ZS供料器用户操作手册.pdf - 第97页
2-52 2 Z S 7.5 拼接料带时的注意事项 1. 剪断料带与拼接料带时,注意不要改变元件的送料间距。 因为若改变了送料间距,将会导致发生吸料错误。 注意事项 间距被改变 65250-KLJ-00 2. 料带的接头处注意不要留有空隙或重叠。 请务必以料带长方向为基准垂直剪断料带。接头处若留有空隙或重叠或错位等,将会导致发生吸料错误。 缝隙 错位 重叠 注意事项 接头处有缝隙、重叠、错位 65251-KLJ-0…
2-51
2
Z
S
4
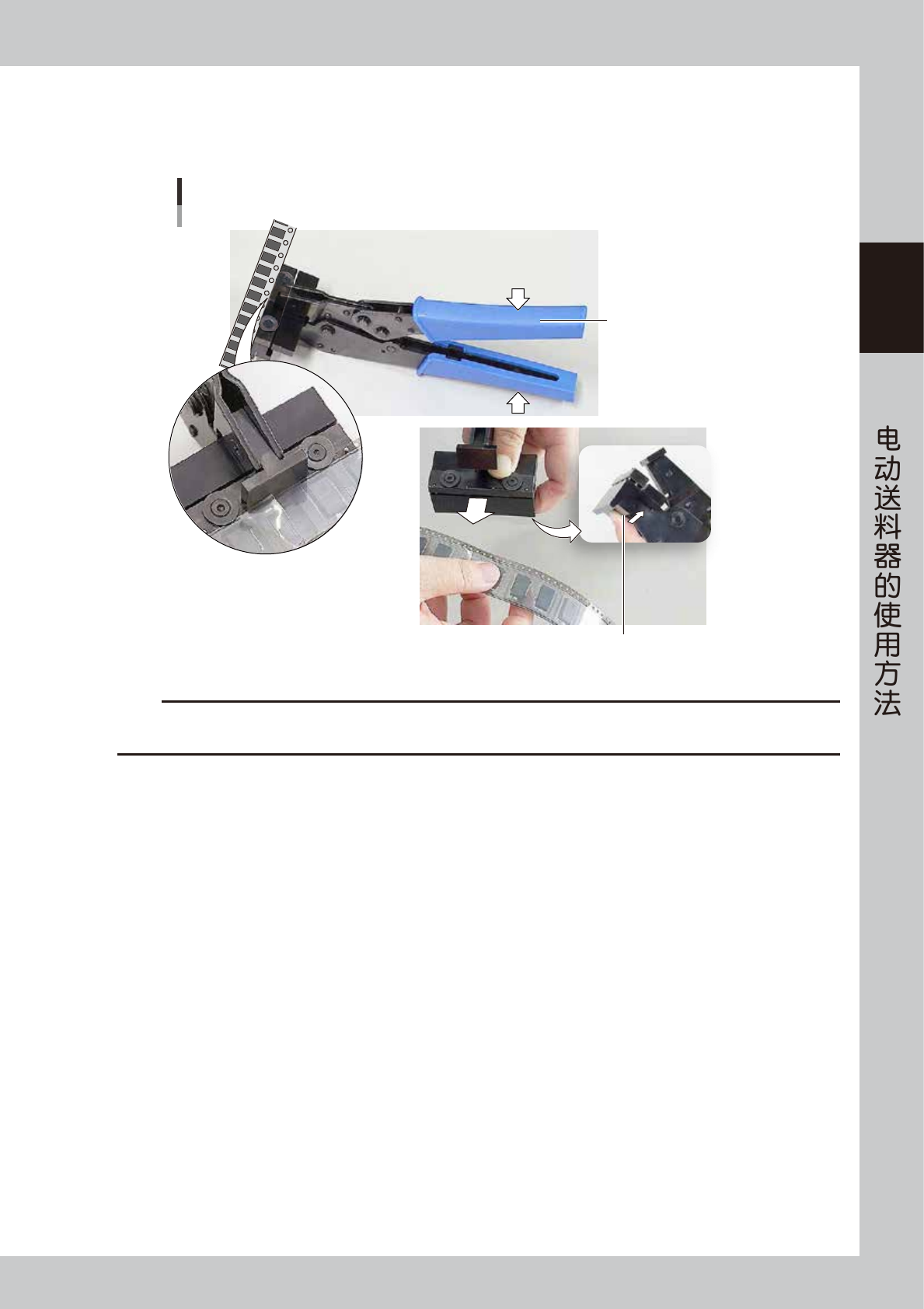
铆接金属连接片。
1. 握紧铆接器的把手,铆接金属连接片。
2. 松开把手,铆接器打开。边用手指向上顶铆接部底面边将拼接的料带取出,确认铆接状态。
铆接金属连接片与料带
握紧把手铆接金属连接片与料带
