ZS供料器用户操作手册.pdf - 第122页
3-13 3 Z S 3.6 固定销的更换 更换固定销时,建议尽可能使用固定销安装工具 (KHJ-ME101-00 JIG, TAIL PIN) 更换固定销。因为,若使用固定 销安装工具安装,可以保证安装质量。 下面,分别介绍使用与不使用固定销安装工具更换固定销的方法。 ■使用固定销安装工具时 1 拆卸固定销。 用内六角扳手 (2.5) 拆卸固定销的 2 根固定螺栓之 后,取下固定销。 参考 若底板也需要更换时,此时拆卸底板会更便…
3-12
3
Z
S
7
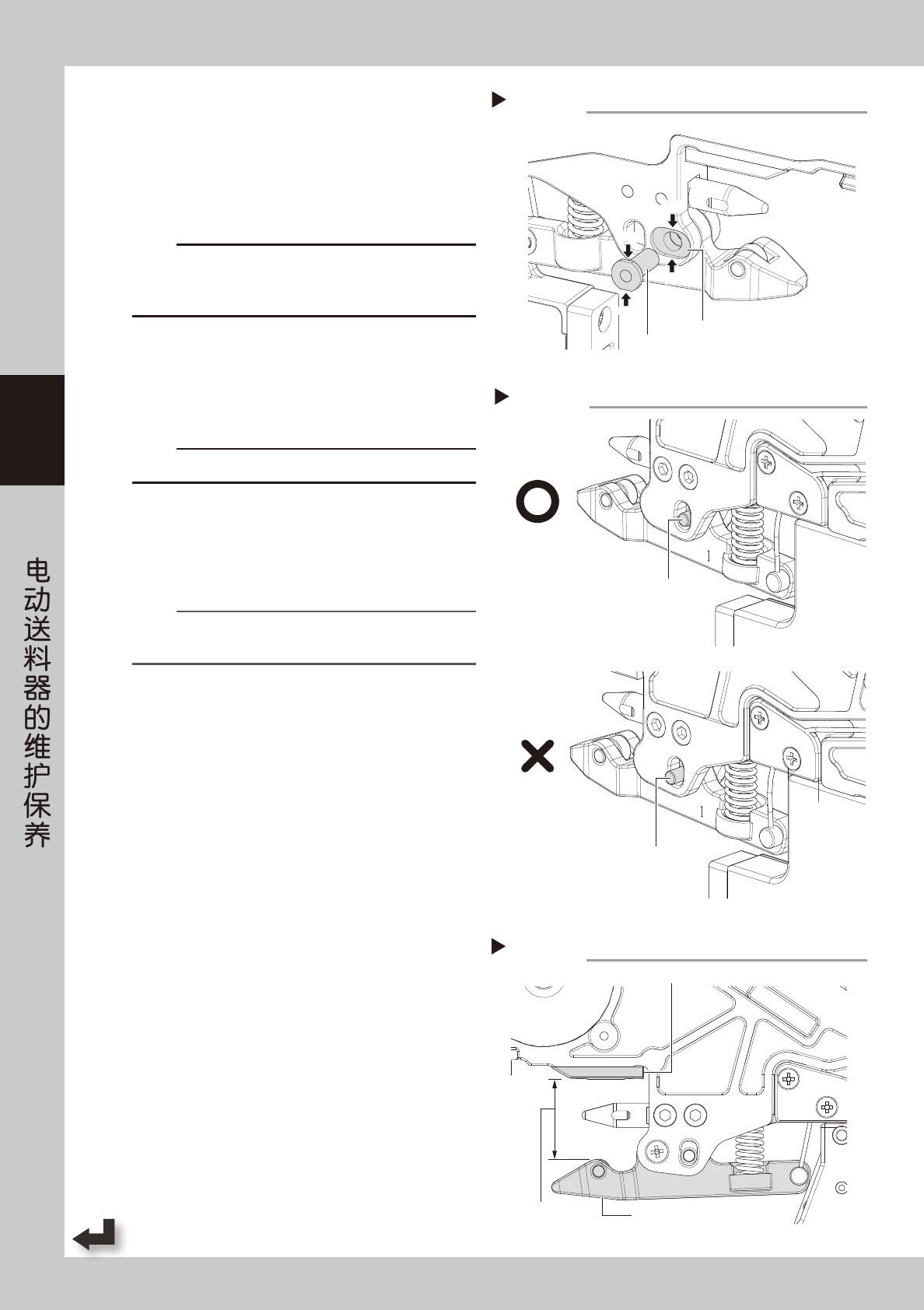
安装锁定销。
1. 将锁定杆向上推,对齐锁定杆与送料器的锁定
销孔。
2. 将锁定销插入锁定销孔之后,用十字螺丝刀
(No.2) 拧紧螺钉 (1 颗 ) 进行固定。
y
拧紧扭矩 :55N
•
cm
c
注意
锁定销的销头上下面为平面加工,锁定销孔的上下面也同样
为平面加工。因此,插入锁定销时请对准锁定销的平面与锁
定销孔的平面。
8
安装止转销。
将止转销插入原位之后,用内六角扳手 (1.5) 拧紧
