ZS供料器用户操作手册.pdf - 第96页
2-51 2 Z S 4 铆接金属连接片。 1. 握紧铆接器的把手,铆接金属连接片。 2. 松开把手,铆接器打开。边用手指向上顶铆接部底面边将拼接的料带取出,确认铆接状态。 铆接金属连接片与料带 握紧把手铆接金属连接片与料带 向上顶此处,取出料带 65249-KLJ-00 c 注意 铆接器在未使用时,把手为打开状态。请注意不要误夹伤手指。若在将铆接器的把手完全握紧之前停下,把手将不会打开而是保持 被握的状态。 5 粘贴普通的拼接胶带。…
2-50
2
Z
S
7.4 使用金属连接片拼接料带的方法
金属连接片是在粘贴蓝色或黑色的拼接胶带之前进行加固时使用的。尤其是拼接大型元件的压纹料带时,只使用
普通的拼接胶带,拼接后的强度可能会不足。因此,在粘贴普通的拼接胶带之前,先用金属连接片连接,可以使
料带的拼接更加牢固。
下面,以载带为压纹载带的 24mm 宽料带为例介绍使用金属连接片拼接料带的方法。
1
剪断使用中的料带末端与补充用料带的前端。
参照本章前述“7.2.2 12mm、16mm、24mm 宽的料带时”的 Step1 的步骤,剪断使用中的料带末端与
补充用料带的前端。
n
要点
较宽的料带因无法使用料带剪刀,请改用市面销售的长刃剪刀剪断。
2
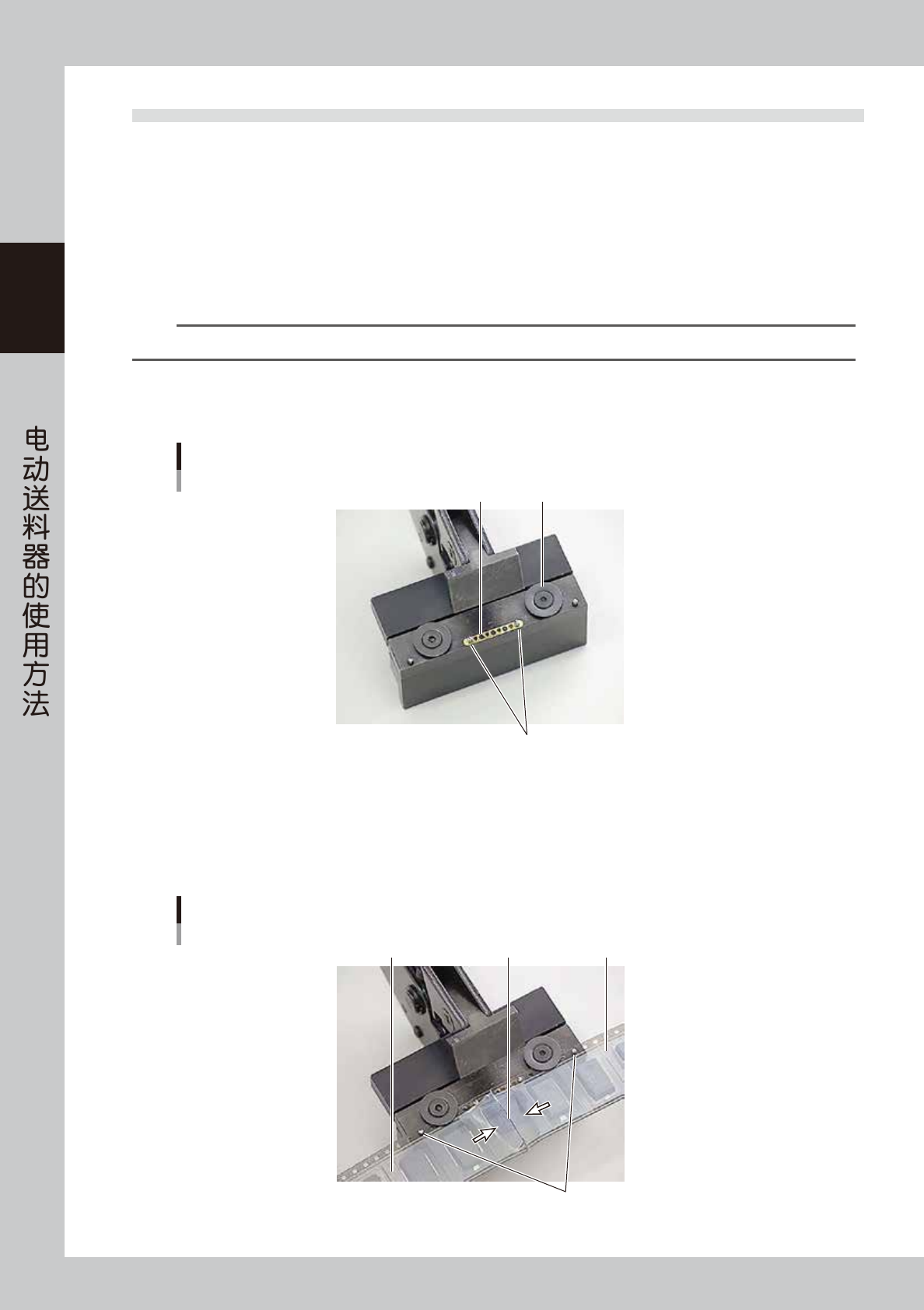
将金属连接片安装在铆接器上。
如下图所示,将金属连接片较平的一面朝下,将两端的圆孔套在铆接器的定位针上。
安装金属连接片
金属连接片
定位针
圆盘
65248-KLJ-00
3
将使用中的料带末端与补充用料带的前端安装在铆接器上。
1. 将使用中的料带末端的盖带面朝上,将走带孔侧插入铆接器上两个圆盘之下。
将料带的末端 (Step1 中剪断的端面 ) 对准金属连接片的中央,并将走带孔套在铆接器上的定位针上。
2. 按照与 1. 相同的方法,将补充用料带也安装在铆接器上。此时,需注意接头位置无缝隙。
