OM-1834-001w_SL.pdf - 第66页
Note 显示部 7 段布局分配成为送料器实际机器的传感器排列图像。 通道 1 链轮齿原点检出传感器 通道 1 料带检出传感器 (2) 通道 1 料带检出传感器 (1) 通道 2 链轮齿原点检出传感器 通道 2 料带检出传感器 (2) 通道 2 料带检出传感器 (1) 7段显示部 Fig.D3 1504-001 4.2 操作台的操作 OM-1834 4-10
4.2.12 传感器等的 I/O 状态显示
作为装备在送料器的传感器动作状态显示灯,代用 7 段显示的功能。
Procedure
(1) 按下 按钮,在 2 秒钟内按下 按钮,将同时按下的状态持续
2 秒钟。
确认已持续了 2 秒钟操作后的时点上,切换到 I/O 状态显示模式。
Note
结束本模式时,通过进行送料器的电源切断或本模式切换操作 ( 上记操
作 ),返回到通常显示模式。
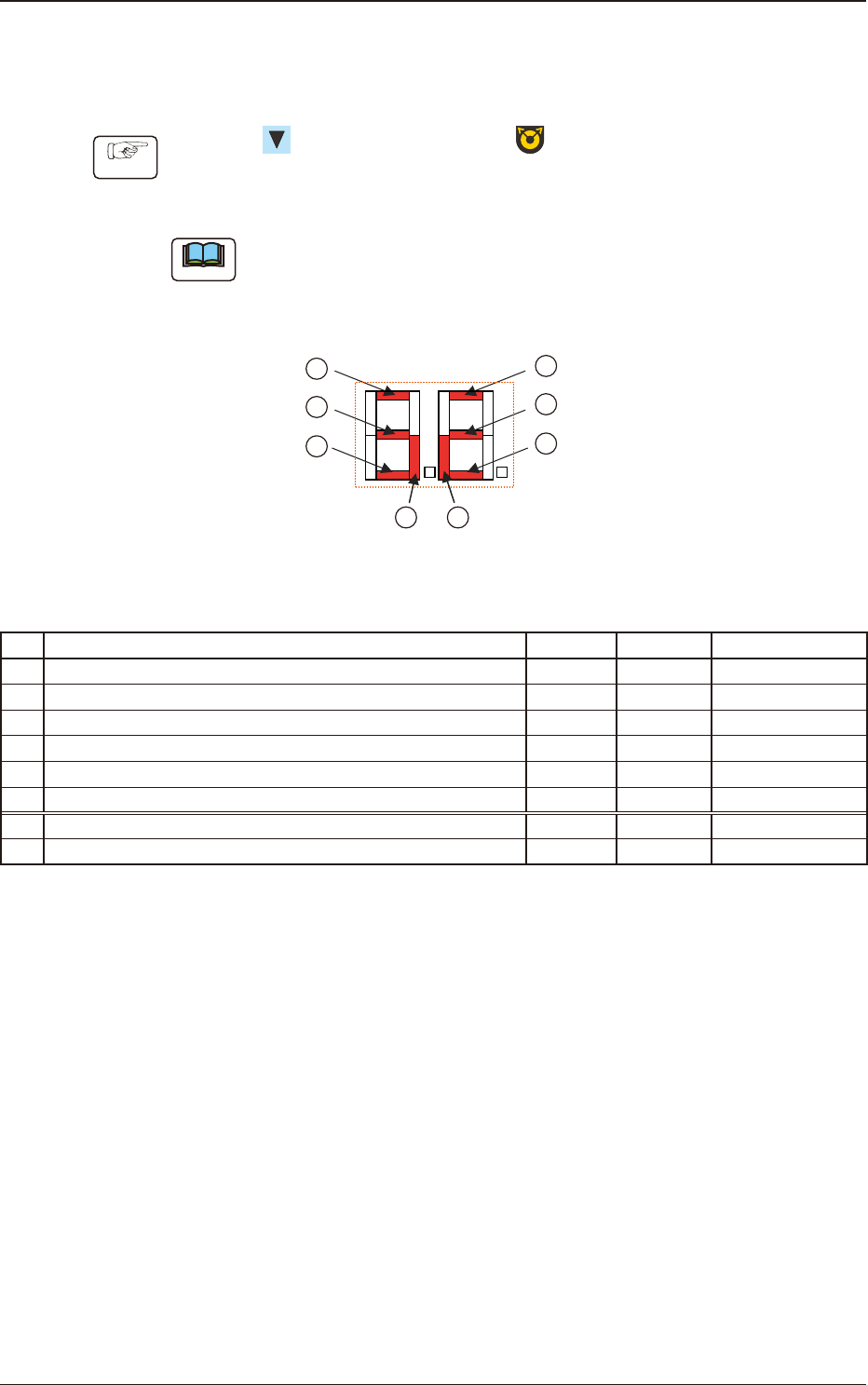
7 段显示部的各段和 I/O( 传感器、信号 ) 的对应如下 :
7段显示部
」
1
7 8
2
3
4
5
6
Fig.D2
Table D1
No. 传感器 / 信号名 亮灯 状态 元件有无
① 通道 1 料带检出传感器 (1) ON(Low) 遮光 有
② 通道 1 料带检出传感器 (2) ON(Low) 遮光 无
③ 通道 1 链轮齿原点检出传感器 ON(Low) 磁极检出 -
④ 通道 2 料带检出传感器 (1) ON(Low) 遮光 有
⑤ 通道 2 料带检出传感器 (2) ON(Low) 遮光 无
⑥ 通道 2 链轮齿原点检出传感器 ON(Low) 磁极检出 -
⑦ 连接确认信号 ( 向贴装机主机的输出信号 ) ON(Low) ON(Low) -
