YS12吸料报警FTA对策方法(简版).pdf - 第23页
分析原因的方法 特殊原因请参考 如果分析出原因后,需要确 认的地方 其他需要注意的地方 由项目确认的 情况下,尽可 能的留下记 录,为了以后 方便 表市场反馈 率和发生频 率 问题确认的 简易程度 从最简单的 场合入手调 查 在确认“吸嘴 ”确认是否改 善的情况下。 有改善的场合 “Y(Yes )」 、改善如果没 有记入“N (No )」。“ 在确认对装置 本身问题的情 况下。 另外发生时, “Y(Yes )」 、不发生的情 况下,“N…
分析原因的方法
特殊原因请参考
如果分析出原因后,需要确
认的地方
其他需要注意的地方 由项目确认的
情况下,尽可
能的留下记
录,为了以后
方便
表市场反馈
率和发生频
率
问题确认的
简易程度
从最简单的
场合入手调
查
在确认“吸嘴
”确认是否改
善的情况下。
有改善的场合
“Y(Yes )」
、改善如果没
有记入“N
(No )」。“
在确认对装置
本身问题的情
况下。
另外发生时,
“Y(Yes )」
、不发生的情
况下,“N
(No )」“
互换贴装头部
进行改善的情
况下,
有改善的情况
下「Y (Yes)
」、没有改善
的情况下「N
(No)」
在确认需要更换
供料器的情况下
有改善的情况「Y
(Yes)」、没有改
善的情况下「N
(No)」
同生产程序
是否有关联
同基板程序
相关的「Y
(Yes)」同基
板程序不相
关的「N
(No)」
保养或者备件
更换时「Y
(Yes)」。
注:没有保养
的情况下「N
(No)」不是保
养内的项目,
但有老化的情
况下「Y」
No
第一中間
事象
No 第二中間事象 No 原因的基板要素
区分方法
(判断原因的方法)
确认问题场所
(问题发生点以及如何修
正)
■确认问题场所
确认方法的记录
建议
确认实施的项
目
可能性
高:发生频
率较高
(100-70%)
中:高低之
间(69-
20%)
低:极少数
(20%未满)
确认的简易
程度
难:必须具
备专业技能
中:一般水
平
易:基本操
作即可
料
盘
托
盘
振
动
装
置
晶
元
更换吸嘴嘴症
状改善了吗?
。
交换(同样种
类的吸嘴。相
同的装置,同
一个头,用同
样的送料器。
“
比较容易发生
吸取错误的元
件,在其他设
备上进行确认
(必须使用一
样的元件参
数)
贴装信息用别
的贴装头确认
是否有改善
(相同的设备
、在相同的贴
装部组件上的
头部信息变更
的)
更换供料器有改
善的情况下,
(只限于同款供
料器。CL→FS2的
变更、1005用→
0603用的变更是
不以记录的)
确认是否与
