TM5739.憓擖晹昳擣幆傾儖僑儕僘儉愝掕娙曋壔.pdf - 第5页
ヤマハ発動機株式会社 IM 事業部 マウンター技術部 ソフト開発グループ MDO C-SOFT50229 5/11 検出円直径 (mm) 0.010~99.999 * 「 方向判定」が 「あり」の場合のみ 輝度測定を行う円形領域の 直径を指定します。( 図 6 参照) 検出円中心位 置 X (mm) 検出円中心位 置 Y (mm) -99.999~ 99.999 * 「方向判定」が…
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50229 4/11
外形対象物タイプ 白 / 黒 * 「仮中心基準」が「ボディ」の場合のみ
部品外形が明るい色の場合は「白」、暗い色の場合は
「黒」を指定します。
外形ノイズカット優先
順
部品内優先 /
部品外優先
* 「仮中心基準」が「ボディ」の場合のみ
ノイズカットの実行順を指定します。
通常は、先に実行した方の影響が大きくなります。
外形 2 値化しきい値 0~255 * 「仮中心基準」が「ボディ」の場合のみ
部品外形の白黒を分離する際のしきい値を指定しま
す。部品外形がはっきり認識できるように調整します。
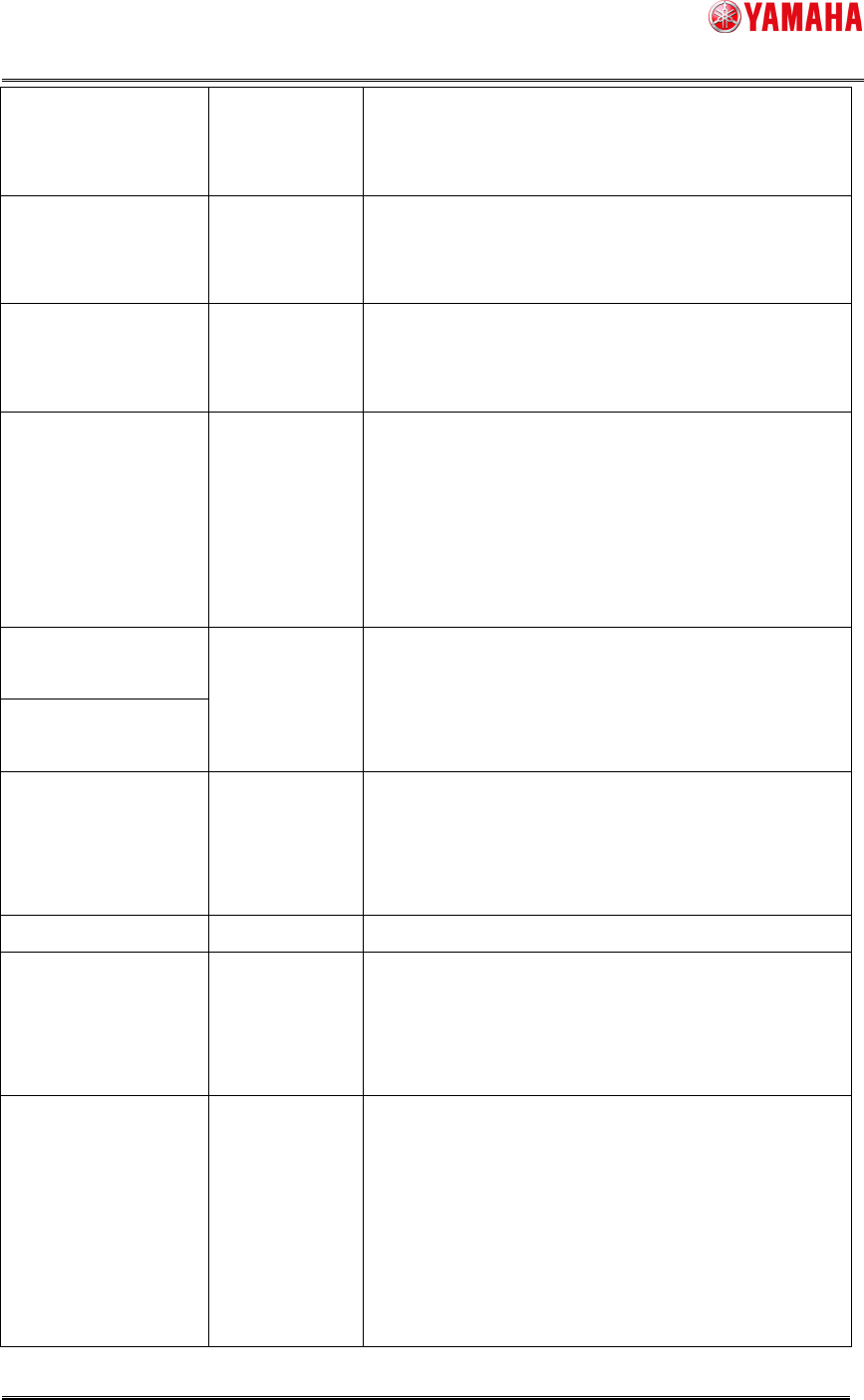
仮中心算出方法 重心 /
外接矩形中心
* 「仮中心基準」が「ボディ」の場合のみ
部品中心位置の計算方法を指定します。
検出した輪郭の重心を部品中心位置とする場合は
「重心」を、各辺のあてはめ直線で構成される矩形の
中心を部品の中心位置とする場合は「外接矩形中心」
を指定します。(図 3 参照)
ピン座標オフセット X
(mm)
ピン座標オフセット Y
(mm)
-99.999~
99.999
* 「仮中心基準」が「ボディ」の場合のみ
ピン定義位置をオフセットする場合に指定します。(図
4 参照)
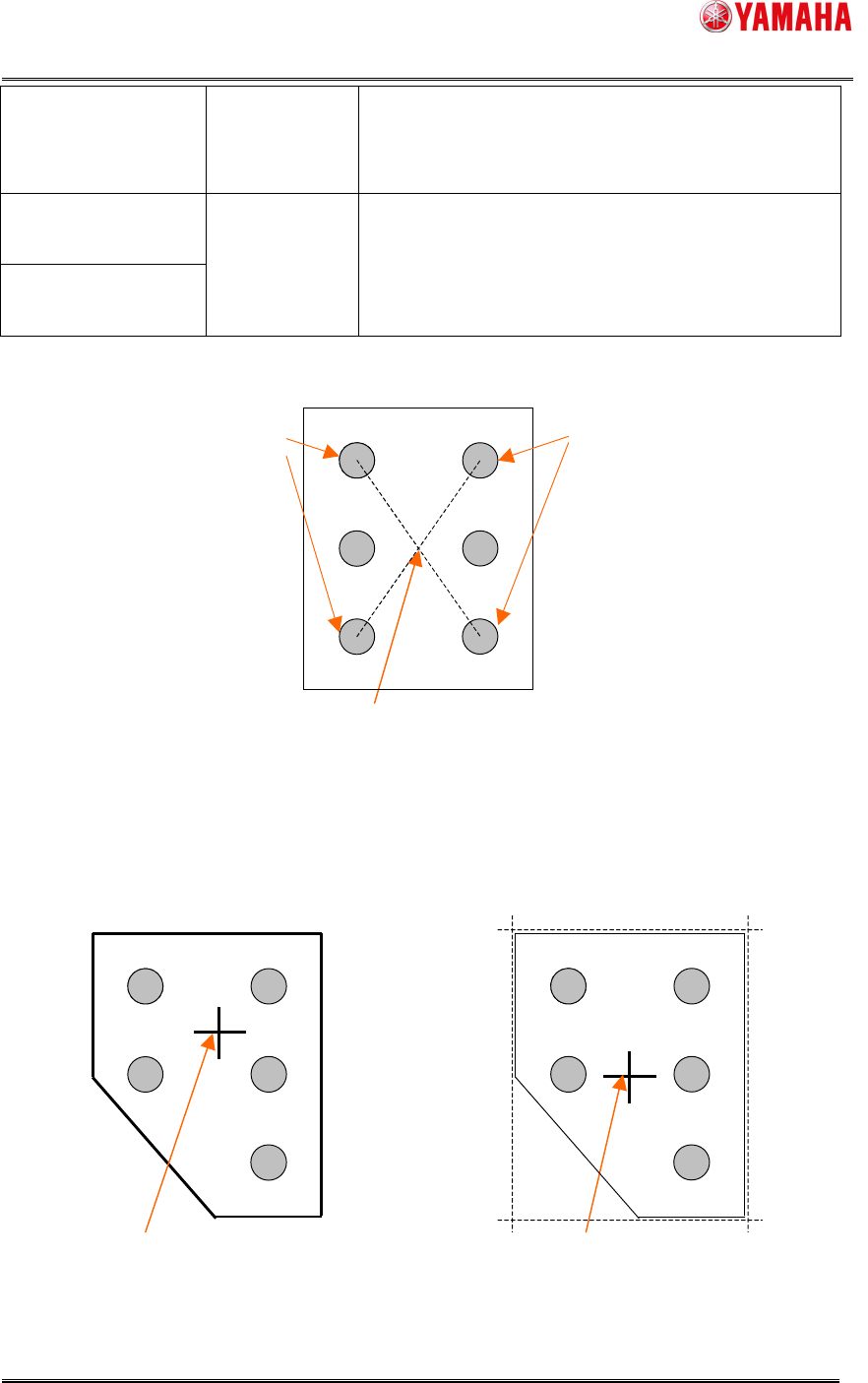
ピン曲り許容値
(mm)
-99.999~
99.999
許容するピン曲り量を指定します。
ピン曲り判定はピンごとに行い、いずれか 1 本でも許
容値を超えた場合は認識エラーになります。(図 5 参
照)
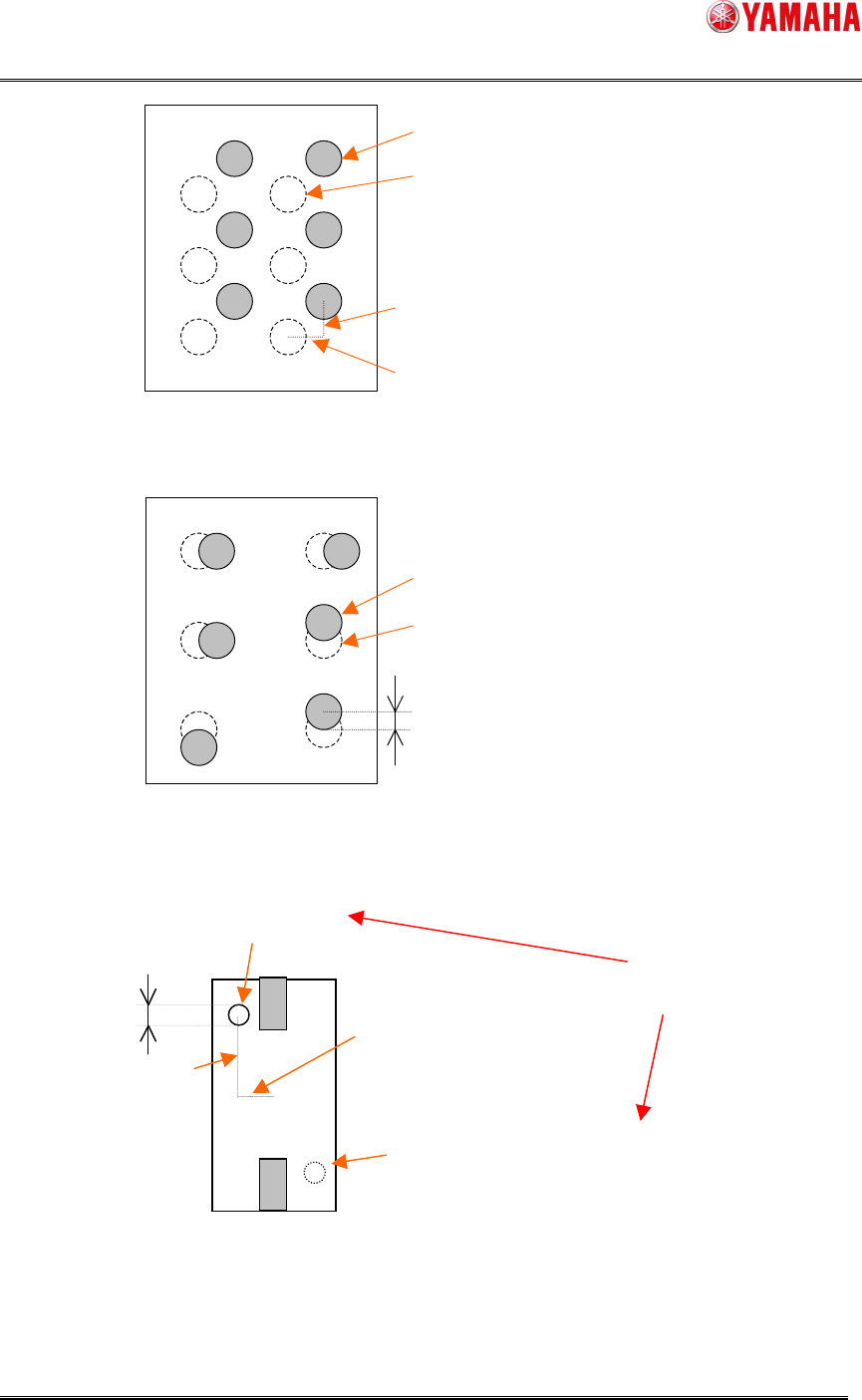
方向判定 なし / あり 方向判定を実施する場合は「あり」を指定します。
