YS12吸料报警FTA对策方法(简版).pdf - 第18页
分析原因的方法 特殊原因请参考 如果分析出原因后,需要确 认的地方 其他需要注意的地方 由项目确认的 情况下,尽可 能的留下记 录,为了以后 方便 表市场反馈 率和发生频 率 问题确认的 简易程度 从最简单的 场合入手调 查 在确认“吸嘴 ”确认是否改 善的情况下。 有改善的场合 “Y(Yes )」 、改善如果没 有记入“N (No )」。“ 在确认对装置 本身问题的情 况下。 另外发生时, “Y(Yes )」 、不发生的情 况下,“N…
分析原因的方法
特殊原因请参考
如果分析出原因后,需要确
认的地方
其他需要注意的地方 由项目确认的
情况下,尽可
能的留下记
录,为了以后
方便
表市场反馈
率和发生频
率
问题确认的
简易程度
从最简单的
场合入手调
查
在确认“吸嘴
”确认是否改
善的情况下。
有改善的场合
“Y(Yes )」
、改善如果没
有记入“N
(No )」。“
在确认对装置
本身问题的情
况下。
另外发生时,
“Y(Yes )」
、不发生的情
况下,“N
(No )」“
互换贴装头部
进行改善的情
况下,
有改善的情况
下「Y (Yes)
」、没有改善
的情况下「N
(No)」
在确认需要更换
供料器的情况下
有改善的情况「Y
(Yes)」、没有改
善的情况下「N
(No)」
同生产程序
是否有关联
同基板程序
相关的「Y
(Yes)」同基
板程序不相
关的「N
(No)」
保养或者备件
更换时「Y
(Yes)」。
注:没有保养
的情况下「N
(No)」不是保
养内的项目,
但有老化的情
况下「Y」
No
第一中間
事象
No 第二中間事象 No 原因的基板要素
区分方法
(判断原因的方法)
确认问题场所
(问题发生点以及如何修
正)
■确认问题场所
确认方法的记录
建议
确认实施的项
目
可能性
高:发生频
率较高
(100-70%)
中:高低之
间(69-
20%)
低:极少数
(20%未满)
确认的简易
程度
难:必须具
备专业技能
中:一般水
平
易:基本操
作即可
料
盘
托
盘
振
动
装
置
晶
元
更换吸嘴嘴症
状改善了吗?
。
交换(同样种
类的吸嘴。相
同的装置,同
一个头,用同
样的送料器。
“
比较容易发生
吸取错误的元
件,在其他设
备上进行确认
(必须使用一
样的元件参
数)
贴装信息用别
的贴装头确认
是否有改善
(相同的设备
、在相同的贴
装部组件上的
头部信息变更
的)
更换供料器有改
善的情况下,
(只限于同款供
料器。CL→FS2的
变更、1005用→
0603用的变更是
不以记录的)
确认是否与
基板程序相
关
保养,备件更