基板程序相
关
保养,备件更
换以及相关联
的调整动作
(只限于设
备)
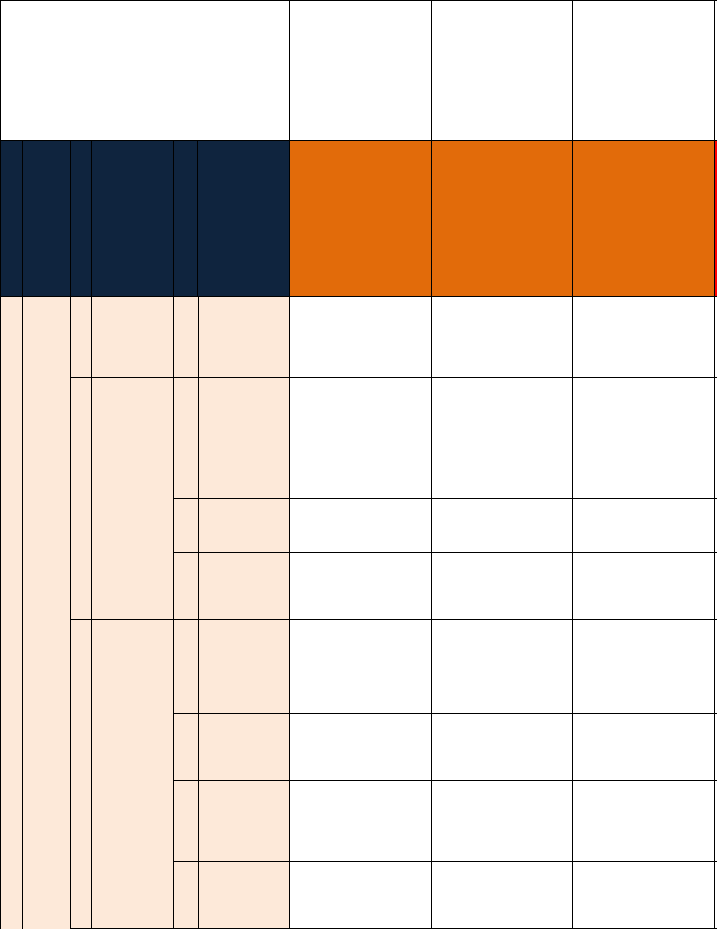
原因一览表
根据发生的最初现象,过程中的现象,来具体的分析
状况。
关于“各供给形式有
关联的东西”。
以吸附错误的零件的
供给形式的队列选择
。“。
177 气管的插入不良
确认有无漏气的地方,安装
后的气管重新拔插确认
■装置→头部→吸取真空
确认有无漏气的地方,安装
后的气管重新拔插确认
气管重新插拔后还是有漏气
的现象的时候,将气管的前
段剪掉一部分后再试
未確認 低 易 ○ ○ ○ ○ N N Y N N Y
178
各排插连接部位的
不良
用气枪清扫后进行确认 ■真空感应器
清除设备内的灰尘,没有改
善的情况下,需要更换新的
真空感应器
真空即使正常的情况下,由
于锡膏以及环境的影响下,
可能还是对真空发生器产生
一定的不良因素,推荐定期
更换。
清扫真空感应器时,禁止用
吹气装置进行清扫,要用吸
取的方法进行清扫
未確認 低 中 ○ ○ ○ ○ N N Y N N Y
179 真空感应器的老化
气孔有无异物,锡膏有无松
动进行确认
■调整画面
在调整画面对真空感应器的
反应进行确认,反应过慢
时,需要更换新品。
真空感应器反应较慢的时候
。真空感应器的反应速度在
调整画面中进行确认。
未確認 中 中 ○ ○ ○ ○ N N Y or N N N N
180 感应器通讯断线
临近的头组的电磁阀插头或
者气管进行互相更换确认更
换后的变化
■装置→头部→吸取真空
吸取真空密闭的情况下确认
是否正常,与邻近的头部互
换后确认
未確認 低 中 ○ ○ ○ ○ N N Y or N N N Y
181 吸杆内部的堵塞
将吸嘴拔掉后,确认其真空
压力
■装置→头部→吸取真空
没有吸嘴的情况下,确认真
空值
真空值不够的情况下,拔掉
吸杆气管再确认,如有问题
需及时清扫吸杆内部
未確認 中 中 ○ ○ ○ ○ N N Y N N Y
182 气管弯曲折损
目视确认气管是否有弯折现
象。或者将吸嘴取掉确认吸
杆内部的真空是否正常。
■气管
气压有问题的吸杆,确认真
空气管的状态,是否有弯曲
挤压或者扎带扎的过紧。
折弯弯曲后的气管不可再用
未確認 低 易 ○ ○ ○ ○ N N Y N N Y
183 气管插错
在装置画面里,对指定的头
部进行吸气动作确认是否正
常
■装置→头部→吸取真空
吸取真空确认,指定的头部
吸取真空打开时,确认是否
有真空发生,如果没有,确
认邻近的头部是否有气管插
错的现象
未確認 低 易 ○ ○ ○ ○ N N Y N N Y
