ZS供料器用户操作手册.pdf - 第58页
2-13 2 Z S 7 将盖带夹入卷带齿轮。 1. 按压 P/O 杆的图中所示部位,使卷带齿轮让出空隙。 2. 将盖带插入一定长度到卷带齿轮让出的空隙中。 3. 松开 P/O 杆,使卷带齿轮夹住盖带。 卷带齿轮 安装盖带 盖带 P/O杆 65207-KLJ-10 c 注意 确认压料盖与卷带齿轮之间的盖带没有扭曲。 8 卷绕盖带的松弛部分。 沿箭头方向轻轻拉伸盖带,盖带将自动卷绕。 卷绕盖带的松弛部分 盖带 卷带齿轮 65208-KL…
2-12
2
Z
S
4
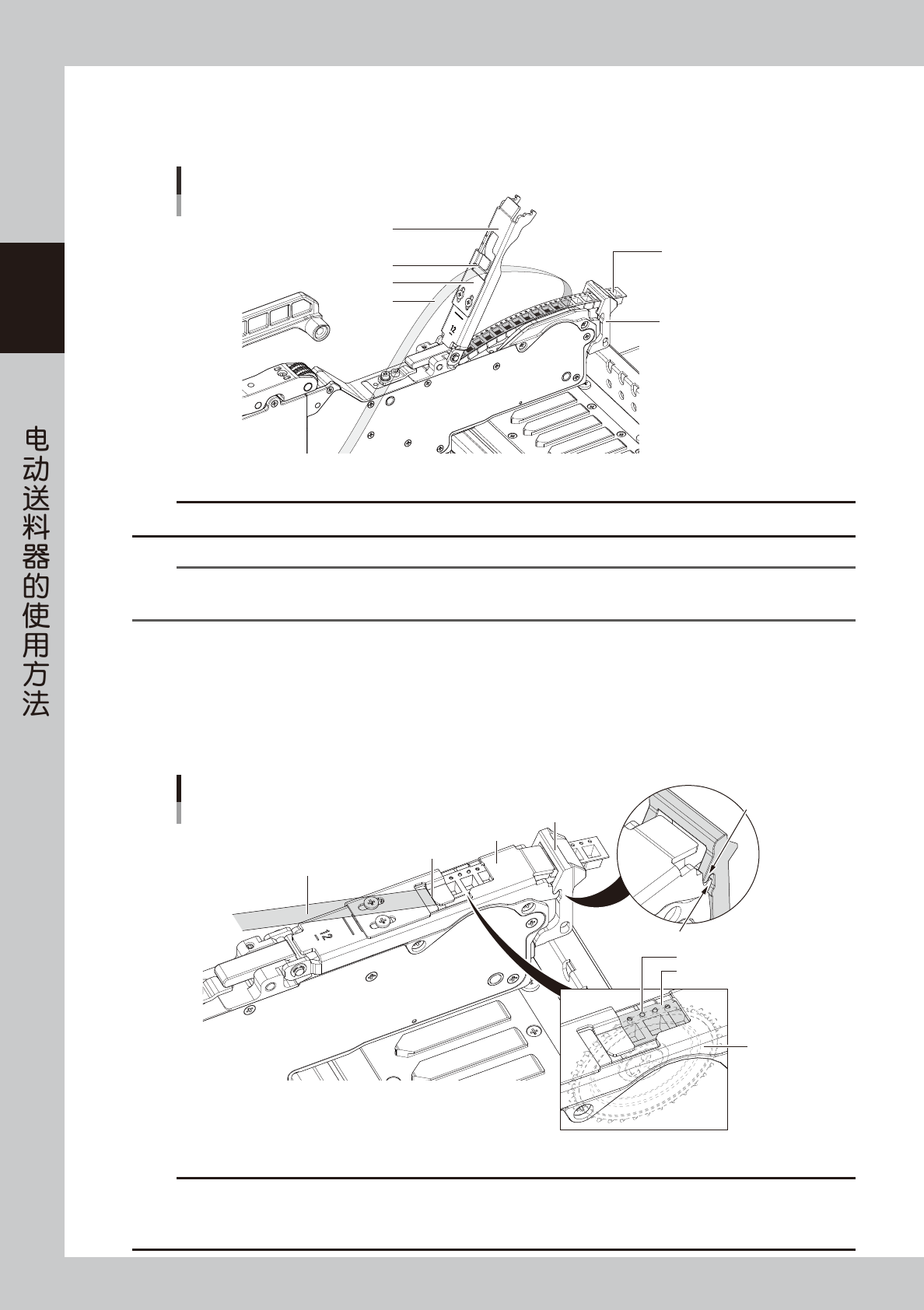
将载带穿过前端压料扣。
5
将盖带穿过压料盖的切口部。
载带、盖带
压料盖
盖带
载带
前端压料扣
压料板
切口部
65203-KLJ-10
c
注意
穿过盖带时,请注意不要使压料盖与压料板变形。
n
要点