换以及相关联
的调整动作
(只限于设
备)
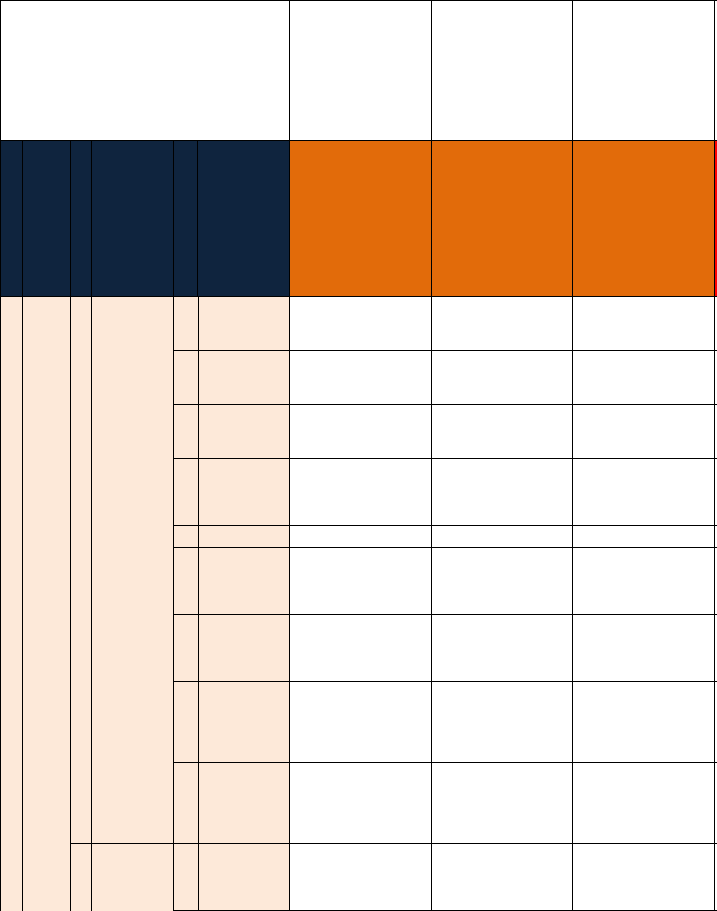
原因一览表
根据发生的最初现象,过程中的现象,来具体的分析
状况。
关于“各供给形式有
关联的东西”。
以吸附错误的零件的
供给形式的队列选择
。“。
140
头部偏移量的调整
不良
重新调整头部偏移量,现在
的结果和之前的结果有无较
大变化的确认
■机器设定→机器参数→头
部→头部偏移量
调整正确的头部偏移量
未確認 低 中 ○ ○ ○ ○ N Y or N Y N N Y
141
吸取位置Z轴调整
不良
用治具确认吸取位置的Z轴高
度
■机器设定→机器参数→位
置坐标→供料器位置补正
用治具确认调整Z轴高度
未確認 低 中 ○ ○ ○ ○ N Y or N N N N Y
142 吸杆弯曲
吸杆偏心度的确认 ■头部
用千分表测量吸杆先端的弯
曲度
未確認 低 難 ○ ○ ○ ○ N N Y N N Y
143 吸嘴回弹不良
手动确认吸嘴的回弹动作是
否正常
■机器设定→吸嘴信息→吸
嘴规格→吸嘴参数
实际吸嘴回弹的设定
YS设备使用线性头部吸嘴回
弹功能进行确认
未確認 高 易 ○ ○ ○ ○ Y N Y N N N
144 基板程序问题
参考No5-No9
未確認 低 易 ○ ○ ○ ○ N Y N N Y N
145 吸嘴先端破损问题
确认吸嘴的先端,更换没有
问题的吸嘴进行比较
■头部→吸嘴
确认吸嘴先端是否有问题,
更换没有问题的吸嘴进行确
认
未確認 高 易 ○ ○ ○ ○ Y N Y N N N
146 吸杆回弹不良
确认吸杆的回弹动作是否正
常
■头部
吸杆活动不良时,需要及时
清扫以及给油
未確認 中 中 ○ ○ ○ ○ N N Y N N Y
147 吸嘴与料带的干涉
元件识别时,元件吸取不良
的时候,按下紧急停止按钮
后,手动将吸杆下压至料带
表面,确认能不能吸取到元
件
■元件→元件识别
元件识别时吸取确认,吸取
不良时,按下紧急停止开关
后,将吸嘴按至元件表面确
认是否能够吸取到元件
吸取速度为10%的情况下,进
行取料确认吸嘴与料带是否
有干涉
未確認 低 中 ○ ○ ○ ○ N Y N N N N
148 吸嘴与压盖的干涉
元件识别时,元件吸取不良
的时候,按下紧急停止按钮
后,手动将吸杆下压至料带
表面,确认能不能吸取到元
件
■元件→元件识别
元件识别时吸取确认,吸取
不良时,按下紧急停止开关
后,将吸嘴按至元件表面确
认是否能够吸取到元件
吸取速度为10%的情况下,进
行取料确认吸嘴与供料器压
盖是否有干涉
未確認 低 中 ○ ○ ○ ○ N Y or N N N N N
