队列选择
。“。
17 料带的干扰 35
料带长度剪切不适
当
确认设备参数接料带长度的
规格值,料带太长会导致更
多的报警频率
■机器设定→机器参数→机
器坐标→位置坐标的切刀标
准切带长度和最长切带长度
。
料带有干扰的时候,尽可能
的将切料带长度剪短
标准的剪切长度是以元件的
传送间距来依据,根据实际
元件料带的供给状态,来调
整切带长度的时机 未確認 中 中 ○ N Y or N N N N N
18
连续吸料时,送
料器供料不良
36 供料器规格不适当
确认设备参数里的供料器规
格值是否正确
■机器设置→规格信息→供
料器规格→传送时间
・SS8mm
传送间距4mm,传送时间为
80ms
传送间距2mm,传送时间为
70ms
・ZS8mm
传送间距2mm,传送时间为
50ms
未確認 低 難 ○ ○ N Y N N N N
19
实际元件与托盘
设定元件的数量
不吻合
37 元件个数不适当
基板程序中的元件个数与实
际托盘元件个数是否有差异
■基板程序→元件→托盘→
元件个数
正确的输入元件的XY的个数
未確認 中 易 ○ N Y N N Y N
38 照明设定不适当
确认元件适当值优化后的识
别结果
■基板程序→元件→识别→
照明级别
元件识别,确认是否自动查
找正确的照明级别
镜面元件用同轴照明、球形
引脚元件用侧光照明
未確認 中 中 ○ ○ ○ ○ N Y N N Y Y
39
照明板脏了或者老
化
确认元件适当值优化后的照
明识别结果
■基板程序→元件→识别→
照明级别
元件识别,确认是否自动查
找正确的照明级别
未確認 中 中 ○ ○ ○ ○ N N N N N Y
40
元件的灰度值不适
当
芯片元件时,照明自动补偿
功能的灵活运用
■基板程序→元件→识别→
照明级别
元件识别,确认是否自动查
找正确的照明级别
未確認 中 中 ○ ○ ○ ○ N Y N N Y Y
41 定义形状不适当
元件自动优化完成后,打开
自定义形状,确认实际元件
的形状与自定义形状是否一
致
■基板程序→元件→识别→
照明级别
元件识别后,打开定义形状
确认实际与设定有无差异
未確認 中 中 ○ ○ ○ ○ N Y N N Y N
21
吸取真空值设定
错误
42
吸取贴装的真空等
级设定不良(机
器)
根据装机表格确认基准值,
设备设定的各个头以及各吸
嘴的真空等级的确认
■机器设置→机器参数→头
部→吸贴装级别
装机表格上确认各吸嘴的真
空级别值。
未確認 低 中 ○ ○ ○ ○ N Y or N Y N N Y
1
没有正确的设定
吸取位置
43 吸取位置示教错误
基板程序中元件信息的吸取
位置示教补正的确认,排插
等特殊元件因为有限制,需
要确认是否用到相对示教
■基板程序→元件→吸取→
吸取位置XY
自动跟踪后确认是否能到达
元件的中心位置
个别供料器用到相对示教的
时候、取料位置和供料器的
位置会发生变化、每次都需
要进行跟踪确认
未確認 高 易 ○ ○ ○ ○ N Y N N Y N
20
元件没有很好的
识别到
分析原因的方法
特殊原因请参考
如果分析出原因后,需要确
认的地方
其他需要注意的地方 由项目确认的
情况下,尽可
能的留下记
录,为了以后
方便
表市场反馈
率和发生频
率
问题确认的
简易程度
从最简单的
场合入手调
查
在确认“吸嘴
”确认是否改
善的情况下。
有改善的场合
“Y(Yes )」
、改善如果没
有记入“N
(No )」。“
在确认对装置
本身问题的情
况下。
另外发生时,
“Y(Yes )」
、不发生的情
况下,“N
(No )」“
互换贴装头部
进行改善的情
况下,
有改善的情况
下「Y (Yes)
」、没有改善
的情况下「N
(No)」
在确认需要更换
供料器的情况下
有改善的情况「Y
(Yes)」、没有改
善的情况下「N
(No)」
同生产程序
是否有关联
同基板程序
相关的「Y
(Yes)」同基
板程序不相
关的「N
(No)」
保养或者备件
更换时「Y
(Yes)」。
注:没有保养
的情况下「N
(No)」不是保
养内的项目,
但有老化的情
况下「Y」
No
第一中間
事象
No 第二中間事象 No 原因的基板要素
区分方法
(判断原因的方法)
确认问题场所
(问题发生点以及如何修
正)
■确认问题场所
确认方法的记录
建议
确认实施的项
目
可能性
高:发生频
率较高
(100-70%)
中:高低之
间(69-
20%)
低:极少数
(20%未满)
确认的简易
程度
难:必须具
备专业技能
中:一般水
平
易:基本操
作即可
料
盘
托
盘
振
动
装
置
晶
元
更换吸嘴嘴症
状改善了吗?