184 吸嘴内部的堵塞
安装吸嘴的状态下,打开真
空,确认其真空压力是否正
常
■装置→头部→吸取真空
实际的数值记录,同设定值
确认是否有太大偏差,如有
及时清扫吸嘴或者更换吸嘴
未確認 高 易 ○ ○ ○ ○ Y N Y N N N
4 真空通路的问题
3
真空(吸取以及
真空流量)感应
器的问题
生
器
方
面
的
问
题
真
空
发
生
分析原因的方法
特殊原因请参考
如果分析出原因后,需要确
认的地方
其他需要注意的地方 由项目确认的
情况下,尽可
能的留下记
录,为了以后
方便
表市场反馈
率和发生频
率
问题确认的
简易程度
从最简单的
场合入手调
查
在确认“吸嘴
”确认是否改
善的情况下。
有改善的场合
“Y(Yes )」
、改善如果没
有记入“N
(No )」。“
在确认对装置
本身问题的情
况下。
另外发生时,
“Y(Yes )」
、不发生的情
况下,“N
(No )」“
互换贴装头部
进行改善的情
况下,
有改善的情况
下「Y (Yes)
」、没有改善
的情况下「N
(No)」
在确认需要更换
供料器的情况下
有改善的情况「Y
(Yes)」、没有改
善的情况下「N
(No)」
同生产程序
是否有关联
同基板程序
相关的「Y
(Yes)」同基
板程序不相
关的「N
(No)」
保养或者备件
更换时「Y
(Yes)」。
注:没有保养
的情况下「N
(No)」不是保
养内的项目,
但有老化的情
况下「Y」
No
第一中間
事象
No 第二中間事象 No 原因的基板要素
区分方法
(判断原因的方法)
确认问题场所
(问题发生点以及如何修
正)
■确认问题场所
确认方法的记录
建议
确认实施的项
目
可能性
高:发生频
率较高
(100-70%)
中:高低之
间(69-
20%)
低:极少数
(20%未满)
确认的简易
程度
难:必须具
备专业技能
中:一般水
平
易:基本操
作即可
料
盘
托
盘
振
动
装
置
晶
元
更换吸嘴嘴症
状改善了吗?
。
交换(同样种
类的吸嘴。相
同的装置,同
一个头,用同
样的送料器。
“
比较容易发生
吸取错误的元
件,在其他设
备上进行确认
(必须使用一
样的元件参
数)
贴装信息用别
的贴装头确认
是否有改善
(相同的设备
、在相同的贴
装部组件上的
头部信息变更
的)
更换供料器有改
善的情况下,
(只限于同款供
料器。CL→FS2的
变更、1005用→
0603用的变更是
不以记录的)
确认是否与
基板程序相
关
保养,备件更
换以及相关联
的调整动作
(只限于设
备)
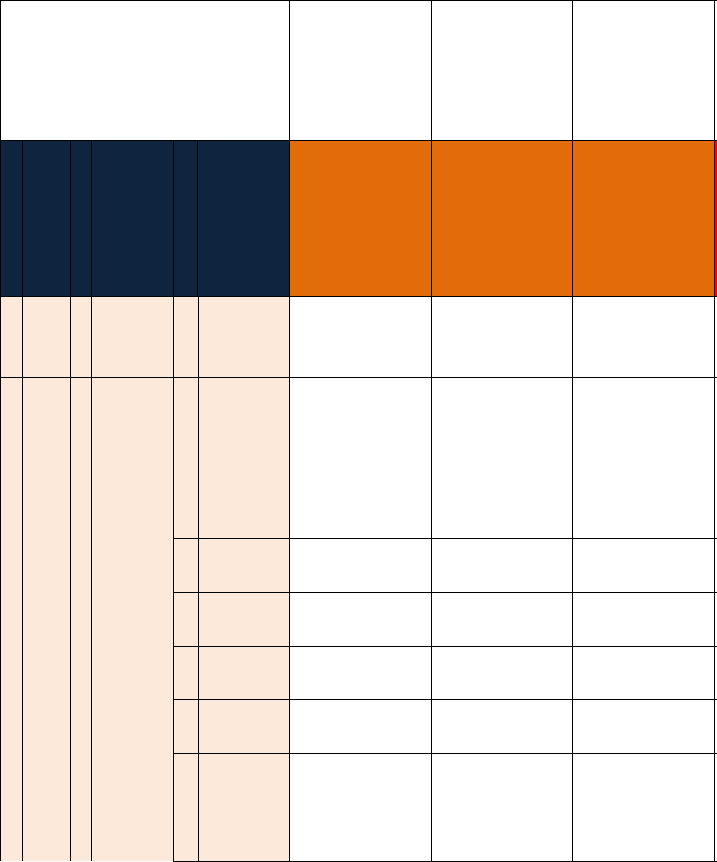
