TM5739.憓擖晹昳擣幆傾儖僑儕僘儉愝掕娙曋壔.pdf - 第8页
ヤマハ発動機株式会社 IM 事業部 マウンター技術部 ソフト開発グループ MDO C-SOFT50229 8/11 基板エディタの場合は、メニュ ーの[編集]–[ピン位置編 集](または、ツールバ ーの「ピン位置編 集」ボタン)から「ピン 位置編 集」画面を開くこ と ができます。 図 9 基板エディタ 図 10 基板エディタの「ピン位置編 集」画面
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50229 7/11
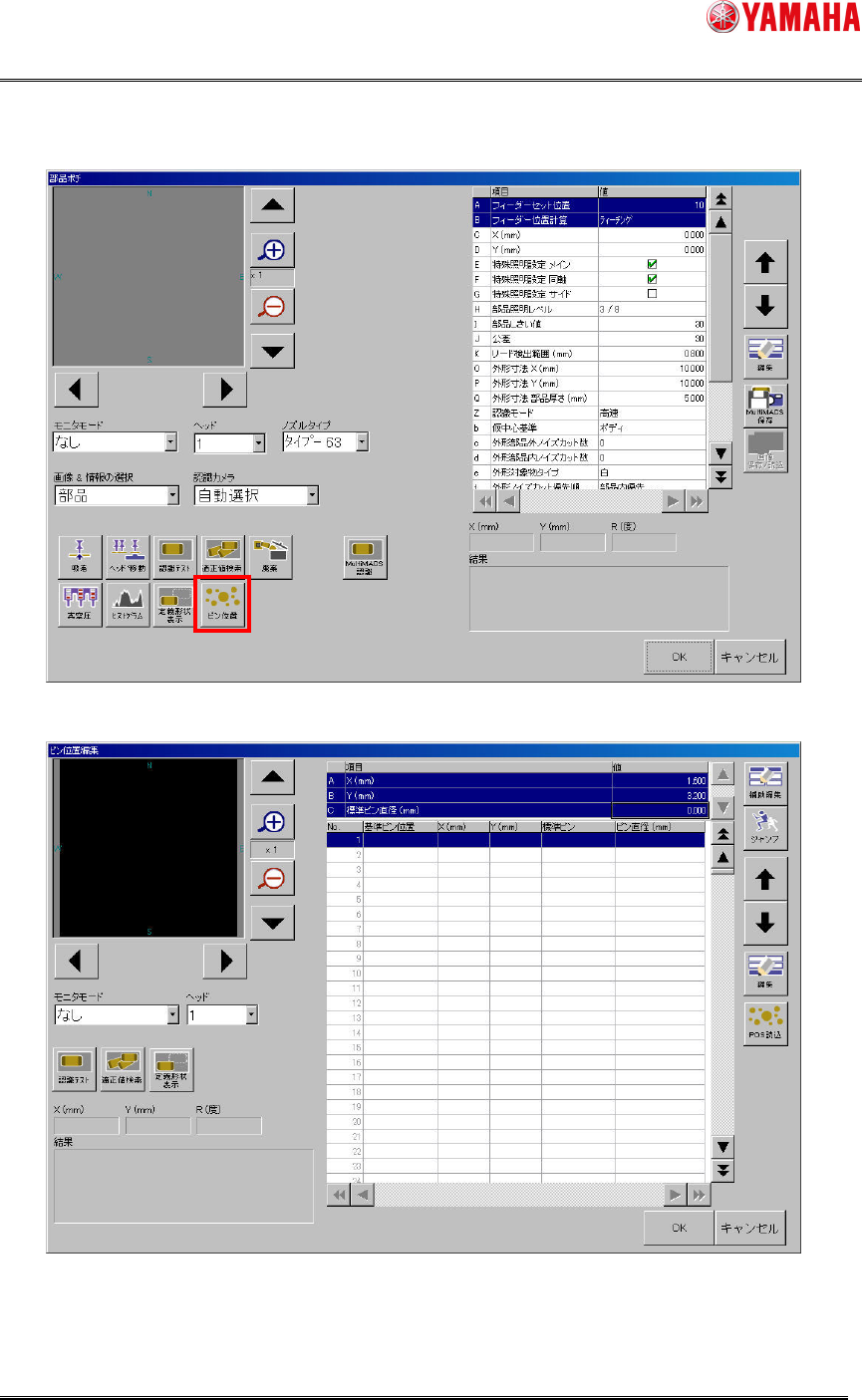
(3) [部品] –[部品ポチ] – [ピン位置]ボタンを押して「ピン位置編集」画面を開き、ピン位置情報
を設定します。
図 7 [部品]–[部品ポチ] 画面
図 8 [部品]–[部品ポチ]–[ピン位置編集] 画面