向上顶此处,取出料带
65249-KLJ-00
c
注意
铆接器在未使用时,把手为打开状态。请注意不要误夹伤手指。若在将铆接器的把手完全握紧之前停下,把手将不会打开而是保持
被握的状态。
5
粘贴普通的拼接胶带。
参照本章前述“7.2 使用蓝色拼接胶带拼接料带的方法”与“7.3 使用黑色拼接胶带拼接料带的方法”,
粘贴普通的拼接胶带。
2-52
2
Z
S
7.5 拼接料带时的注意事项
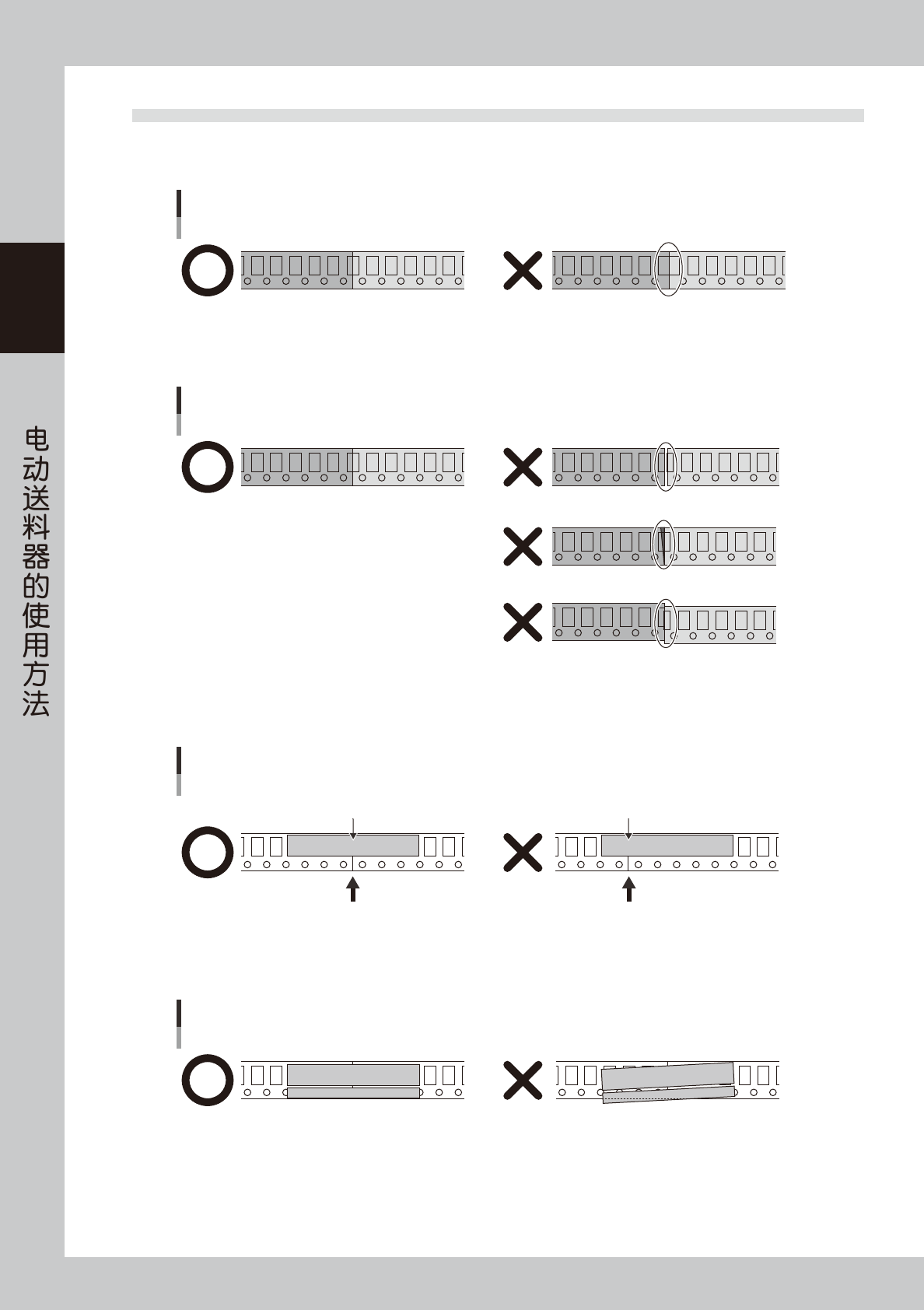
1. 剪断料带与拼接料带时,注意不要改变元件的送料间距。
因为若改变了送料间距,将会导致发生吸料错误。
注意事项
间距被改变
65250-KLJ-00
2. 料带的接头处注意不要留有空隙或重叠。
请务必以料带长方向为基准垂直剪断料带。接头处若留有空隙或重叠或错位等,将会导致发生吸料错误。