原因一览表
根据发生的最初现象,过程中的现象,来具体的分析
状况。
关于“各供给形式有
关联的东西”。
以吸附错误的零件的
供给形式的队列选择
。“。
5
电磁阀管路的问
题
185
真空泵部品损耗
(YSH20,YSM40)
真空是否正常的确认,运转
时间超过8000小时,真空泵
内部的耗材需要更换
■装置→头部→吸取真空
真空压力太低的情况下,需
要确认真空泵更换部品的损
耗情况
真空泵新品更换。
未確認 低 中 ○ ○ ○ ○ N N N N N Y
186 料带有异物
吸料报警频发时,将元件的
重新执行次数改为即时停
止,来确认料带上是否有异
物或者料带的本身不良
■显示器→重新执行次数
更换不同的位置确认吸取报
警是否有同样情况发生,料
带以及元件的吸取状态确认
有异物的状态下,可能会导
致元件侧吸
到供料器料带表面的设计高
度为62.5mm、吸附高度0时的
头部高度为62.8毫米、料带
厚度0.5mm时、料带与设计高
度应该是62.5 + 0.5 = 63mm
、吸取高度为0的时候,吸取
压入量应该是0.2mm此值为参
考值。塑料带状的元件,吸
取压入量应该为0.4~0.5mm。
未確認 高 易 ○ N Y N N N N
187 料带变形
吸料报警频发时,将元件的
重新执行次数改为即时停
止,来确认料带上是否有异
物或者料带的本身不良
■显示器→重新执行次数
更换不同的位置确认吸取报
警是否有同样情况发生,料
带以及元件的吸取状态确认
未確認 低 中 ○ N Y N N N N
188 料带内壁有粘性
吸料报警频发时,将元件的
重新执行次数改为即时停
止,来确认料带上是否有异
物或者料带的本身不良
■显示器→重新执行次数
更换不同的位置确认吸取报
警是否有同样情况发生,料
带以及元件的吸取状态确认
未確認 低 難 ○ N Y N N N N
189
电极两端过高导致
吸附能力低下
吸料报警频发时,将元件的
重新执行次数改为即时停
止,来确认料带上是否有异
物或者料带的本身不良
■显示器→重新执行次数
更换不同的位置确认吸取报
警是否有同样情况发生,料
带以及元件的吸取状态确认
有侧面视觉相机的情况下,
对报警后的元件进行侧面视
觉检查来确认
未確認 低 中 ○ N Y N N N N
190
没有吸取到元件中
心位置
吸料报警频发时,将元件的
重新执行次数改为即时停
止,来确认料带上是否有异
物或者料带的本身不良
■显示器→重新执行次数
更换不同的位置确认吸取报
警是否有同样情况发生,料
带以及元件的吸取状态确认
在同一部分内的偏差的倾
向,重新调整的吸附位置。
未確認 高 易 ○ ○ ○ ○ N Y or N N Y or N Y N
