ZS供料器用户操作手册.pdf - 第52页
2-7 2 Z S ■8mm 磁块弹簧片的拆卸方法 载带的料腔高度超过了 1.7mm 或不使用磁块弹簧片时,请按照下列步骤将磁块弹簧片拆下并装入存放槽内保管。 1 提起压料盖。 将前端压料扣边向上提起边向前拉开之后,提起压料盖。 2 拆卸磁块弹簧片。 用精密十字螺丝刀拆卸固定磁块弹簧片的 2 颗螺钉之后,取下磁块弹簧片。 前端压料扣 磁块弹簧片 走带面 走带槽 压料盖 固定螺钉 8mm 磁块弹簧片的拆卸 65273-KLJ-00 3 …
2-6
2
Z
S
4
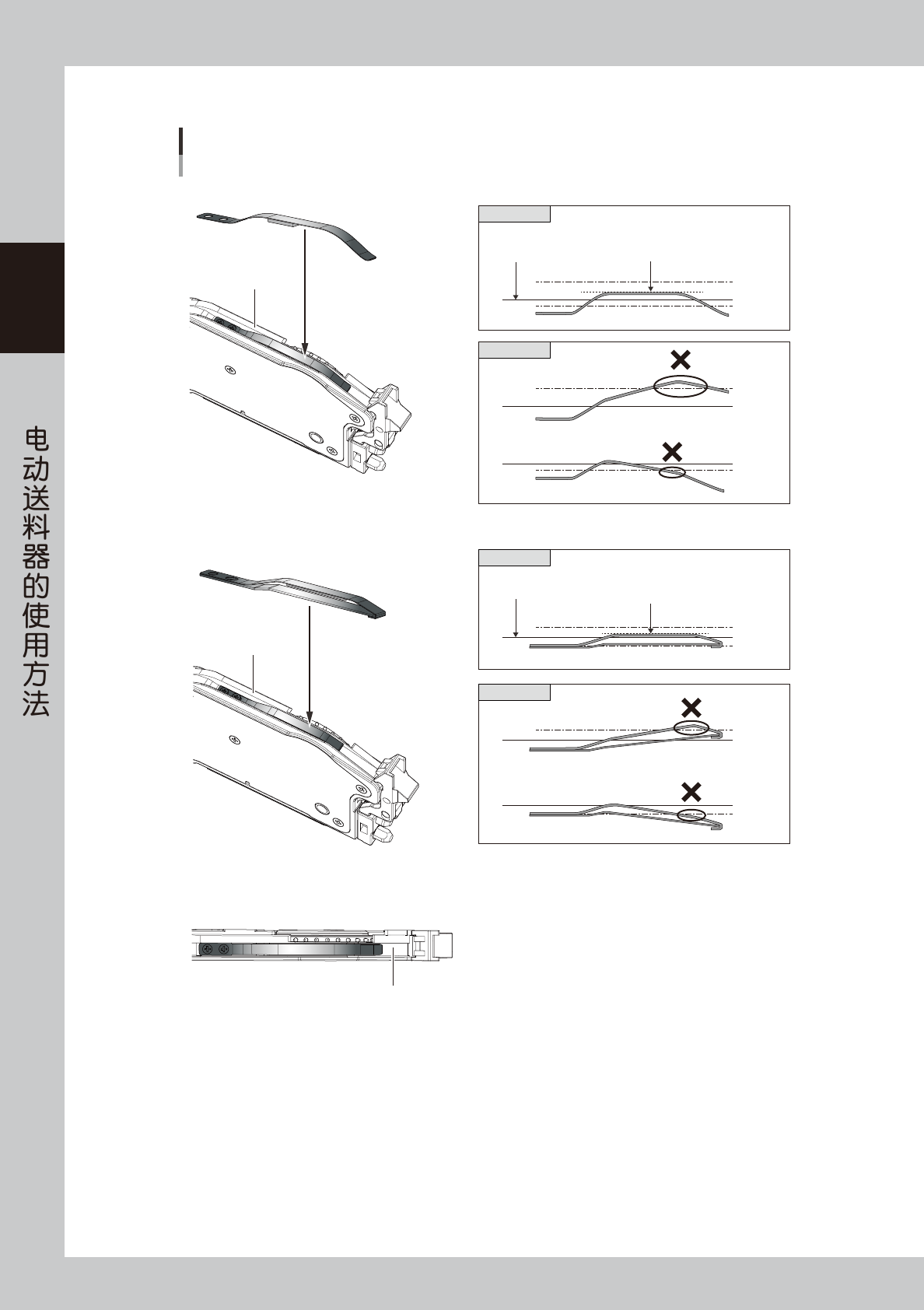
确认磁块弹簧片的安装状态与安装位置是否正确。
8mm 磁块弹簧片的安装状态
正常状态、变形状态
■ 1 型磁块弹簧片
■ 2 型磁块弹簧片
■ 再次安装后的确认
(1型、1型磁块弹簧片的确认方法相同)
走带面
+1.0mm
-0.2mm
※ 图中省略了磁块
弹簧片的顶面必须高出走带面
+1.0mm〜-0.2mm以内
走带面
走带面
正常状态
变形状态
走带面
走带槽
-0.2mm
+1.0mm
超过+1.0mm
超过+0.3mm
低于-0.3mm