紧定螺钉 (1 颗 ) 进行固定。
y
拧紧扭矩 :40N
•
cm
c
注意
安装止转销之后,用手触摸确认止转销没有凸起。
9
确认钢丝是否有松弛。
确认握紧手柄杆 ( 锁定杆为打开状态 ) 时底板与锁
定杆之间距离 20 〜 21mm。若超过了该范围,可
以增减张力垫片 2 的片数进行调节。
n
要点
关于增减张力垫片 2 的方法,请参照本章后述“3.12钢丝的
更换”。
安装锁定销
锁定销
锁定销孔
平面平面
平面
平面
平面
平面
Step 7
■ 送料器的金属盖板侧
平面平面
65314-KLJ-00
安装止转销
Step 8
正常状态的止转销
凸起状态的止转销
65337-KLJ-00
确认钢丝是否有松弛
Step 9
锁定杆
底板
2021mm
65326-KLJ-10
3-13
3
Z
S
3.6 固定销的更换
更换固定销时,建议尽可能使用固定销安装工具 (KHJ-ME101-00 JIG, TAIL PIN) 更换固定销。因为,若使用固定
销安装工具安装,可以保证安装质量。
下面,分别介绍使用与不使用固定销安装工具更换固定销的方法。
■使用固定销安装工具时
