SER09989020_YV100II Service_J.pdf - 第159页
3- 138 SER09989020 調整 第 3 章 7 7.1.3 搭載実行: AMF100 * 基板や部品およびコンベアユニットの段取りが完了したら、自動運転モードで部 品を試搭載します。 (自動運転の詳細は、マウンターのオペレーションマニュア ルをご覧ください。 ) c 注意 「3/1/A1 オプション構成」の「多段階認識」の項目が「工場調整用」になっていることを確認し てください。 1 安全を確認して、非常停止を解除します。 …

3-
137
SER09989020
調整
第
3
章
7
7.1 自動搭載フィードバック
自動搭載フィードバックを実行すると、搭載ズレを自動的に補正することができ
ます。以下の準備をしてから、自動搭載フィードバックを行います。
7.1.1 基板と部品の準備
自動搭載フィードバックは、AMF100F(シングル認識カメラ付)または
AMF100(マルチ認識カメラのみ)と呼ばれる基板データを使ってを実行しま
す。この基板データに合わせて、専用の基板と部品を準備する必要があります。
1
調整用の基板を用意します。
YAMAHAテストボード「α-TEST BOARD 0KK0-91000-0」(黒塗りタイプ)
を用意してください。(このテストボードにはランドパターンはありません。)
2
基板裏面にスプレーのりを吹き付けます。
基板面が汚れていないことを確認してから、基板の端部より5mm 程度および
マーク部分をマスキングして、部品固着用のスプレーのりを基板全体に均一に
吹き付けてください。(後述の自動フィードバックの際に両面テープは適しま
せん)
3
部品を用意します。
C2125部品を付けた 8mm テープフィーダーを用意してください。
7.1.2 搭載の準備
使用する基板データに合わせて、コンベアユニットの調整やフィーダーを準備す
る必要があります。
1
搭載を実行するデータを開きます。
「2/1/ データ編集」で、AMF100またはAMF100Fの部品情報を選択実行し
ます。
e
2
コンベアユニットを調整します。
非常停止ボタンを押して、「2/1/B7 コンベアユニット操作」を使って基板に
合わせてロケートピンやプッシュアップを調整してください。
3
テープフィーダーをセットします。
ユーザー定義情報の「フィーダーセット番号」の位置にフィーダーをセットし
ます。
4
部品の認識状態を確認します。
補助調整(オペレーションマニュアル参照)を使って部品の認識状態を確認し
ます。
5
流れ方向の確認をします。
流れ方向によってブロックリピートの「実行」を変更します。
3-
138
SER09989020
調整
第
3
章
7
7.1.3 搭載実行:AMF100*
基板や部品およびコンベアユニットの段取りが完了したら、自動運転モードで部
品を試搭載します。(自動運転の詳細は、マウンターのオペレーションマニュア
ルをご覧ください。)
c
注意
「3/1/A1 オプション構成」の「多段階認識」の項目が「工場調整用」になっていることを確認し
てください。
1
安全を確認して、非常停止を解除します。
非常停止ボタンを回転解除し、YPU の [READY] ボタンを押してください。
e
2
自動運転での基板を指定します。
「1/1/自動運転」→ 基板名「AMF100*」を指定してください。
3
自動運転で基板に部品を実装します。
「A/ 運転コマンド」→「A2 自動運転(RUN)」を選択実行してください。
g
4
搬送をOFF にします。
「1/1/A6 搬送 ON/OFF」を選択実行してください。実装後、そのまま自動搭
載フィードバックに入るためです。
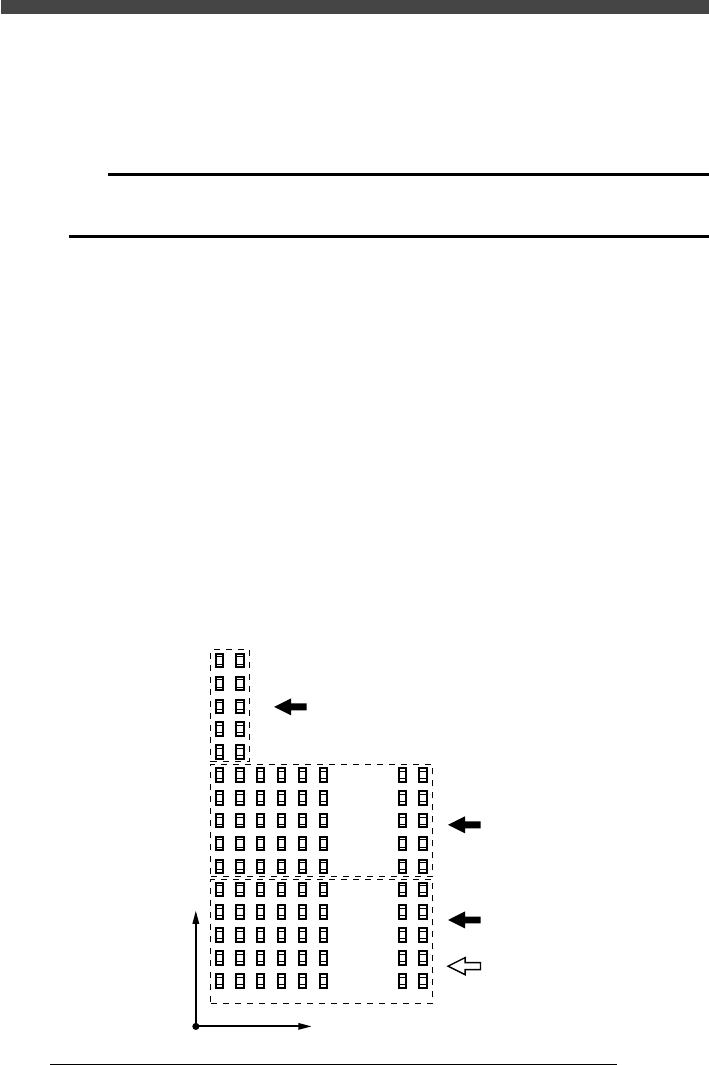
■「AMF100」・「AMF100F」による部品搭載例
10943707-00
90 -90 90 -90 90 -90 90 -90
Head 1 Head 2 Head 3
. . . . . . . . . . . .