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50229 8/11
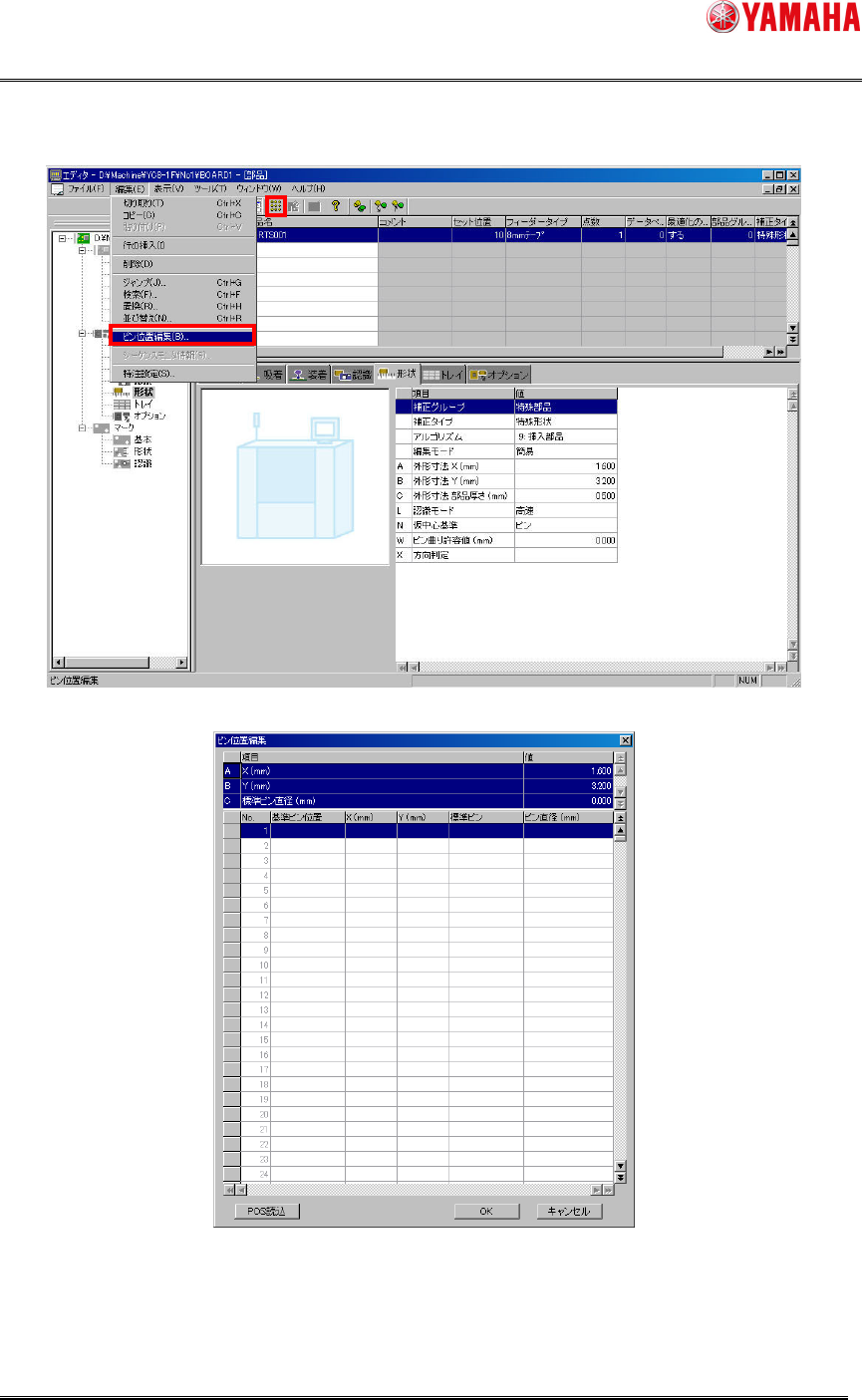
基板エディタの場合は、メニューの[編集]–[ピン位置編集](または、ツールバーの「ピン位置編
集」ボタン)から「ピン位置編集」画面を開くことができます。
図 9 基板エディタ
図 10 基板エディタの「ピン位置編集」画面
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50229 9/11
ピン位置編集画面の上欄には、下記の値を入力してください。
項目名
項目名項目名
項目名
説明
説明説明
説明
X(mm)、Y(mm) 部品サイズを入力してください。
標準ピン直径 (mm)
ピンサイズを入力します。