149 Z轴马达故障
用手上下拉动确认马达动作
是否顺畅,设备重启后,原
点复位
■头部→马达
原点复位后确认马达位置,
有问题及时更换马达
未確認 低 中 ○ ○ ○ ○ N N Y or N N N Y
吸嘴没有到达正
确的吸料位置
5
头
部
Z
轴
下
降
方
面
的
问
题
2
分析原因的方法
特殊原因请参考
如果分析出原因后,需要确
认的地方
其他需要注意的地方 由项目确认的
情况下,尽可
能的留下记
录,为了以后
方便
表市场反馈
率和发生频
率
问题确认的
简易程度
从最简单的
场合入手调
查
在确认“吸嘴
”确认是否改
善的情况下。
有改善的场合
“Y(Yes )」
、改善如果没
有记入“N
(No )」。“
在确认对装置
本身问题的情
况下。
另外发生时,
“Y(Yes )」
、不发生的情
况下,“N
(No )」“
互换贴装头部
进行改善的情
况下,
有改善的情况
下「Y (Yes)
」、没有改善
的情况下「N
(No)」
在确认需要更换
供料器的情况下
有改善的情况「Y
(Yes)」、没有改
善的情况下「N
(No)」
同生产程序
是否有关联
同基板程序
相关的「Y
(Yes)」同基
板程序不相
关的「N
(No)」
保养或者备件
更换时「Y
(Yes)」。
注:没有保养
的情况下「N
(No)」不是保
养内的项目,
但有老化的情
况下「Y」
No
第一中間
事象
No 第二中間事象 No 原因的基板要素
区分方法
(判断原因的方法)
确认问题场所
(问题发生点以及如何修
正)
■确认问题场所
确认方法的记录
建议
确认实施的项
目
可能性
高:发生频
率较高
(100-70%)
中:高低之
间(69-
20%)
低:极少数
(20%未满)
确认的简易
程度
难:必须具
备专业技能
中:一般水
平
易:基本操
作即可
料
盘
托
盘
振
动
装
置
晶
元
更换吸嘴嘴症
状改善了吗?
。
交换(同样种
类的吸嘴。相
同的装置,同
一个头,用同
样的送料器。
“
比较容易发生
吸取错误的元
件,在其他设
备上进行确认
(必须使用一
样的元件参
数)
贴装信息用别
的贴装头确认
是否有改善
(相同的设备
、在相同的贴
装部组件上的
头部信息变更
的)
更换供料器有改
善的情况下,
(只限于同款供
料器。CL→FS2的
变更、1005用→
0603用的变更是
不以记录的)
确认是否与
基板程序相
关
保养,备件更
换以及相关联
的调整动作
(只限于设
备)
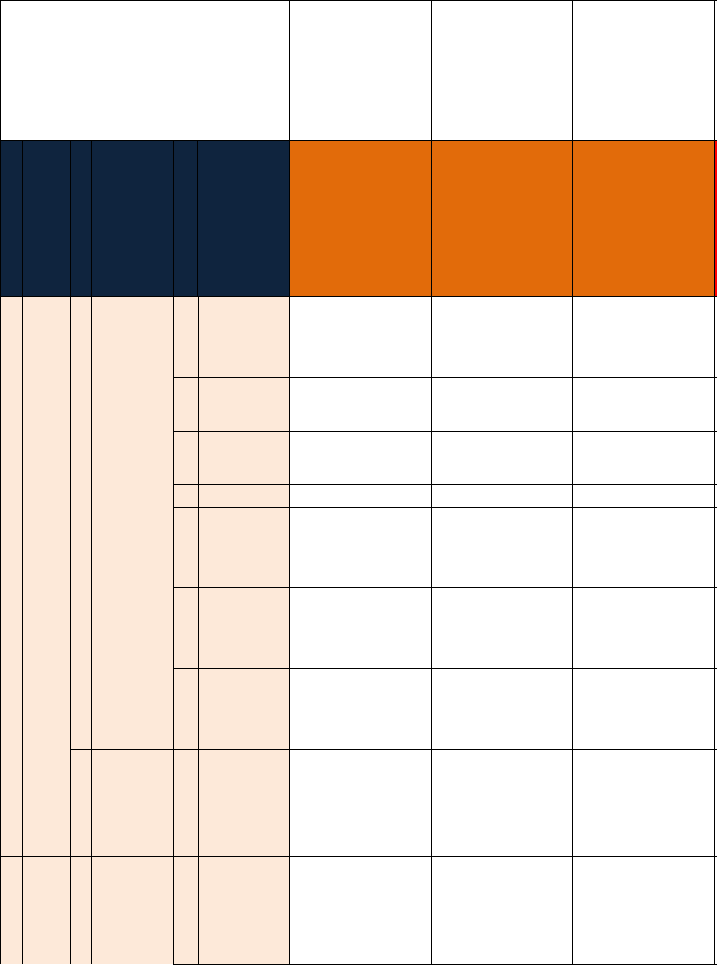
原因一览表
根据发生的最初现象,过程中的现象,来具体的分析
状况。
关于“各供给形式有