191
X、Y軸的振动导致
元件吸附不良
降低轴的移动速度,确认元
件的吸附是否有所改善
■调整画面→单轴动作
元件吸取状态的真空压进行
确认,没有问题的情况下,
在吸取状态进行轴动作,确
认动作后的元件状态是否发
生偏移。
未確認 低 難 ○ ○ ○ ○ N Y or N N N N N
1 54
头
部
Z
轴
上
升
方
面
的
问
题
分析原因的方法
特殊原因请参考
如果分析出原因后,需要确
认的地方
其他需要注意的地方 由项目确认的
情况下,尽可
能的留下记
录,为了以后
方便
表市场反馈
率和发生频
率
问题确认的
简易程度
从最简单的
场合入手调
查
在确认“吸嘴
”确认是否改
善的情况下。
有改善的场合
“Y(Yes )」
、改善如果没
有记入“N
(No )」。“
在确认对装置
本身问题的情
况下。
另外发生时,
“Y(Yes )」
、不发生的情
况下,“N
(No )」“
互换贴装头部
进行改善的情
况下,
有改善的情况
下「Y (Yes)
」、没有改善
的情况下「N
(No)」
在确认需要更换
供料器的情况下
有改善的情况「Y
(Yes)」、没有改
善的情况下「N
(No)」
同生产程序
是否有关联
同基板程序
相关的「Y
(Yes)」同基
板程序不相
关的「N
(No)」
保养或者备件
更换时「Y
(Yes)」。
注:没有保养
的情况下「N
(No)」不是保
养内的项目,
但有老化的情
况下「Y」
No
第一中間
事象
No 第二中間事象 No 原因的基板要素
区分方法
(判断原因的方法)
确认问题场所
(问题发生点以及如何修
正)
■确认问题场所
确认方法的记录
建议
确认实施的项
目
可能性
高:发生频
率较高
(100-70%)
中:高低之
间(69-
20%)
低:极少数
(20%未满)
确认的简易
程度
难:必须具
备专业技能
中:一般水
平
易:基本操
作即可
料
盘
托
盘
振
动
装
置
晶
元
更换吸嘴嘴症
状改善了吗?
。
交换(同样种
类的吸嘴。相
同的装置,同
一个头,用同
样的送料器。
“
比较容易发生
吸取错误的元
件,在其他设
备上进行确认
(必须使用一
样的元件参
数)
贴装信息用别
的贴装头确认
是否有改善
(相同的设备
、在相同的贴
装部组件上的
头部信息变更
的)
更换供料器有改
善的情况下,
(只限于同款供
料器。CL→FS2的
变更、1005用→
0603用的变更是
不以记录的)
确认是否与
基板程序相
关
保养,备件更
换以及相关联
的调整动作
(只限于设
备)
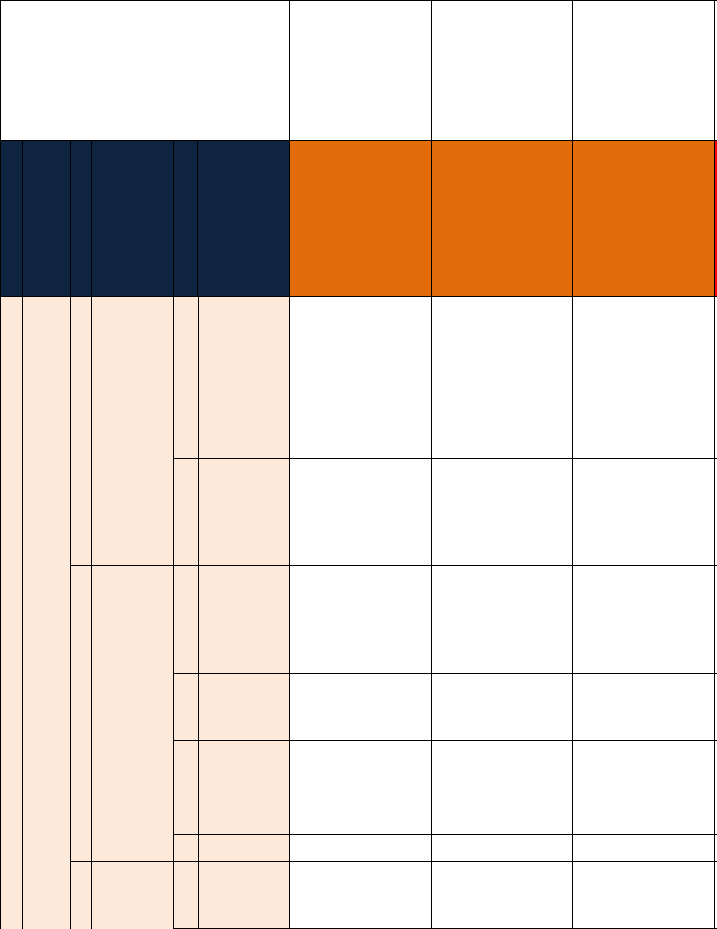