1
拆卸固定销。
用内六角扳手 (2.5) 拆卸固定销的 2 根固定螺栓之
后,取下固定销。
参考
若底板也需要更换时,此时拆卸底板会更便于更换。
关于底板的更换方法,请参照本章后述“3.7底板的更换”。
2
换上新的固定销。
将新的固定销插入送料器的固定销安装孔中,并用
2 根固定螺栓进行预固定。
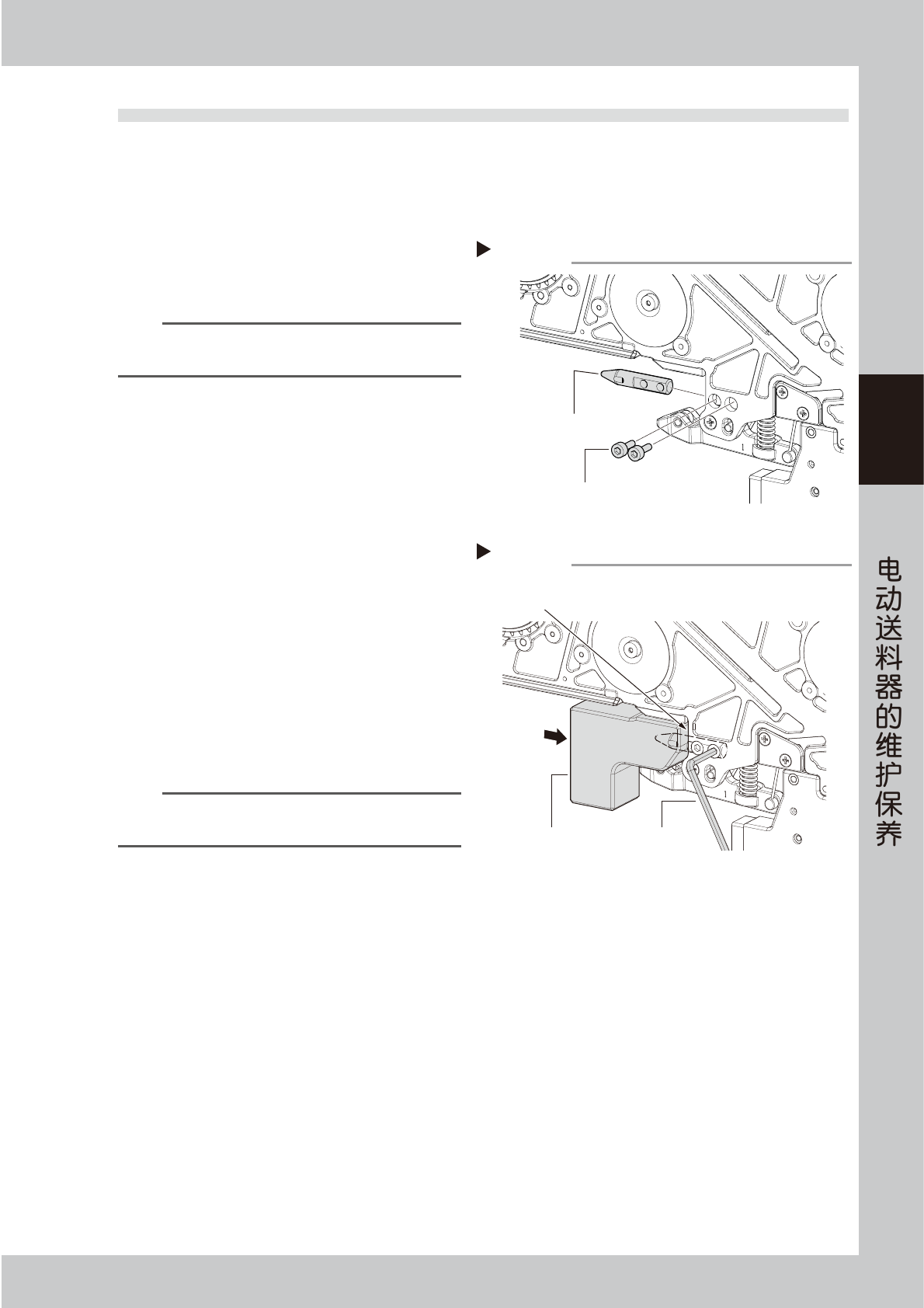
3
插入固定销安装工具。
使锁定杆为打开状态之后,插入固定销安装工具,
使固定销安装工具抵住右图中所示的部位。
4
拧紧 2 根固定螺栓。
用内六角扳手 (2.5) 拧紧在 Step2 中进行过预固定
的 2 根固定螺栓。
y
拧紧扭矩 :55N
•
cm
5
拆卸固定销安装工具。
握手柄杆使锁定杆打开之后,取下固定销安装工具。
6
确认送料器的装卸状态。
在贴片机或一次性换料车上装卸送料器,确认可以
正常装卸。
参考
使用了固定销安装工具之后,需清洁固定销插入孔与表面之
后再存放。
拆卸固定销
Step 1
固定螺栓
固定销
65315-KLJ-00
固定销安装工具
抵住此处
