YS12吸料报警FTA对策方法(简版).pdf - 第14页
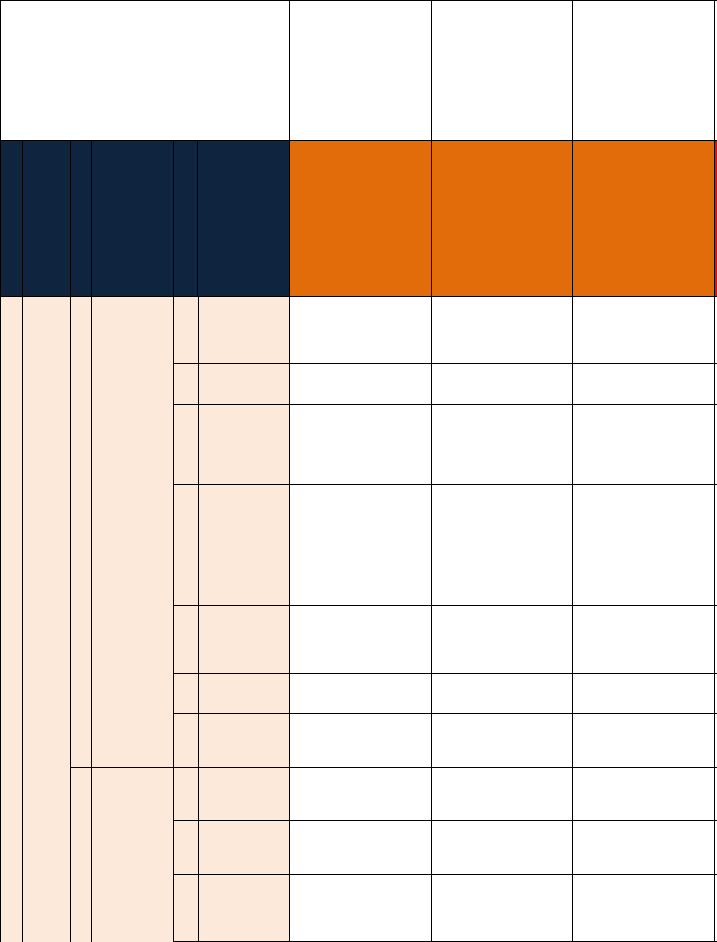
分析原因的方法 特殊原因请参考 如果分析出原因后,需要确 认的地方 其他需要注意的地方 由项目确认的 情况下,尽可 能的留下记 录,为了以后 方便 表市场反馈 率和发生频 率 问题确认的 简易程度 从最简单的 场合入手调 查 在确认“吸嘴 ”确认是否改 善的情况下。 有改善的场合 “Y(Yes )」 、改善如果没 有记入“N (No )」。“ 在确认对装置 本身问题的情 况下。 另外发生时, “Y(Yes )」 、不发生的情 况下,“N…
分析原因的方法
特殊原因请参考
如果分析出原因后,需要确
认的地方
其他需要注意的地方 由项目确认的
情况下,尽可
能的留下记
录,为了以后
方便
表市场反馈
率和发生频
率
问题确认的
简易程度
从最简单的
场合入手调
查
在确认“吸嘴
”确认是否改
善的情况下。
有改善的场合
“Y(Yes )」
、改善如果没
有记入“N
(No )」。“
在确认对装置
本身问题的情
况下。
另外发生时,
“Y(Yes )」
、不发生的情
况下,“N
(No )」“
互换贴装头部
进行改善的情
况下,
有改善的情况
下「Y (Yes)
」、没有改善
的情况下「N
(No)」
在确认需要更换
供料器的情况下
有改善的情况「Y
(Yes)」、没有改
善的情况下「N
(No)」
同生产程序
是否有关联
同基板程序
相关的「Y
(Yes)」同基
板程序不相
关的「N
(No)」
保养或者备件
更换时「Y
(Yes)」。
注:没有保养
的情况下「N
(No)」不是保
养内的项目,
但有老化的情
况下「Y」
No
第一中間
事象
No 第二中間事象 No 原因的基板要素
区分方法
(判断原因的方法)
确认问题场所
(问题发生点以及如何修
正)
■确认问题场所
确认方法的记录
建议
确认实施的项
目
可能性
高:发生频
率较高
(100-70%)
中:高低之
间(69-
20%)
低:极少数
(20%未满)
确认的简易
程度
难:必须具
备专业技能
中:一般水
平
易:基本操
作即可
料
盘
托
盘
振
动
装
置
晶
元
更换吸嘴嘴症
状改善了吗?