关联的东西”。
以吸附错误的零件的
供给形式的队列选择
。“。
150 吸嘴长度设定问题
确认设备参数中有没有设定
正确的吸嘴长度值
■设备设定→设备参数→托
盘交换→吸嘴类型→吸嘴参
数
用游标卡尺测量实际吸嘴的
长度与设定的参数是否一致
基准长度为19mm。超过19mm
的情况下用-方向值记入(比
如20mm的时候-1.0mm记入)
。
边夹式吸嘴的情况下、吸嘴
的实际长度记入
未確認 中 中 ○ ○ ○ ○ N Y or N N N N N
151
头部偏移量Z的调
整不良
头部偏移量进行调整,确认
现在值和原来的参数是否有
较大变化
■机器设定→机器参数→位
置坐标→供料器位置补正
用治具确认调整Z轴高度
未確認 低 中 ○ ○ ○ ○ N Y or N Y N N Y
152
吸取位置Z調整不
良
用治具确认吸取位置的Z轴高
度
■机器设定→机器参数→位
置坐标→供料器位置补正
用治具确认调整Z轴高度
未確認 低 中 ○ ○ ○ ○ N Y or N N N N Y
153
基板程序是否有问
题
参照No10-No16
未確認 低 易 ○ ○ ○ ○ N Y N N Y N
154 吸嘴夹片不良
从吸杆上拔下吸嘴,确认吸
嘴的夹取状态,看吸嘴和吸
杆之间的间隙是否过大
■吸杆→吸嘴夹片
吸嘴装到吸杆上,确认是否
有晃动,是否正确的安装到
位,如有晃动需要确认吸嘴
夹片是否变形,进行更换
未確認 中 中 ○ ○ ○ ○ Y or N N Y N N Y
155 吸嘴安装是否正确
从吸杆上拔下吸嘴,确认吸
嘴的夹取状态,看吸嘴和吸
杆之间的间隙是否过大,FNC
吸嘴的情况下,确认吸嘴上
是够有异物
■吸杆→吸嘴夹片
吸嘴装到吸杆上,确认是否
有晃动,是否正确的安装到
位,如有晃动需要确认吸嘴
夹片是否变形,进行更换
在吸嘴交换站吸嘴更换坐标
上,进行Z轴下降,确认吸嘴
是否能正确的安装到吸杆上
未確認 低 中 ○ ○ ○ ○ Y or N N Y N N Y
156 吸嘴安装是否到位
手动确认吸嘴是够安装到
位,吸嘴的回弹是否正常
■吸杆→吸嘴
手动确认吸嘴是够安装到
位,吸嘴的回弹是否正常。
YS设备使用线性头部吸嘴回
弹功能进行确认
未確認 低 易 ○ ○ ○ ○ Y N Y N N N
4 下降速度有问题 157
轴上下动作的Y型
密封圈是否有异常
在I/O里进行电磁阀上下动作
的确认,在调整菜单中确认
上下动作时的速度是否正常
以及上下动作过程中是否有
漏气的声音
■装置→头部→上下动作
在I/O里进行电磁阀上下动作
的确认,在调整菜单中确认
上下动作时的速度是否正常
以及上下动作过程中是否有
漏气的声音,需更换密封圈