⑧ READY 信号 ( 向贴装机主机的输出信号 ) ON(Low) ON(Low) -
1504-001
4.2 操作台的操作
OM-1834
4-9
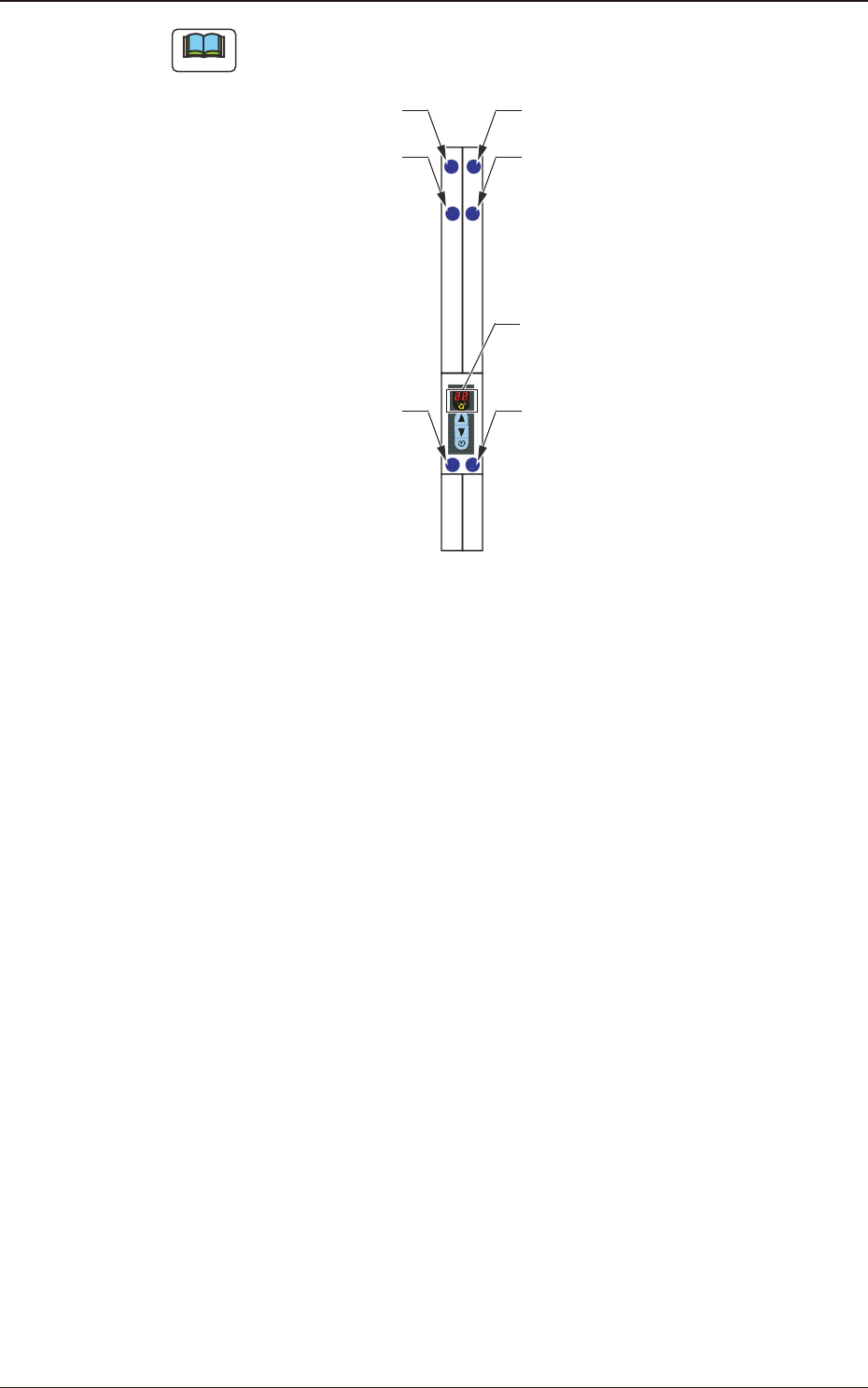
Note
显示部 7 段布局分配成为送料器实际机器的传感器排列图像。
通道 1 链轮齿原点检出传感器
通道 1 料带检出传感器 (2)
通道 1 料带检出传感器 (1)
通道 2 链轮齿原点检出传感器
通道 2 料带检出传感器 (2)
通道 2 料带检出传感器 (1)
7段显示部
Fig.D3
1504-001
4.2 操作台的操作
OM-1834
4-10
4.3 异常编码、元件断料指南
在带式送料器的动作中发生异常时,在数字显示部中显示异常编码。
另外,还显示元件断料的指南。
•
异常编码分为以
“
E
”
开头的送料器动作系异常和以
“
A
”
开头的伺服报警系
异常 2 个系统。
•
发生异常的通道的指南,点显示
亮灯。
4.3.1 送料器动作系异常编码
[ 检出内容 ] 即使装载动作开始后进行定量传送,在料带检出传感器 (2) 上也不会检出料带
顶端部。
[ 复位方法 ] 按下操作台的装载按钮,解除异常显示 (EO)
[ 原因和复位方法 ]
•
料带导入部的装载抑制器没有正确安装。
⇒
请正确安装。
•
装载途中发生了如卡住等传送不良。
⇒
请确认料带传送面 ( 滑动 ) 上是否有异物等。
•
料带没有安装到正确位置上。
⇒
请安装到正确位置上。
[ 确认事项 ]
•
料带检出传感器 (2) 是否正常动作?
•
装载马达 (DC 马达 ) 是否正常旋转?
⇒
马达故障 ( 断线、刷子
•
整流子磨损、轴损伤 )
•
控制线路板故障
E0
装载超时
1504-001
4.3 异常编码、元件断料指南
OM-1834
4-11