。
交换(同样种
类的吸嘴。相
同的装置,同
一个头,用同
样的送料器。
“
比较容易发生
吸取错误的元
件,在其他设
备上进行确认
(必须使用一
样的元件参
数)
贴装信息用别
的贴装头确认
是否有改善
(相同的设备
、在相同的贴
装部组件上的
头部信息变更
的)
更换供料器有改
善的情况下,
(只限于同款供
料器。CL→FS2的
变更、1005用→
0603用的变更是
不以记录的)
确认是否与
基板程序相
关
保养,备件更
换以及相关联
的调整动作
(只限于设
备)
原因一览表
根据发生的最初现象,过程中的现象,来具体的分析
状况。
关于“各供给形式有
关联的东西”。
以吸附错误的零件的
供给形式的队列选择
。“。
100 马达不良
跟踪到吸取位置,手动进行
元件供给后,确认每次是否
都在元件的中心
■元件→示教
跟踪到吸取位置,手动进行
元件供给后,确认每次是否
都在元件的中心
未確認 低 中 ○ N Y or N N Y N N
101 不能拉动料盘
元件供给时,料盘的状态进
行确认
■料带
确认料盘的正常供给状态
确认料盘上有无粘有异物
未確認 中 易 ○ N Y or N N Y or N N N
102 料带供给宽度错误
12mm供料器的时候,需要确
认导料槽下面的支架是否安
装(16mm时需要将其取出)
■供料器
112mm供料器的时候,需要确
认导料槽下面的支架是否安
装(16mm时需要将其取出)
未確認 低 易 ○ N Y or N N Y or N N N
103 送料器压盖不良
FS/SS/ZS
支撑挡块是否安装在正确位
置
CL大型
联锁压盖的确认,根据元件
大小调整压盖的位置
■FS/SS/ZS供料器
支撑挡块是否安装在正确位
置
■CL大型供料器
老款:确认以及更换传送装
置 新款:确认传
送装置,如有问题,在维修
站上进行调整
FS/SS/ZS
正确的安装好供料器,在使
用一定的时间后,可能会有
供料器压盖翘起等要因的发
生(需要对供料器的安装确
认到位)
未確認 中 易 ○ N Y or N N Y or N N N
104 传动是否正常
手动操作供料器传送时,要
确认供料器的供料位置是否
正常
■供料器
传送不良时,对传送部位进
行保养
未確認 低 易 ○ N Y or N N Y N N
105 固定挡块调整不良
固定挡块是否安装(或转
动)到位
■供料器
吸取位置不良时,需要确认
传送装置以及调整传动齿轮
未確認 低 中 ○ N Y or N N Y N N
106
弹簧使用错误,导
致料膜拉伸
确认供料器压盖是否有突
起,料带是否传送过头
■供料器