安装料带
使用中的料带补充用料带
定位针
无缝隙
65259-KLJ-00
2-51
2
Z
S
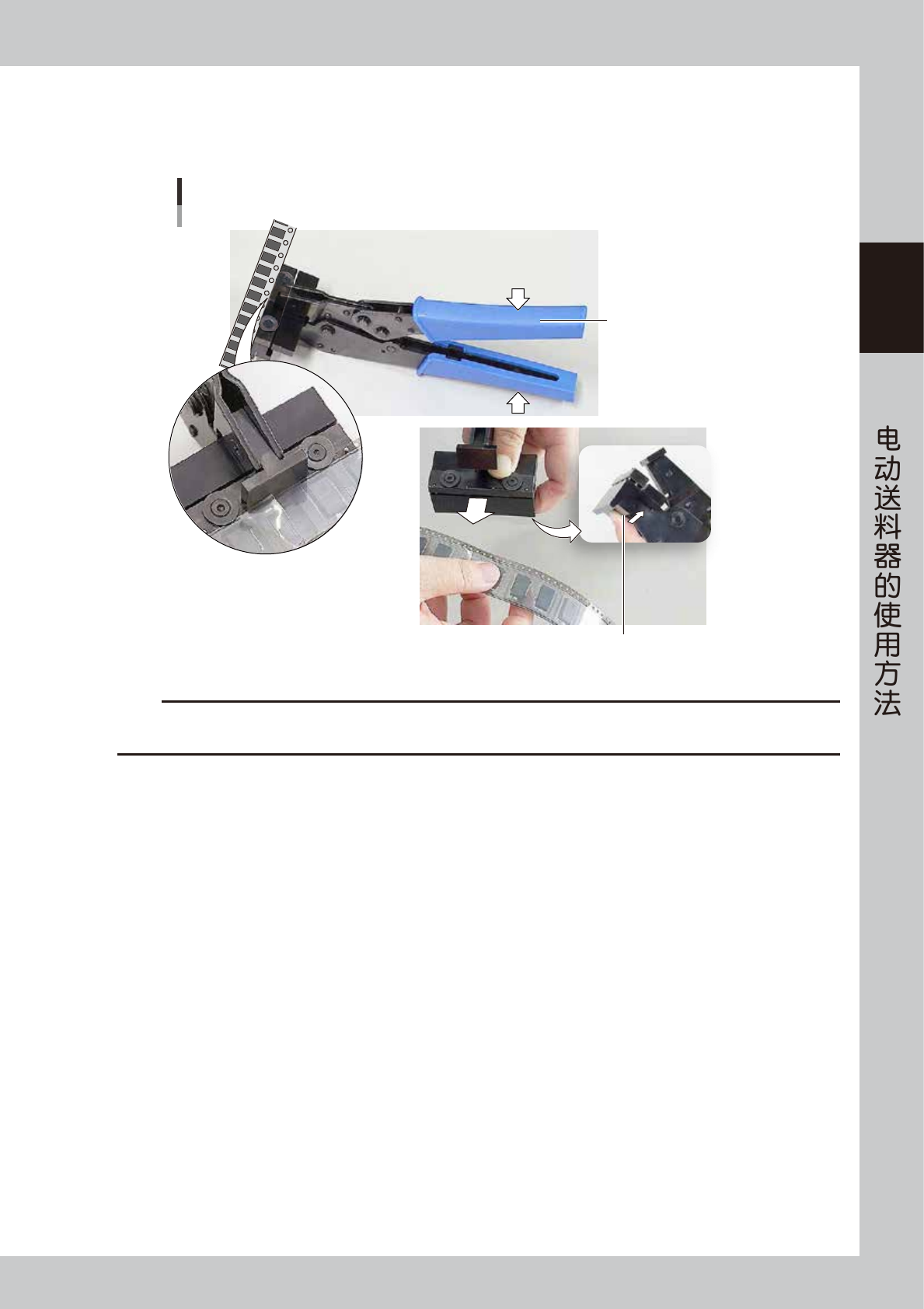
4
铆接金属连接片。
1. 握紧铆接器的把手,铆接金属连接片。
2. 松开把手,铆接器打开。边用手指向上顶铆接部底面边将拼接的料带取出,确认铆接状态。
铆接金属连接片与料带
握紧把手铆接金属连接片与料带
向上顶此处,取出料带
65249-KLJ-00
c
注意
铆接器在未使用时,把手为打开状态。请注意不要误夹伤手指。若在将铆接器的把手完全握紧之前停下,把手将不会打开而是保持
被握的状态。
5
粘贴普通的拼接胶带。
参照本章前述“7.2 使用蓝色拼接胶带拼接料带的方法”与“7.3 使用黑色拼接胶带拼接料带的方法”,
粘贴普通的拼接胶带。
2-52
2
Z
S
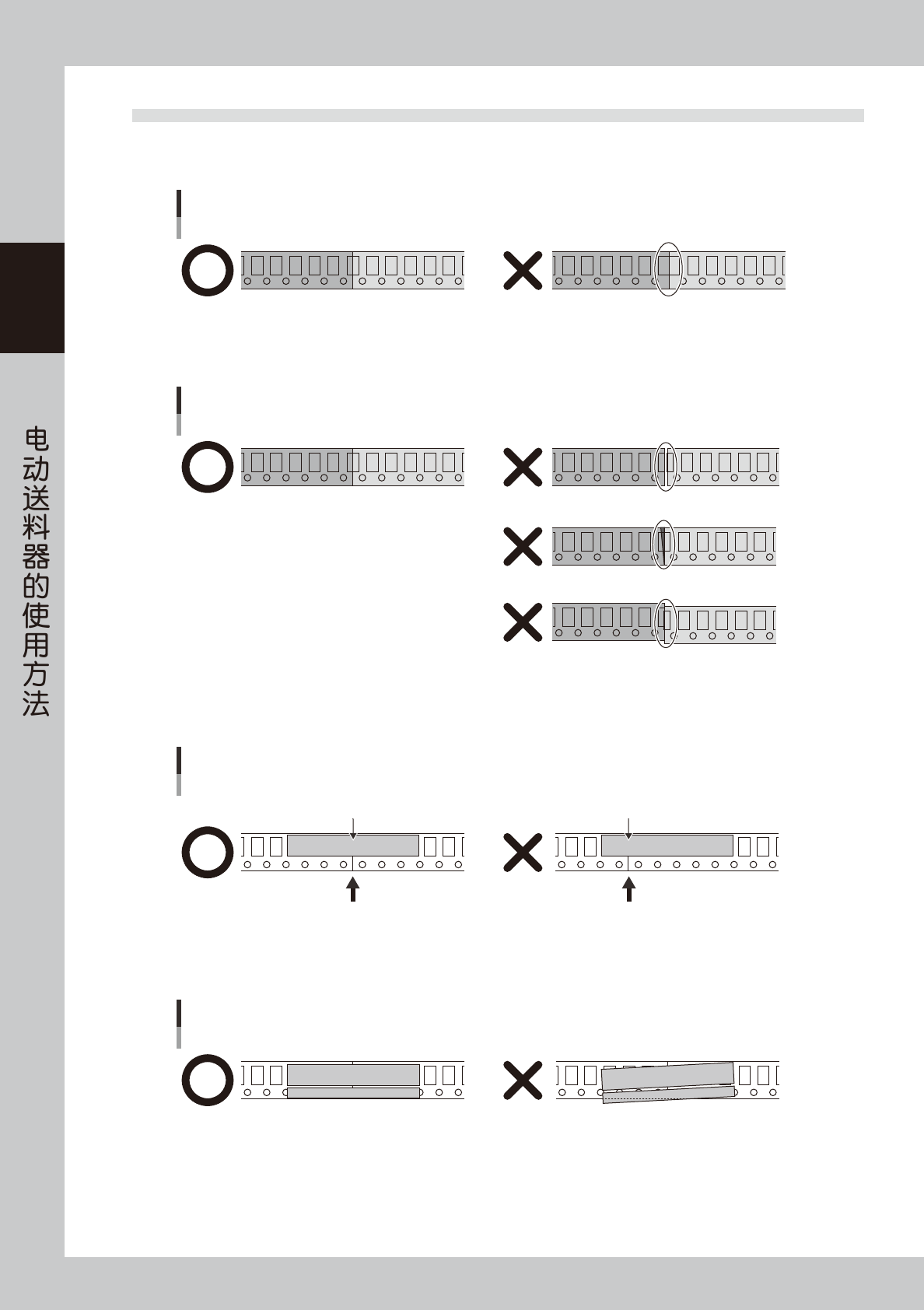
7.5 拼接料带时的注意事项
1. 剪断料带与拼接料带时,注意不要改变元件的送料间距。
因为若改变了送料间距,将会导致发生吸料错误。
注意事项
间距被改变
65250-KLJ-00
2. 料带的接头处注意不要留有空隙或重叠。
请务必以料带长方向为基准垂直剪断料带。接头处若留有空隙或重叠或错位等,将会导致发生吸料错误。
缝隙
错位
重叠
注意事项
接头处有缝隙、重叠、错位
65251-KLJ-00
3. 粘贴拼接胶带时,需将拼接胶带长方向的中央对准接头位置粘贴。
若拼接胶带长方向的中央未对准接头位置,料带可能会从接头处脱落断开。
接头位置 接头位置
注意事项
拼接胶带的位置
拼接胶带
拼接胶带
65252-KLJ-00
4. 粘贴拼接胶带时,注意不要使拼接胶带超出料带范围。
若拼接胶带超出料带范围,将会导致发生吸料错误。
超出了料带
注意事项
拼接胶带超出了料带范围
65253-KLJ-00