将盖带穿过压料盖切口部的方法有“预先剥离”和“前端剥离”两种方法。详细内容,请参照本章后述“3.1.1盖带的预先剥离与
前端剥离”。
6
固定压料盖。
1. 将载带的走带孔套入链齿轮的齿。
2. 向上提起并向前拉开前端压料扣之后,按下压料盖,使前端压料扣固定住压料盖。
此时,需注意务必将压料扣的钩部嵌入压料盖的槽部。
3. 拉动盖带,使盖带在切口部折回。
链齿轮
固定压料盖
前端压料扣
链齿轮的齿
载带
盖带
压料盖
切口部
槽部
钩部
65206-KLJ-10
c
注意
•
请务必使前端压料扣的钩部嵌入压料盖的槽部。若没有嵌入到位,压料盖可能会上浮导致与贴装头发生碰撞。
•
固定压料盖时,请务必边拉紧盖带边固定,以免盖带在压料盖内有松弛。
•
固定压料盖时,为防止前端压料扣被磨损,请务必将前端压料扣向上提起并向前拉开之后再按下压料盖进行固定。
2-13
2
Z
S
7
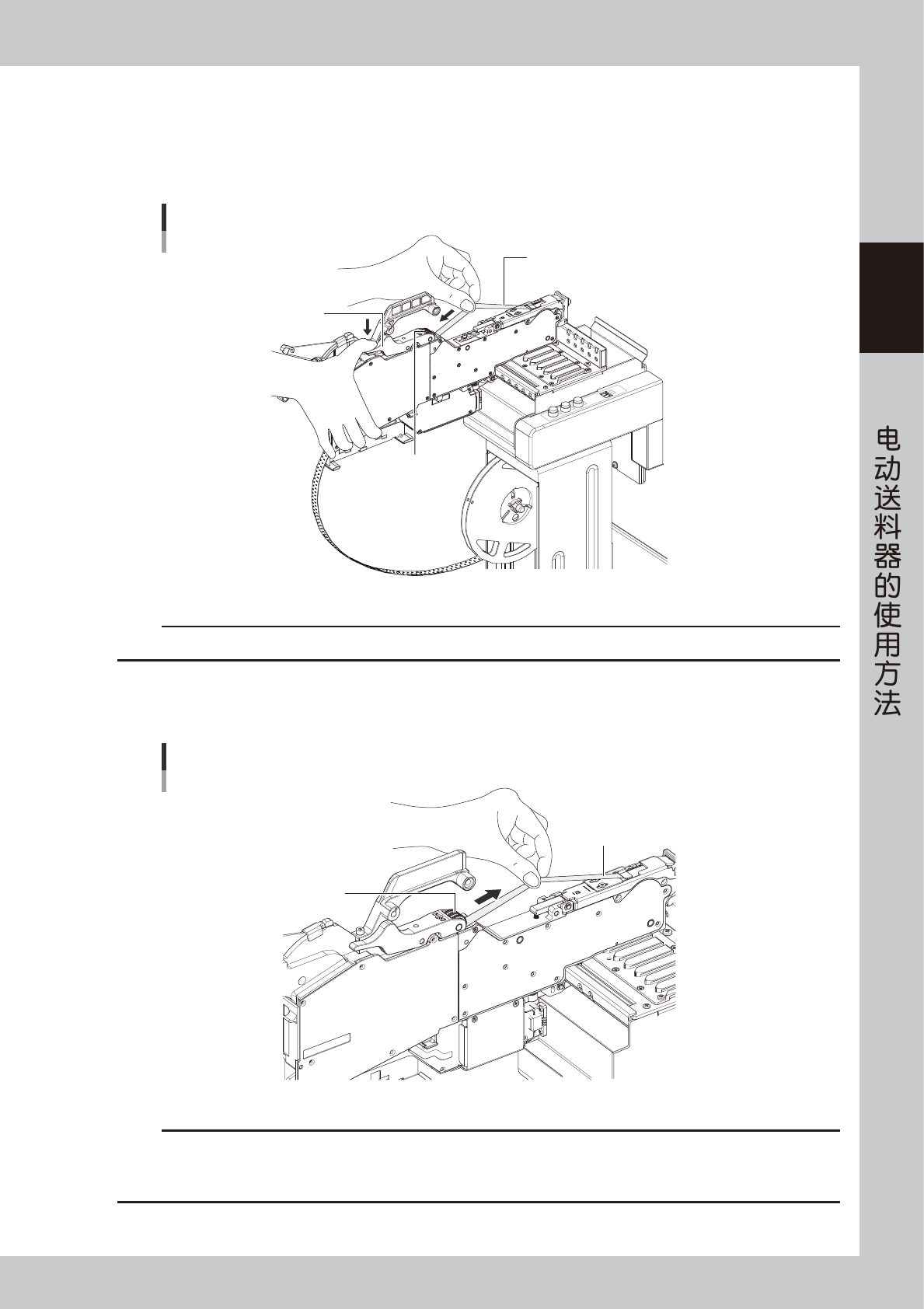
将盖带夹入卷带齿轮。