如有元件传送不良时,需要
确认传动装置,卷取装置的
弹簧是否存在使用错误
未確認 低 易 ○ N Y or N N Y or N N N
107 基板故障
确认指示灯的亮灯状态和报
警编号
■装置→供料器
供料器有报警的时候,更换
供料器确认
未確認 低 中 ○ ○ N Y or N N Y N N
108 软件的不良
不管更换多少供料器都有报
警的情况下,需要确认版本
■调整
确认供料器软件是否适当,
旧版本及时更新至新版本
未確認 低 難 ○ ○ N Y or N N Y or N N N
109
供料器控制板卡不
良
供料器更换到其他位置确
认,或者更换台车进行确认
■台车
更换供料器确认其有无发生
变化,更换台车确认是否正
常
未確認 低 中 ○ ○ N Y or N N N N Y
供
2
元件没有停止在
正确的吸料位置
3
供料器本体动作
的问题
分析原因的方法
特殊原因请参考
如果分析出原因后,需要确
认的地方
其他需要注意的地方 由项目确认的
情况下,尽可
能的留下记
录,为了以后
方便
表市场反馈
率和发生频
率
问题确认的
简易程度
从最简单的
场合入手调
查
在确认“吸嘴
”确认是否改
善的情况下。
有改善的场合
“Y(Yes )」
、改善如果没
有记入“N
(No )」。“
在确认对装置
本身问题的情
况下。
另外发生时,
“Y(Yes )」
、不发生的情
况下,“N
(No )」“
互换贴装头部
进行改善的情
况下,
有改善的情况
下「Y (Yes)
」、没有改善
的情况下「N
(No)」
在确认需要更换
供料器的情况下
有改善的情况「Y
(Yes)」、没有改
善的情况下「N
(No)」
同生产程序
是否有关联
同基板程序
相关的「Y
(Yes)」同基
板程序不相
关的「N
(No)」
保养或者备件
更换时「Y
(Yes)」。
注:没有保养
的情况下「N
(No)」不是保
养内的项目,
但有老化的情
况下「Y」
No
第一中間
事象
No 第二中間事象 No 原因的基板要素
区分方法
(判断原因的方法)
确认问题场所
(问题发生点以及如何修
正)
■确认问题场所
确认方法的记录
建议
确认实施的项
目
可能性
高:发生频
率较高
(100-70%)
中:高低之
间(69-
20%)
低:极少数
(20%未满)
确认的简易
程度
难:必须具
备专业技能
中:一般水
平
易:基本操
作即可
料
盘
托
盘
振
动
装
置
晶
元
更换吸嘴嘴症
状改善了吗?
。
交换(同样种
类的吸嘴。相
同的装置,同
一个头,用同
样的送料器。
“
比较容易发生
吸取错误的元
件,在其他设