内六角扳手 (2.5)
安装固定销
■ 使用固定销安装工具时
Step 3-4
65316-KLJ-00
3-14
3
Z
S
■不使用固定销安装工具时
1
拆卸固定销。
用内六角扳手 (2.5) 拆卸固定销的 2 根固定螺栓之
后,取下固定销。
参考
若底板也需要更换时,此时拆卸底板会更便于更换。
关于底板的更换方法,请参照本章后述“3.7底板的更换”。
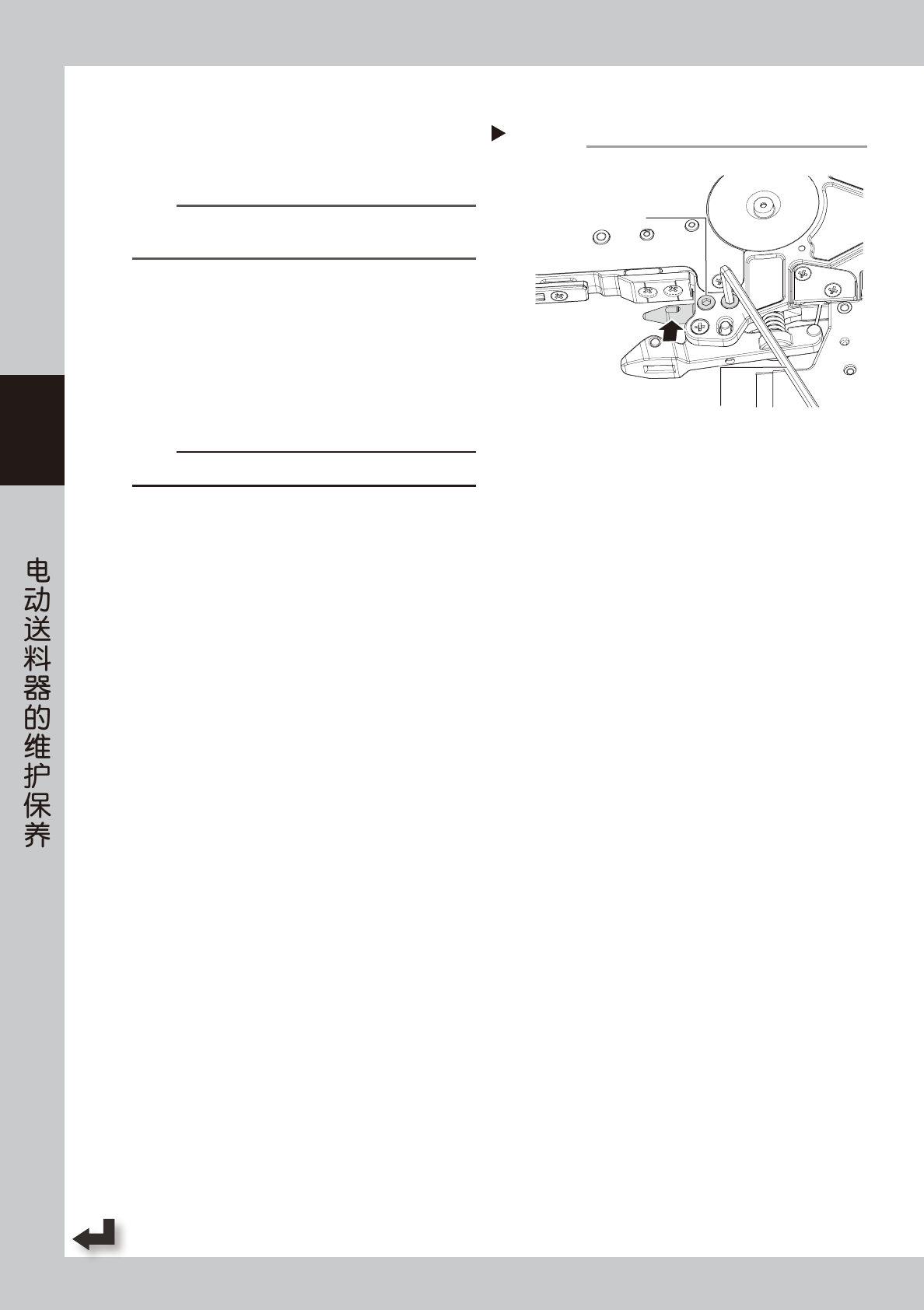
2
换上新的固定销。
1. 将新的固定销插入送料器的固定销安装孔中,
并用 2 根固定螺栓进行预固定。
2. 边向右图所示箭头方向按住固定销,边用内六
角扳手 (2.5) 拧紧在 1. 中进行过预固定的 2 根
固定螺栓。
y
拧紧扭矩 :55N
•
cm
c
注意
若安装固定销时装斜,在装卸送料器时可能会不易装卸。
3
确认送料器的装卸状态。
在贴片机或一次性换料车上装卸送料器,确认可以
正常装卸。
安装固定销
■ 不使用固定销安装工具时
进行了预固定的固定螺栓
向箭头所示方向
按住固定销
内六角扳手 (2.5)
Step 2
65317-KLJ-00