进行确认
未確認 低 難 ○ ○ ○ ○ N N Y N N Y
158 电磁阀动作不良
电磁阀组件动作是否正常,
电磁阀本体处的按键进行开
关测试,看电磁阀是否动作
正常
■装置→头部→上下动作
在I/O里进行电磁阀上下动作
的确认,在调整菜单中确认
上下动作时的速度是否正常
以及上下动作过程中是否有
漏气的声音,需更换电磁阀
进行确认
电磁阀组件的密封圈老化后
有可能导致真空压力不足
未確認 高 易 ○ ○ ○ ○ N N Y N N Y
头部下压过量3
分析原因的方法
特殊原因请参考
如果分析出原因后,需要确
认的地方
其他需要注意的地方 由项目确认的
情况下,尽可
能的留下记
录,为了以后
方便
表市场反馈
率和发生频
率
问题确认的
简易程度
从最简单的
场合入手调
查
在确认“吸嘴
”确认是否改
善的情况下。
有改善的场合
“Y(Yes )」
、改善如果没
有记入“N
(No )」。“
在确认对装置
本身问题的情
况下。
另外发生时,
“Y(Yes )」
、不发生的情
况下,“N
(No )」“
互换贴装头部
进行改善的情
况下,
有改善的情况
下「Y (Yes)
」、没有改善
的情况下「N
(No)」
在确认需要更换
供料器的情况下
有改善的情况「Y
(Yes)」、没有改
善的情况下「N
(No)」
同生产程序
是否有关联
同基板程序
相关的「Y
(Yes)」同基
板程序不相
关的「N
(No)」
保养或者备件
更换时「Y
(Yes)」。
注:没有保养
的情况下「N
(No)」不是保
养内的项目,
但有老化的情
况下「Y」
No
第一中間
事象
No 第二中間事象 No 原因的基板要素
区分方法
(判断原因的方法)
确认问题场所
(问题发生点以及如何修
正)
■确认问题场所
确认方法的记录
建议
确认实施的项
目
可能性
高:发生频
率较高
(100-70%)
中:高低之
间(69-
20%)
低:极少数
(20%未满)
确认的简易
程度
难:必须具
备专业技能
中:一般水
平
易:基本操
作即可
料
盘
托
盘
振
动
装
置
晶
元
更换吸嘴嘴症
状改善了吗?
。
交换(同样种
类的吸嘴。相
同的装置,同
一个头,用同
样的送料器。
“
比较容易发生
吸取错误的元
件,在其他设
备上进行确认
(必须使用一
样的元件参
数)
贴装信息用别
的贴装头确认
是否有改善
(相同的设备
、在相同的贴
装部组件上的
头部信息变更
的)
更换供料器有改
善的情况下,
(只限于同款供
料器。CL→FS2的
变更、1005用→
0603用的变更是
不以记录的)
确认是否与
基板程序相
关
保养,备件更
换以及相关联
的调整动作
(只限于设