备上进行确认
(必须使用一
样的元件参
数)
贴装信息用别
的贴装头确认
是否有改善
(相同的设备
、在相同的贴
装部组件上的
头部信息变更
的)
更换供料器有改
善的情况下,
(只限于同款供
料器。CL→FS2的
变更、1005用→
0603用的变更是
不以记录的)
确认是否与
基板程序相
关
保养,备件更
换以及相关联
的调整动作
(只限于设
备)
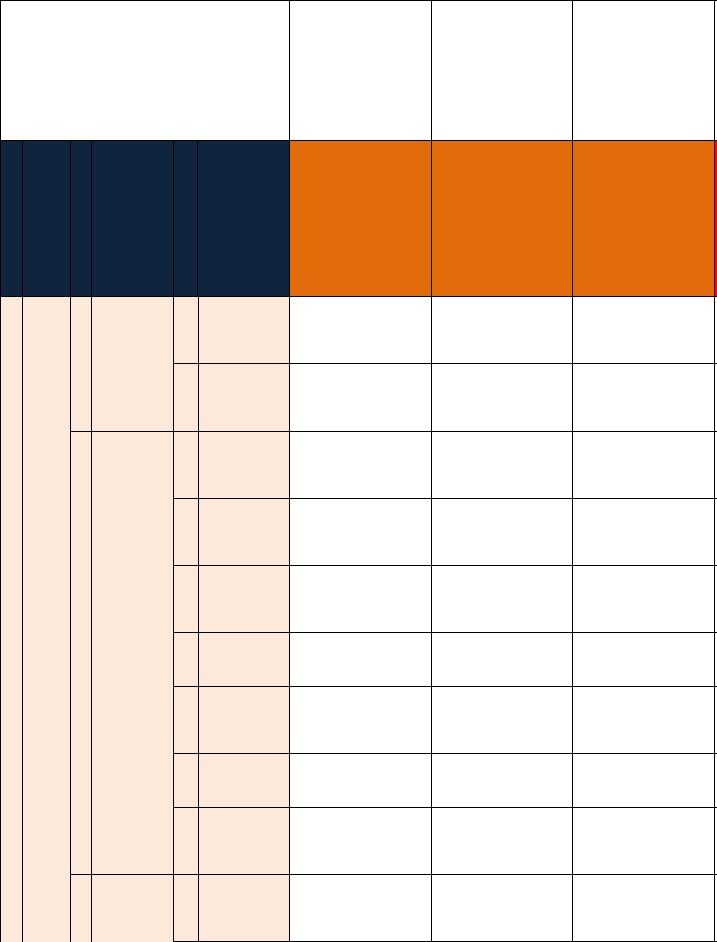
原因一览表
根据发生的最初现象,过程中的现象,来具体的分析
状况。
关于“各供给形式有
关联的东西”。
以吸附错误的零件的
供给形式的队列选择
。“。
110 传送I/O不良
将供料器取下后,在装置的
I/O中进行开关,确认底座处
是否有真空
■供料器平台
在I/O中进行动作确认,如没
有气压,需更换轨道关联的
板卡
Xg设备以前是用转接板卡控
制供料器处的电磁阀
未確認 低 中 ○ ○ N N N N N Y
111
供料器安装平台的
电磁阀不良
将供料器取下后,在装置的
I/O中进行开关,确认底座处
是否有真空,或者手动对电
磁阀进行开关确认是否有真
空
■电磁阀
电磁阀上的按钮手动进行操
作,没有动作的情况下,需
更换新电磁阀进行确认。
未確認 低 中 ○ ○ N N N N N Y
112 料带料槽不良
跟踪至供料器的吸取位置
后,传送元件,元件在料带
内部是否发生位置变化(翻
件,跳出等)
■元件→示教
移动相机跟踪至吸取位置,
确认元件在料带中的位置是
否正常。
电动供料器的情况下,需要
降低供料速度对供料状态进
行检查 未確認 中 中 ○ N Y N N N N
113 送料速度过快
跟踪至供料器的吸取位置
后,传送元件,元件在料带
内部是否发生位置变化(翻
件,跳出等)
■基板程序→元件→基本→
传送速度
设备默认100,根据实际情况
调整
未確認 中 中 ○ ○ N Y or N N Y or N Y N
114 剥離帯静电
剥离塑料膜时,需要确认是
否有元件被静电带起
■料带
生产环境以及元件的保存的
湿度应该在40%左右。
发生期(冬天夏天)、确认
贴装环境的湿度和元件管理
的湿度
暂定,用湿巾轻擦料盘元
件,看是否有改善。
未確認 中 中 ○ N Y N N N N
115 元件供给时弹出
手动操作供料器传送时,确
认元件是否弹出
■供料器
确认供料器导料槽内是否有
安装磁条或者弹片
未確認 低 難 ○ N Y or N N Y N N
116 送料器压盖变形
更换送料压盖,来比较是否
压盖有问题
■供料器
元件传送不稳定时,确认送
料器压盖或者更换