。
交换(同样种
类的吸嘴。相
同的装置,同
一个头,用同
样的送料器。
“
比较容易发生
吸取错误的元
件,在其他设
备上进行确认
(必须使用一
样的元件参
数)
贴装信息用别
的贴装头确认
是否有改善
(相同的设备
、在相同的贴
装部组件上的
头部信息变更
的)
更换供料器有改
善的情况下,
(只限于同款供
料器。CL→FS2的
变更、1005用→
0603用的变更是
不以记录的)
确认是否与
基板程序相
关
保养,备件更
换以及相关联
的调整动作
(只限于设
备)
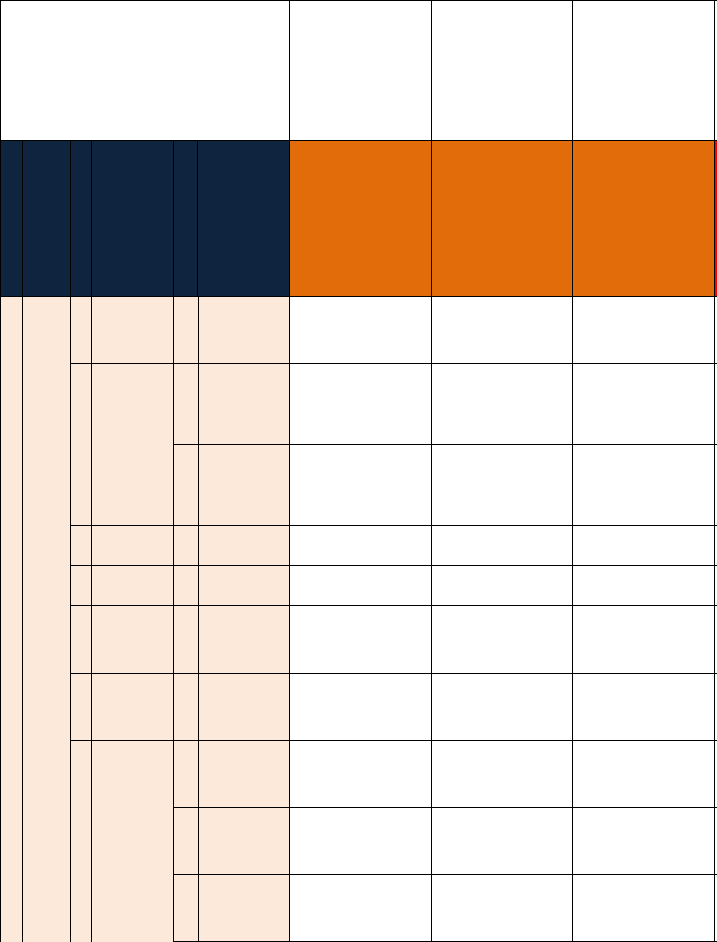
原因一览表
根据发生的最初现象,过程中的现象,来具体的分析
状况。
关于“各供给形式有
关联的东西”。
以吸附错误的零件的
供给形式的队列选择
。“。
2
没有使用正确的
基板程序
44 基板程序选择错误
调取的基板程序与实际需要
生产使用的基板程序是否一
致
■基板程序名称
现在调取的基板程序和实际
所需的基板程序是否吻合。
相同名称的基板程序,确认
有无调取错误,双轨设备使
用基板程序不同的情况下,
需要对每个轨道进行程序调
取
未確認 中 易 ○ ○ ○ ○ N Y N N Y or N N
45 元件安装错误
更换料带元件时,确认首颗
元件是否在指定的位置
■供料器
用移动相机跟踪至取料位
置,观察供料器上的取料标
记和元件的实际位置是否在
同一直线上
未確認 高 易 ○ ○ N Y or N N Y or N N N
46 送料间距偏移
往供料器上安装元件时,需
要确认首颗元件的初始位置
是否正确
■供料器
用移动相机跟踪至取料位
置,观察供料器上的取料标
记和元件的实际位置是否在
同一直线上
SS8mm的供料器,传送按钮按
一次传送间距为2mm。大型元
件传送的时候,按一次传送
按钮确认传送间距是否有异
常
未確認 高 易 ○ N Y or N N Y or N N N
4
料带本身状态的
问题
47 料带卷曲
供料器安装元件时,确认元
件的料带是否有卷曲状态
■料盘架,料盘
未確認 高 易 ○ N Y N Y or N N N
5
没有吸取到正确
的元件
48 安装了错误的元件
没有吸取到基板程序中指定
的元件
■供料器和料盘 相同元件名称,厚度不同的
情况下需要注意元件的厚度 未確認 低 易 ○ ○ ○ ○ N Y N N N N
6
元件的状态与吸
嘴的吸取角度存
在差异
49 托盘元件安装反向
安装托盘时,需要确认托盘
的方向是否安装正确
■托盘
料盘安装到托盘上时,注意
实际元件的极性与程序中的
极性是否存在差异
未確認 低 易 ○ N Y or N N N N N
7
没有正确的安装
托盘元件
50
安装错误(原点位
置的错误,或者忘
记安装固定磁条)
安装托盘时,需要确认托盘
的方向是否安装正确以及磁
条的安装是否正确
■托盘
料盘安装到托盘上时,注意
实际元件的极性与程序中的
极性是否存在差异
托盘安装的正确取料位置,
设备后面看是在右后位置,
从设备前侧看是在左前的位
置
未確認 低 易 ○ N Y or N N N N N
51 元件未出
安装供料器时,需要确认元
件是否脱落或侧翻
■供料器,供料器安装平台
供料器安装时,需要确认供
料器安装平台处是否有异物
未確認 高 易 ○ ○ N N N Y or N N N
52 是否安装到位
安装供料器时,供料器的安
装是否到位
■供料器,供料器安装平台
供料器安装时,根据手顺书
进行正确的安装
供料器安装用力过大时,需
要注意安装平台的安装孔可
能会发生变形 未確認 中 易 ○ ○ N Y or N N Y or N N N
53 压料盖种类错误
确认供料器的压盖是否正确 ■供料器,供料器压盖
根据元件种类的不同,选择
正确的送料器压盖
标准,T0.3,1005和0603的
供料器压盖不同,需要注意
SS8mm的供料器有W4P1和W4P2
两种需要区分
未確認 高 易 ○ N Y or N N Y or N N N
料带元件更换
时,没有将元件
供给到指定位置
3