. . . . . . . . . . . .
Head 8
PCB Origin
Single-Vision Camera
FINE Mode (AMF100F
)
+X
+Y
Multi-Vision Camera
QFP Mode (AMF100)
Multi-Vision Camera
QFP Mode (AMF100F)
Single-Vision Camera
QFP Mode (AMF100F)
3-
139
SER09989020
調整
第
3
章
7
7.1.4 自動搭載フィードバックの実行
部品を搭載したら「自動フィードバック」ユーティリティを実行して、搭載ズレ
を自動調整します。
1
基板フィデューシャルマークの認識状態を確認します。
1.「2/3/ データベース」→「 A1 部品 / マークデータベース切替」→「マー
クデータベース」を選択実行します。
2. [F6]キーを押してマークデータベースNo.297;FUDUCIAL1.5 の補助調整
(ポチ)画面を開きます。
3. 基板をコンベアに固定させ、「マーク認識テスト」や「適正値検索」を実行
して、マークが認識されることを確認してください。
6
参考
補助調整の詳細は、「オペレーションマニュアル」をご覧ください。
2
搭載した部品をマークとして認識できるかどうかを確認します。
試搭載した部品は、自動搭載フィードバックでマークとして認識させるため、
マークデータベースNo.298; C2125_90 として登録されています。
部品が認識されることを Step 1 と同じ方法で確認してください。
3
「自動搭載フィードバック」プログラムを読み込みます。
1.「3/1/マシン構成」にカーソルを合わせ、[Ctrl] キーを押しながら、
[ENTER] キーを押してください。
lm
2.「D1 データファイル切替」を選択します。
3. 実行したいプログラムを選択します。
AMF100L.PGM → マルチ認識カメラのみで左から右流れ
AMF100R.PGM → マルチ認識カメラのみで右から左流れ
AMF100FL.PGM → シングル認識カメラ付きで左から右流れ
AMF100FR.PGM → シングル認識カメラ付き右から左流れ
60943708-00
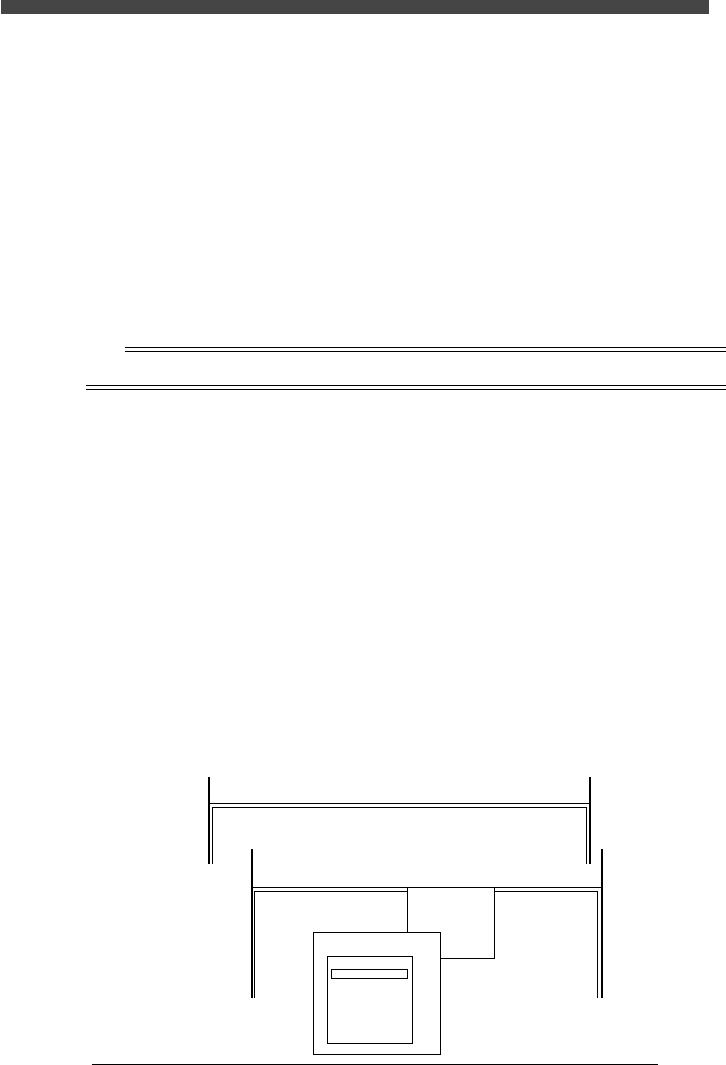
3/メンテナンス/M
<<モード>> 1/マシン構成
<コマンドリスト> D/ファイル
D1 データファイルの切替
AMF100R.PGM
AMF100L.PGM
AMF100FR.PGM
AMF100FL.PGM
PGM FILES