备)
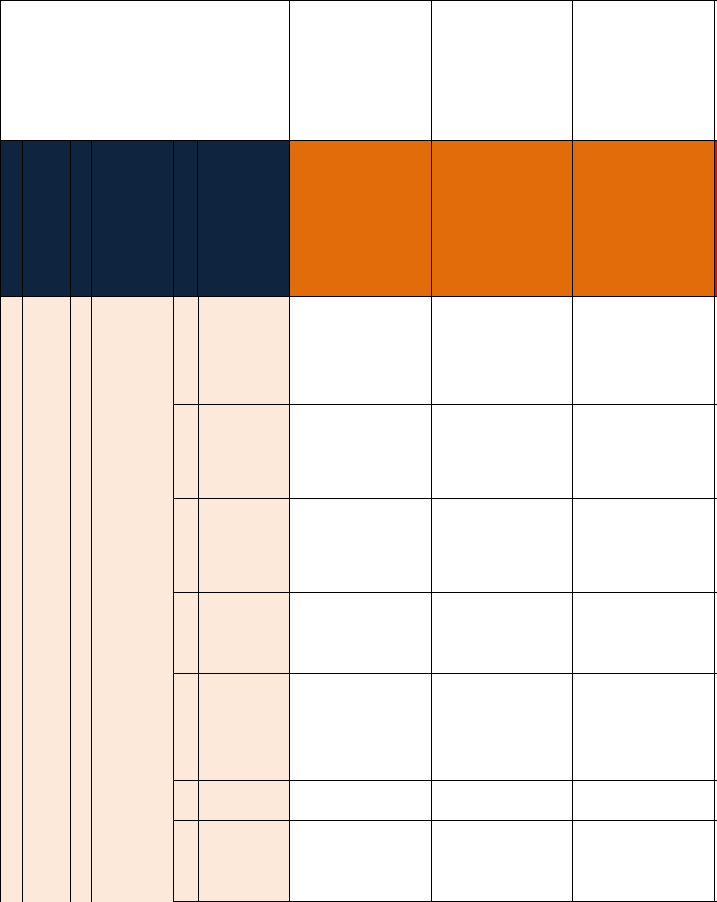
原因一览表
根据发生的最初现象,过程中的现象,来具体的分析
状况。
关于“各供给形式有
关联的东西”。
以吸附错误的零件的
供给形式的队列选择
。“。
159 头部I/O动作不良
确认头部板卡I/O信号状态是
否正常、将动作正常的信号
线更换确认是否正常
■装置→头部→上下动作
在I/O里进行电磁阀上下动作
的确认,在调整菜单中确认
上下动作时的速度是否正常
以及上下动作过程中是否有
漏气的声音,需更换头部板
卡进行确认
排插与邻近的头部互插老判
断问题所在
未確認 低 中 ○ ○ ○ ○ N N Y N N Y
160 电磁阀组附件老化
确认电磁阀组件附件是够有
漏气发生
■真空发生器组件
确认电磁阀组件附件是够有
漏气发生,如有漏气发生,
与邻近的头部进行互换后确
认。
未確認 高 易 ○ ○ ○ ○ N N Y N N N
161 电磁阀的通信短信
确认头部板卡I/O信号状态是
否正常、将动作正常的信号
线更换确认是否正常
■装置→头部→吸取真空
确认头部板卡I/O信号状态是
否正常、将动作正常的信号
线更换确认是否正常,如果
没有发生变化,则是电磁阀
不良
确认安装后排插的状态是否
正常
未確認 低 中 ○ ○ ○ ○ N N Y N N Y
162
真空发生器密封圈
的老化
确认真空发生器处的密封圈
是否有断裂
■真空发生器组件
将真空发生器组件拆卸后,
确认密封圈是否正常,NG的
情况下更换新的密封圈进行
确认
未確認 低 中 ○ ○ ○ ○ N N Y N N N
163
有杂质或者异物的
混入
将真空发生器堵掉后确认是
否有漏气现象
■真空发生器组件
确认真空发生器密闭时的真
空状态是否有变化
如有压力太低的状态发生
时,与邻近的头部进行更换
确认,确认有无发生变化,
杂质或者异物的确认
供给气源如果有油污的情况
下,可以导致调节阀的密封
圈老化、如果电磁阀组件有
异常发生时,需要更换电磁
阀组件
未確認 低 中 ○ ○ ○ ○ N N Y N N Y
164 过滤棉的堵塞
确认过滤棉的油污或者堵塞 ■过滤棉
取出过滤棉确认其油污程度
过滤棉安装时需要确认安装
位置以及密封圈是否安装到
位
未確認 中 易 ○ ○ ○ ○ N N Y N N Y
165 反映迟钝
将真空发生器堵掉后确认是
否有漏气现象
■装置→头部→吸取真空
确认真空压力是否正常,不
正常的情况下,BIT和临近的
头部更换后再确认
气压测量仪测量真空压力,
压力不足的情况下BIT可能有
问题。
未確認 中 中 ○ ○ ○ ○ N N Y N N N
1
电磁阀动作的问
题