缝隙
错位
重叠
注意事项
接头处有缝隙、重叠、错位
65251-KLJ-00
3. 粘贴拼接胶带时,需将拼接胶带长方向的中央对准接头位置粘贴。
若拼接胶带长方向的中央未对准接头位置,料带可能会从接头处脱落断开。
接头位置 接头位置
注意事项
拼接胶带的位置
拼接胶带
拼接胶带
65252-KLJ-00
4. 粘贴拼接胶带时,注意不要使拼接胶带超出料带范围。
若拼接胶带超出料带范围,将会导致发生吸料错误。
超出了料带
注意事项
拼接胶带超出了料带范围
65253-KLJ-00
2-53
2
Z
S
7.6 余量计数与接头检出 (ITOption)
7.6.1 余量计数
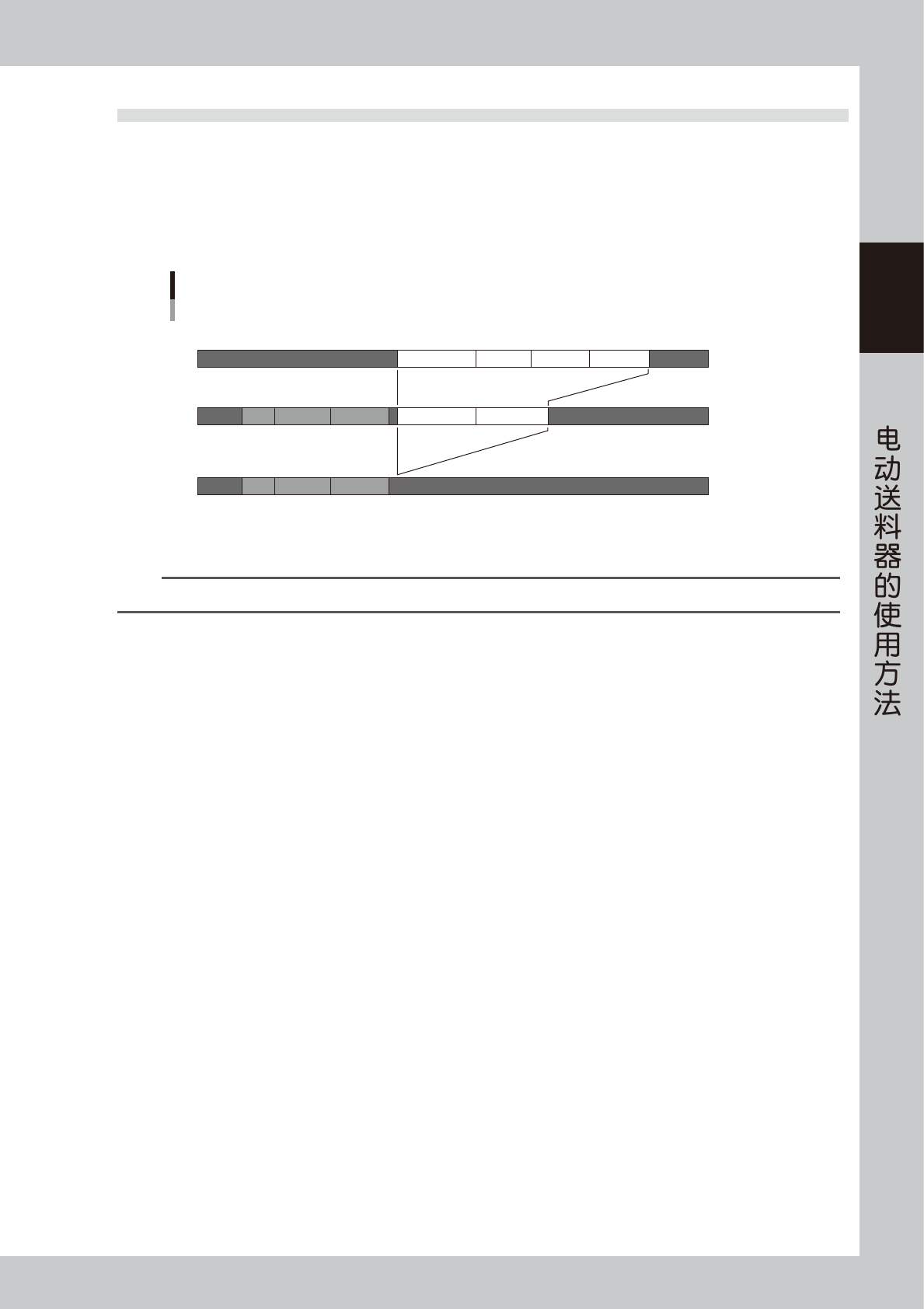
余量计数是 IT Option 选配功能的 1 项功能。通过余量计数功能管理生产中使用的元件的剩余数,对将要断料的元
件显示“元件余量警告”提示。由此可以在断料之前准备补充用的元件或送料器。
此外,通过设定可以发出“料带拼接警告”以便提醒拼接料带的最佳时机,从而可以避免生产线因断料而停止生产。
缩短停止运行的时间
无需停止运行
运行中 运行中
不使用余量计数功能时
断料停机
查找料带盘
安装料带盘 安装送料器
运行中 运行中
使用余量计数功能时 (更换送料器补料)
断料停机警告
查找料带盘
安装料带盘
安装送料器
运行中
使用余量计数功能时 (拼接料带)
余量计数功能的概要
运转状况
运行中 警告
查找料带盘
拼接料带
65254-KLJ-00
从贴片机上拆下的料带盘的元件剩余数,余量计数功能也进行管理。再次使用该料带盘时,可以续用该料带盘的
元件剩余数。
参考
关于余量计数功能的详细内容,请参阅别册 ITOption 用户操作手册的《余量计数功能》使用说明书。