低于-0.2mm
+0.3mm
-0.3mm
弹簧片的顶面必须高出走带面
+0.3mm〜-0.3mm以内
-0.3mm
・ 磁块弹簧片必须笔直安装在送料器的走带槽内。
・ 用手指等从上方轻按磁块弹簧片时,磁块弹簧片反弹顺畅,
若反弹不顺畅,必须重新安装。
+0.3mm
正常状态
变形状态
65272-KLJ-00
2-7
2
Z
S
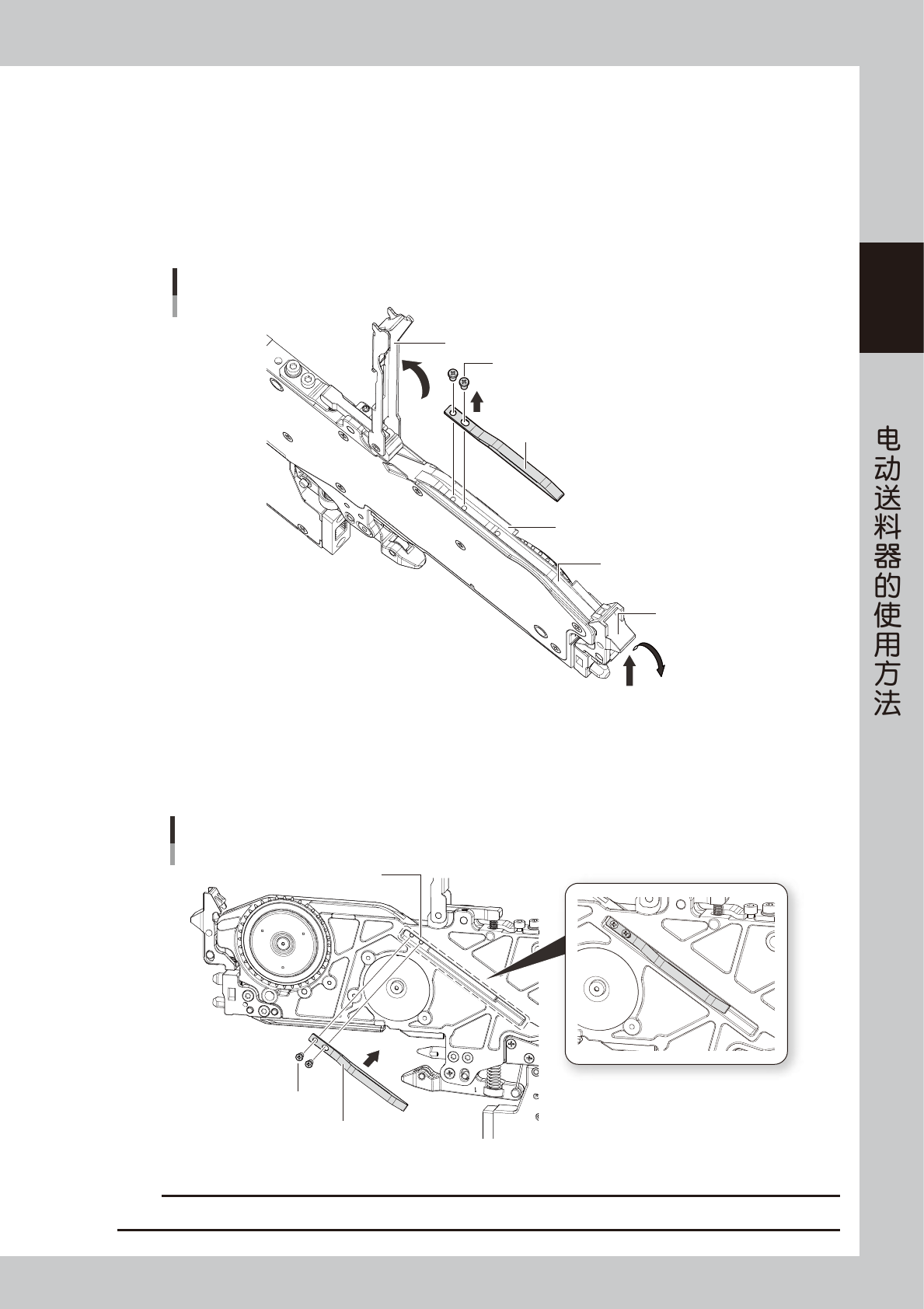
■8mm 磁块弹簧片的拆卸方法
载带的料腔高度超过了 1.7mm 或不使用磁块弹簧片时,请按照下列步骤将磁块弹簧片拆下并装入存放槽内保管。
1
提起压料盖。
将前端压料扣边向上提起边向前拉开之后,提起压料盖。
2
拆卸磁块弹簧片。
用精密十字螺丝刀拆卸固定磁块弹簧片的 2 颗螺钉之后,取下磁块弹簧片。
前端压料扣
磁块弹簧片
走带面
走带槽
压料盖
固定螺钉
8mm 磁块弹簧片的拆卸
65273-KLJ-00
3
将磁块弹簧片装入送料器的存放槽内。
1. 将在 Step2 中拆下的磁块弹簧片嵌入 8mm ZS 电动送料器的存放槽内。
2. 将在 Step2 中拆卸的 2 颗螺钉插入磁块弹簧片的螺孔中并用精密十字螺丝刀拧紧固定。