未確認 低 中 ○ N Y or N N Y N N
117 剥离宽度不适
确认是否用到与元件相对应
的送料器压盖
■供料器
根据元件的实际宽度,选择
宽度适合的供料器压盖
未確認 低 中 ○ N Y or N N Y or N N N
118
特殊厚度的元件用
普通导料槽的不良
确认过厚的元件要用到厚度
相对应的供料器(导料槽)
■料带
厚度小于0.3mm以下的料带
膜,选择T03供料器或者FS供
料器
用到FS供料器的时候,料带
料膜的厚度可以忽略不计
未確認 中 中 ○ N Y or N N Y or N N N
119 安装错误
确认安装料带元件时塑料膜
的剥离是否到位
■供料器,料盘
移动相机跟踪至吸取位置,
确认料膜是否安全剥离或者
堵住导料槽
未確認 中 易 ○ N Y or N N Y or N N N
4
料
器
供
料
方
面
的
问
题
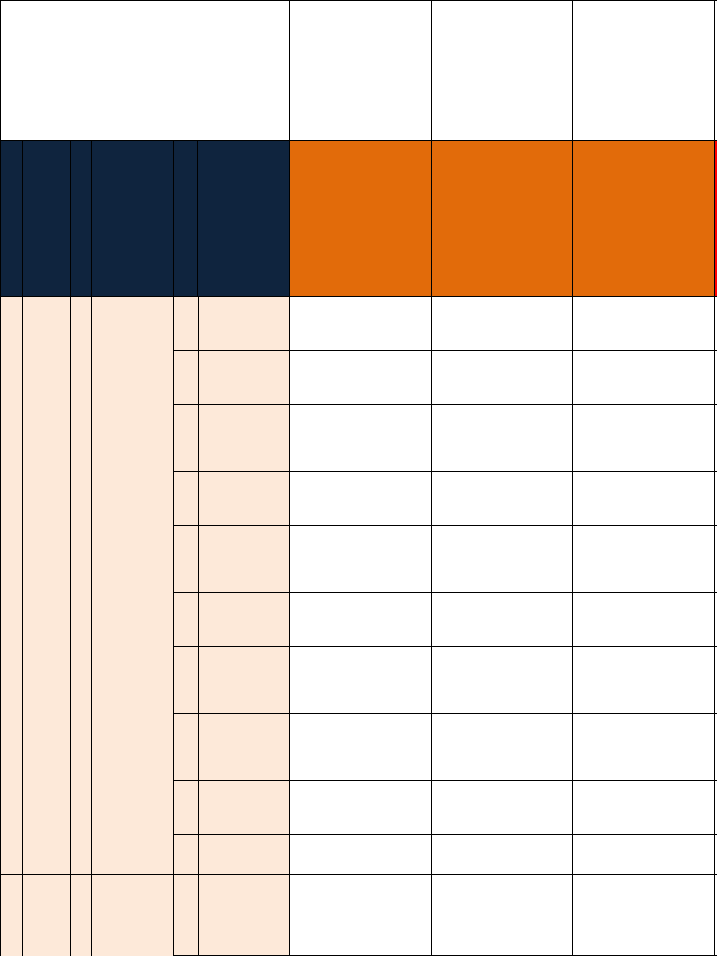
4
供料时,元件的
供给状态不稳定
分析原因的方法
特殊原因请参考
如果分析出原因后,需要确
认的地方
其他需要注意的地方 由项目确认的
情况下,尽可
能的留下记
录,为了以后
方便
表市场反馈
率和发生频
率
问题确认的
简易程度
从最简单的
场合入手调
查
在确认“吸嘴
”确认是否改
善的情况下。
有改善的场合
“Y(Yes )」
、改善如果没
有记入“N
(No )」。“
在确认对装置
本身问题的情
况下。
另外发生时,
“Y(Yes )」
、不发生的情
况下,“N
(No )」“
互换贴装头部
进行改善的情
况下,
有改善的情况
下「Y (Yes)
」、没有改善
的情况下「N
(No)」
在确认需要更换
供料器的情况下
有改善的情况「Y
(Yes)」、没有改
善的情况下「N
(No)」
同生产程序
是否有关联
同基板程序
相关的「Y
(Yes)」同基
板程序不相
关的「N
(No)」
保养或者备件
更换时「Y
(Yes)」。
注:没有保养
的情况下「N
(No)」不是保
养内的项目,
但有老化的情
况下「Y」
No
第一中間
事象
No 第二中間事象 No 原因的基板要素
区分方法
(判断原因的方法)
确认问题场所
(问题发生点以及如何修
正)
■确认问题场所
确认方法的记录
建议
确认实施的项
目
可能性
高:发生频
率较高
(100-70%)
中:高低之
间(69-
20%)
低:极少数
(20%未满)
确认的简易
程度
难:必须具
备专业技能
中:一般水
平
易:基本操
作即可
料
盘
托
盘
振
动
装
置
晶
元
更换吸嘴嘴症
状改善了吗?