ピン位置編集画面の下欄には、各ピンの位置情報を入力してください。
項目名
項目名項目名
項目名
説明
説明説明
説明
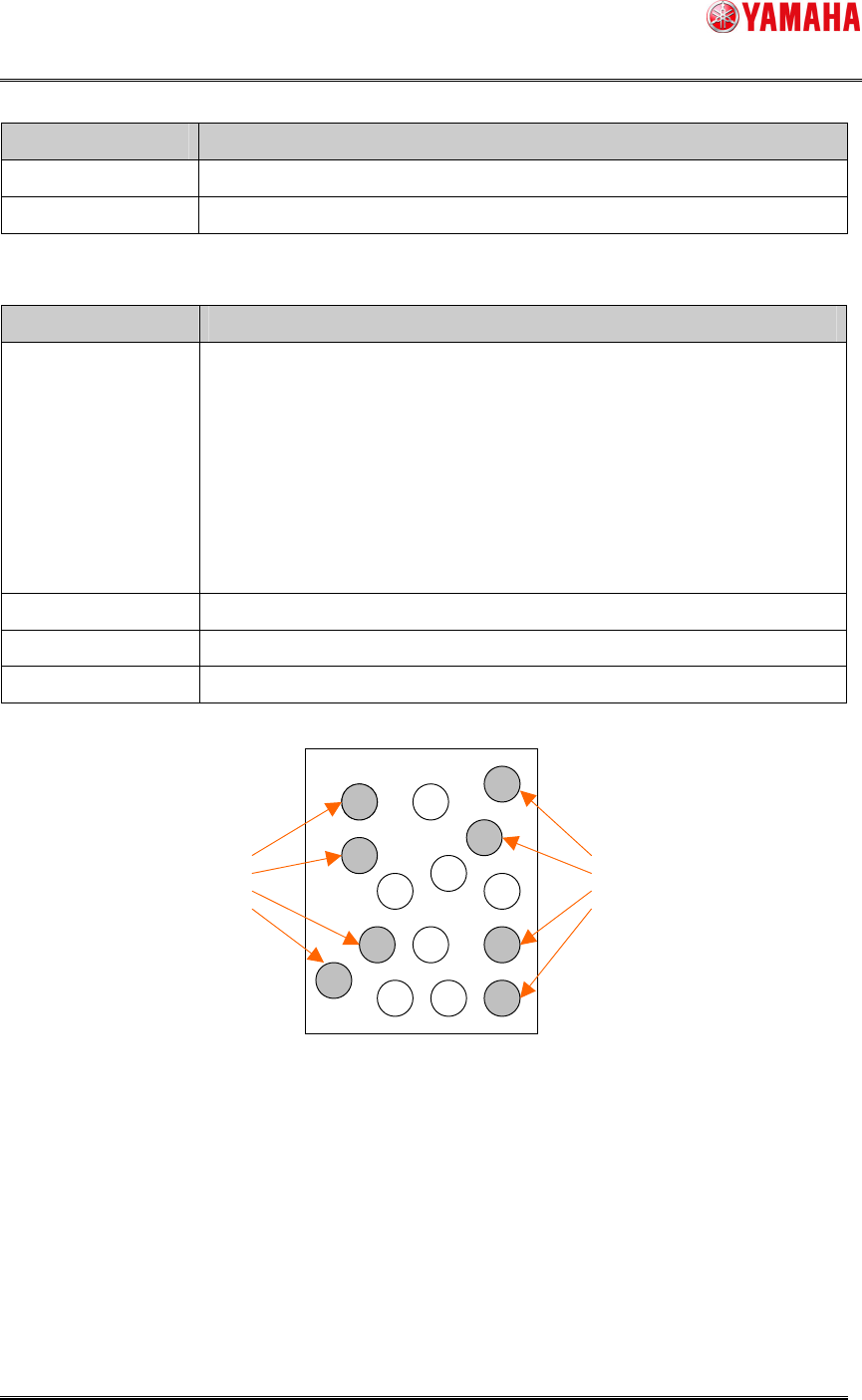
基準ピン位置
左上・右上・左下・右下の各部分でなるべく外側に位置したピンを基準ピ
ンとして選び、それらに「0」 ~ 「7」の番号を割り振ってください。(図 11
参照)
基準ピンのペアは 2 つ以上必要です。ピンが 3 本以下の部品の場合は、
X、Y 座標が同じデータ(基準ピン位置番号は重複しない)を複数行に登
録してください。
基準ピン以外は「---」を設定してください。
X(mm)、Y(mm) 部品中心からの座標を入力してください。
標準ピン チェックを付けた場合、上欄の「標準ピン直径」の値が適用されます。
ピン直径 (mm) 「標準ピン」のチェックを外した場合、ピン直径の値を入力してください。
図 11 基準ピン位置
基準ピン基準ピン