チェック対象 黒 / 白 * 「方向判定」が「あり」の場合のみ
指定した輝度測定領域の輝度が、回転対称位置の輝
度よりも明るいことが期待される場合には「白」を、逆
の場合には「黒」を指定します。
検出角度 2 角度 /4 角
度
* 「方向判定」が「あり」の場合のみ
方向判定を行う角度を指定します。
部品を 90°回転させた時にピン配置が異なる場合
は、0°/180°の判定を行うため、「2 角度」を指定しま
す。部品を 90°/180°/270°回転させても同じ場合
は、0°/90°/180°/270°の判定を行うため、「4 角
度」を指定します。(図 6 参照)
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50229 5/11
検出円直径 (mm) 0.010~99.999 * 「方向判定」が「あり」の場合のみ
輝度測定を行う円形領域の直径を指定します。(図 6
参照)
検出円中心位置 X
(mm)
検出円中心位置 Y
(mm)
-99.999~
99.999
* 「方向判定」が「あり」の場合のみ
輝度測定を行う円形領域の中心位置を指定します。
原点は部品中心です。(図 6 参照)
図 2 「仮中心基準」が「ピン」の場合の部品中心位置
図 3 「仮中心基準」が「ボディ」の場合の部品中心位置
基準ピン検出位置の中心 --> 部品中心
部品外形の輪郭の重心 --> 部品中心
部品外形の外接矩形の中心 --> 部品中心
「仮中心基準」が「ボディ」、かつ、
「仮中心算出方法」が「重心」の場合
「仮中心基準」が「ボディ」、かつ、
「仮中心算出方法」が「外接矩形中心」の場合
基準ピン
基準ピン
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50229 6/11
図 4 「ピン座標オフセット X、Y」の設定
図 5 「ピン曲がり許容値」の設定
図 6 「方向判定」の設定
検出円
検出円の部品中心を中心とした点対称領域
(検出角度が「2 角度」の場合)
両者で平均輝度を比較
(チェック対象)
検出円直径
検出円中心位置 Y
検出円中心位置 X
ピン座標オフセット Y
ピン座標オフセット X
部品中心から算出された理論上のピン位置
実際のピン検出位置
ピン曲がり許容値
オフセット後のピン定義位置
オフセット前のピン定義位置