。
交换(同样种
类的吸嘴。相
同的装置,同
一个头,用同
样的送料器。
“
比较容易发生
吸取错误的元
件,在其他设
备上进行确认
(必须使用一
样的元件参
数)
贴装信息用别
的贴装头确认
是否有改善
(相同的设备
、在相同的贴
装部组件上的
头部信息变更
的)
更换供料器有改
善的情况下,
(只限于同款供
料器。CL→FS2的
变更、1005用→
0603用的变更是
不以记录的)
确认是否与
基板程序相
关
保养,备件更
换以及相关联
的调整动作
(只限于设
备)
原因一览表
根据发生的最初现象,过程中的现象,来具体的分析
状况。
关于“各供给形式有
关联的东西”。
以吸附错误的零件的
供给形式的队列选择
。“。
120 马达不良
料带元件安装后,手动拉动
料带,看张紧轮是否有松动
现象
■供料器
卷带不良的情况下,更换供
料器确认
未確認 低 中 ○ N Y or N N Y N N
121 驱动齿轮损坏
手动传送元件时,确认齿轮
咬合是否正常
■供料器
手动传送元件时,确认齿轮
咬合是否正常
未確認 低 中 ○ N Y or N N Y N N
122 卷曲齿轮损坏
确认卷料齿轮的状态 ■供料器
确认卷料齿轮的外形是否正
常
未確認 低 中 ○ N Y or N N Y N N
123 卷曲齿轮变形
确认卷料齿轮的状态 ■供料器
确认卷料齿轮的外形是否正
常
未確認 低 中 ○ N Y or N N Y N N
124 单向轮的损坏
单向轮状态的确认 ■供料器
单向轮如果有逆向行驶的时
候,需要更换 未確認 中 中 ○ N Y or N N Y N N
125
第一颗元件超出规
定范围
CL/FS
元件不到位的情况下,确认
传动齿轮的弹簧
■供料器
卷料膜的齿轮有无问题,更
换后再确认
更换弹簧或者组件后,需要
确认传送是否到位,如不到
位,需要确认其动作是否正
常
未確認 低 中 ○ N Y or N N Y or N N N
126 接料处的剥离不良
正确的进行料带的黏贴 ■供料器
接料处的料膜剥离是否稳
定,如果接料膜的问题,请
使用本社的接料膜(KJ3-
MY020-A0X JOINT TAPE)
接料带处的厚度需要确认是
否正常
未確認 中 易 ○ N Y or N N Y or N N N
127 P1齿轮是否正常
用手转动P1齿轮确认动作 ■供料器
卷曲部位手动拉动,确认是
否能正常动作,不能正常工
作的需要更换P1齿轮
未確認 低 中 ○ N Y or N N Y N N
128
供料器压盖位置不
良
手动确认供料器压盖是否有
过大的间隙
■供料器
传动部位的齿轮是否有晃动
的间隙,如有需调整
未確認 中 中 ○ N Y or N N Y N N
129
首颗元件没有到指
定位置
确认送料器压盖是否翘起,
有没有正常压住料带
■供料器
传送,卷取,停止用的弹簧
是否用的正确的弹簧
未確認 低 易 ○ N Y or N N Y N N
130 电磁阀动作不良
在装置的I/O中进行动作确
认,确认电磁阀动作是否正
常
■装置→头部→上下
在装置的I/O中进行动作确
认,确认电磁阀动作是否正
常,如不正常,同临近头部
互换后确认问题是否转移
未確認 低 易 ○ ○ ○ ○ N N Y N N Y
料带塑料膜剥离
不良
5