8mm 磁块弹簧片的保管
保管位置:存放槽
螺钉
8mm 磁块弹簧片
存放槽
固定在存放槽内时
65274-KLJ-00
c
注意
将磁块弹簧片装入存放槽内时,请务必将磁块弹簧片完全嵌入存放槽内再固定,否则磁块弹簧片可能会变形。

2-8
2
Z
S
2.2.2 12mmZS 电动送料器用磁块弹簧片 ( 选购件 )
12mm ZS 电动送料器可以选购 12mm ZS 电动送料器用磁块弹簧片 ( 以下简称“12mm 磁块弹簧片”)。
■12mm 磁块弹簧片的正确拿法
12mm 磁块弹簧片的正确拿法
正确
捏在垫片部。
错误
请勿捏在弹簧片部。
65275-KLJ-00
■12mm 磁块弹簧片的安装方法
1
确认要使用的带装元件的载带料腔的高度。
确认载带的料腔高度 ( 下图中的 H ) 在 2.5mm 以下。H 是指走带孔部底面到料腔底面的高度。
确认载带料腔的高度
载带
料腔底面
走带孔部
底面
H≦2.5mm
65276-KLJ-00
n
要点
载带的料腔高度 (H) 超过 2.5mm 的元件不能使用磁块弹簧片。
2
提起压料盖。
将前端压料扣边向上提起边向前拉开之后,提起压料盖。
压料盖
前端压料扣
提起压料盖
65277-KLJ-00