1. 按压 P/O 杆的图中所示部位,使卷带齿轮让出空隙。
2. 将盖带插入一定长度到卷带齿轮让出的空隙中。
3. 松开 P/O 杆,使卷带齿轮夹住盖带。
卷带齿轮
安装盖带
盖带
P/O杆
65207-KLJ-10
c
注意
确认压料盖与卷带齿轮之间的盖带没有扭曲。
8
卷绕盖带的松弛部分。
沿箭头方向轻轻拉伸盖带,盖带将自动卷绕。
卷绕盖带的松弛部分
盖带
卷带齿轮
65208-KLJ-00
c
注意
•
卷绕盖带时,请小心操作,注意不要使手指等被夹入卷带齿轮部。
•
用手护着盖带,使盖带笔直卷绕。
•
卷绕盖带直至松弛消失为止。
2-14
2
Z
S
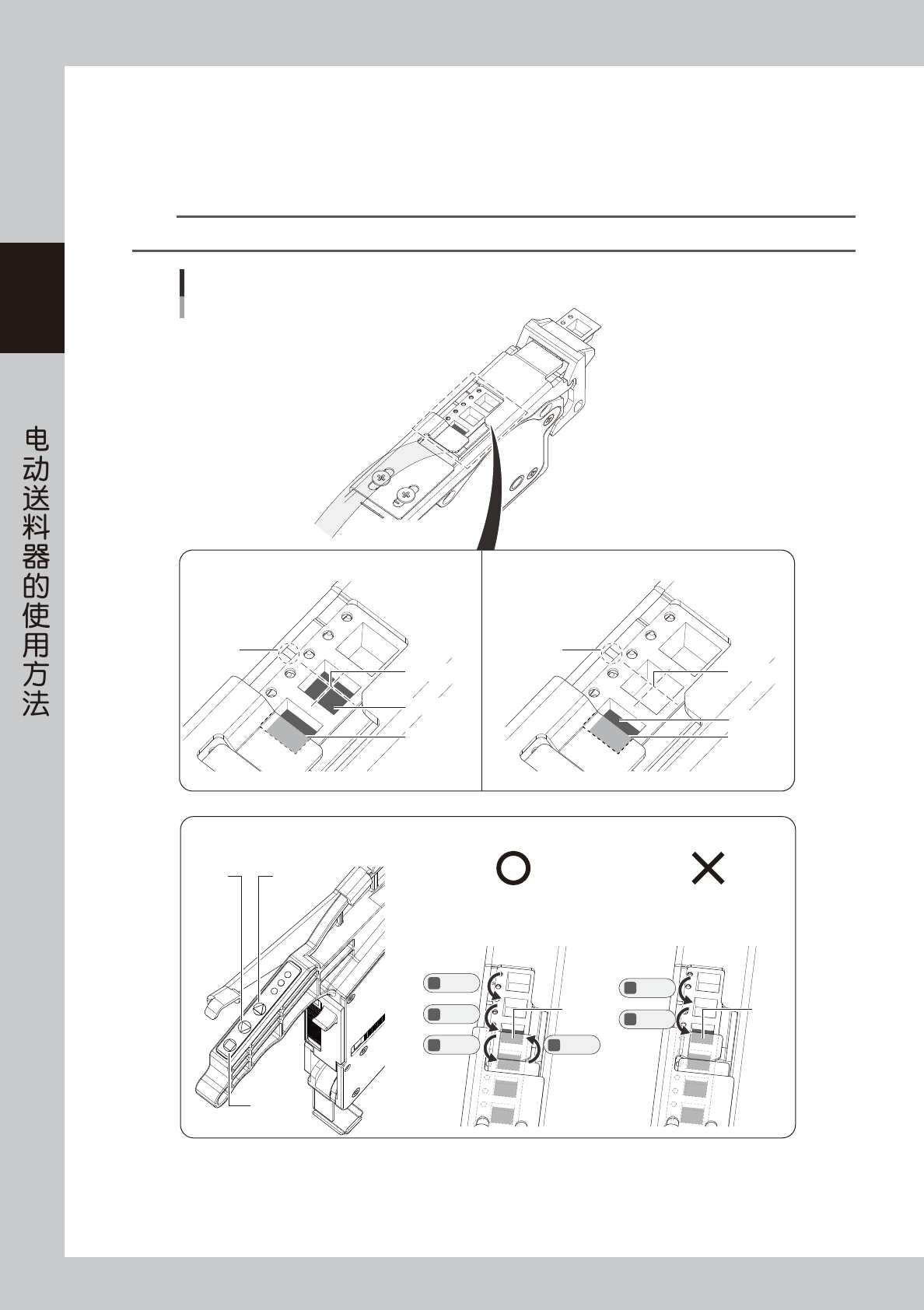
9
将最前端的元件对准待机位置。
按 ZS 电动送料器上的 [FEED]、[BACK] 按钮,可以使料带向前或向后走带。
1. 按 [FEED] 按钮,将最前端的元件传送到吸料位置 ( 标记处 )。
2. 按 2 次以上 [BACK] 按钮使元件被退回之后,按 1 次 [FEED] 按钮使最前端的元件对准待机位置。
n
要点
边按 ZS 电动送料器的 [FUNC] 按钮,边按 [FEED] 或 [BACK] 按钮,可以使料带按照在上料台等设定的间距向前或向后走带。
最前端
元件
最前端
元件
[BACK]
按钮
[FEED]
按钮
[FUNC]
按钮
1. 将最前端的元件传送到吸料位置。 2. 使最前端元件对准待机位置。
按2次以上 [BACK] 按钮,
再按 [FEED] 按钮。
请勿只按 [BACK] 按钮使最前端
的元件对准待机位置。
这会导致元件偏离吸料位置。
BACK
1
BACK
2
BACK
1
BACK
2
BACK
3
FEED
4
■ 使最前端的元件对准待机位置时的规则
使最前端的元件对准待机位置
标记 标记
吸料位置
最前端元件
待机位置
吸料位置
最前端元件
待机位置
65209-KLJ-10