原因一览表
根据发生的最初现象,过程中的现象,来具体的分析
状况。
关于“各供给形式有
关联的东西”。
以吸附错误的零件的
供给形式的队列选择
。“。
192 料带开口过小
吸料报警频发时,将元件的
重新执行次数改为即时停
止,来确认料带上是否有异
物或者料带的本身不良
■显示器→重新执行次数
更换不同的位置确认吸取报
警是否有同样情况发生,料
带以及元件的吸取状态确认
吸取元件时,元件吸取压入
量在设定后确认吸取状态
吸嘴下压过大导致元件料带
内变形。
到供料器料带表面的设计高
度为62.5mm、吸附高度0时的
头部高度为62.8毫米、料带
厚度0.5mm时、料带与设计高
度应该是62.5 + 0.5 = 63mm
、吸取高度为0的时候,吸取
压入量应该是0.2mm此值为参
考值。塑料带状的元件,吸
取压入量应该为0.4~0.5mm。
未確認 低 中 ○ ○ N Y N N N N
193
托盘放料处开口过
小
托盘状态的确认 ■显示器→重新执行次数
不同的位置上是否发生同样
的报警,确认元件的厚度料
盘的厚度等相关参数
元件的吸取位置,吸取高度
以及料盘的厚度更改后再确
认吸取状态
未確認 低 中 ○ N Y N N N N
194 Z轴马达动作不良
调整菜单里单轴动作确认声
音是否正常,电流值是否正
常
■调整菜单→单轴动作
Z轴动作不良时,确认马达是
否有异音,与邻近的头部互
换或者新品更换后再确认脉
冲以及电流值
单轴动作时,有问题的情况
下,需要更换马达
未確認 低 難 ○ ○ ○ ○ N N Y or N N N Y
195
吸杆连接器固定有
松动
目视确认吸杆连接器处的标
记点是否发生移位
■联轴器
吸杆有偏位的时候,用专用
治具确认有无松动,并确认
拧紧
未確認 低 中 ○ ○ ○ ○ N N Y N N Y
196 连接器损坏
连接器的螺丝是否有松动,
在调整画面里确认其动作是
否正常
■调整→单轴动作
确认R轴,Z轴的动作,单轴
动作进行确认其脉冲以及电
流值是否正常
联轴器如果有晃动的间隙
时,及时更换联轴器
未確認 低 中 ○ ○ ○ ○ N N Y N N N
197 电磁阀的不良
同临近头部更换确认问题是
否转移
■吹气电磁阀
确认电磁阀动作是否正常。
未確認 低 中 ○ ○ ○ ○ N N Y N N Y
198
吸嘴先端固定针的
脱落
吸嘴先端动作是否正常的确
认
■吸嘴
吸嘴先端部分连接处的缝隙
是否晃动过大
更换没有问题的吸嘴
未確認 中 易 ○ ○ ○ ○ Y N Y N N Y
7
头
部
Z
轴
上
升
方
面
的
问
题
2 吸杆振动