ZS供料器用户操作手册.pdf - 第130页
3-21 3 Z S ■72mm 以上的 ZS 电动送料器时 1 拆卸盖带回收盒部的盖板。 1. 用内六角扳手 (2.5) 拆下固定盖带回收盒部盖板 的 7 处螺栓。 2. 取下盖带回收盒部的盖板。 2 拆卸把手支架。 1. 用内六角扳手 (3) 拆卸固定把手支架的螺栓 1 (2 根 )。 2. 继续用内六角扳手 (3) 拆卸固定把手支架的螺 栓 2 (1 根 )。 3. 再用内六角扳手 (4) 拆卸固定把手支架的螺栓 3、4 ( 各…
3-20
3
Z
S
■12mm 〜 56mmZS 电动送料器时
1
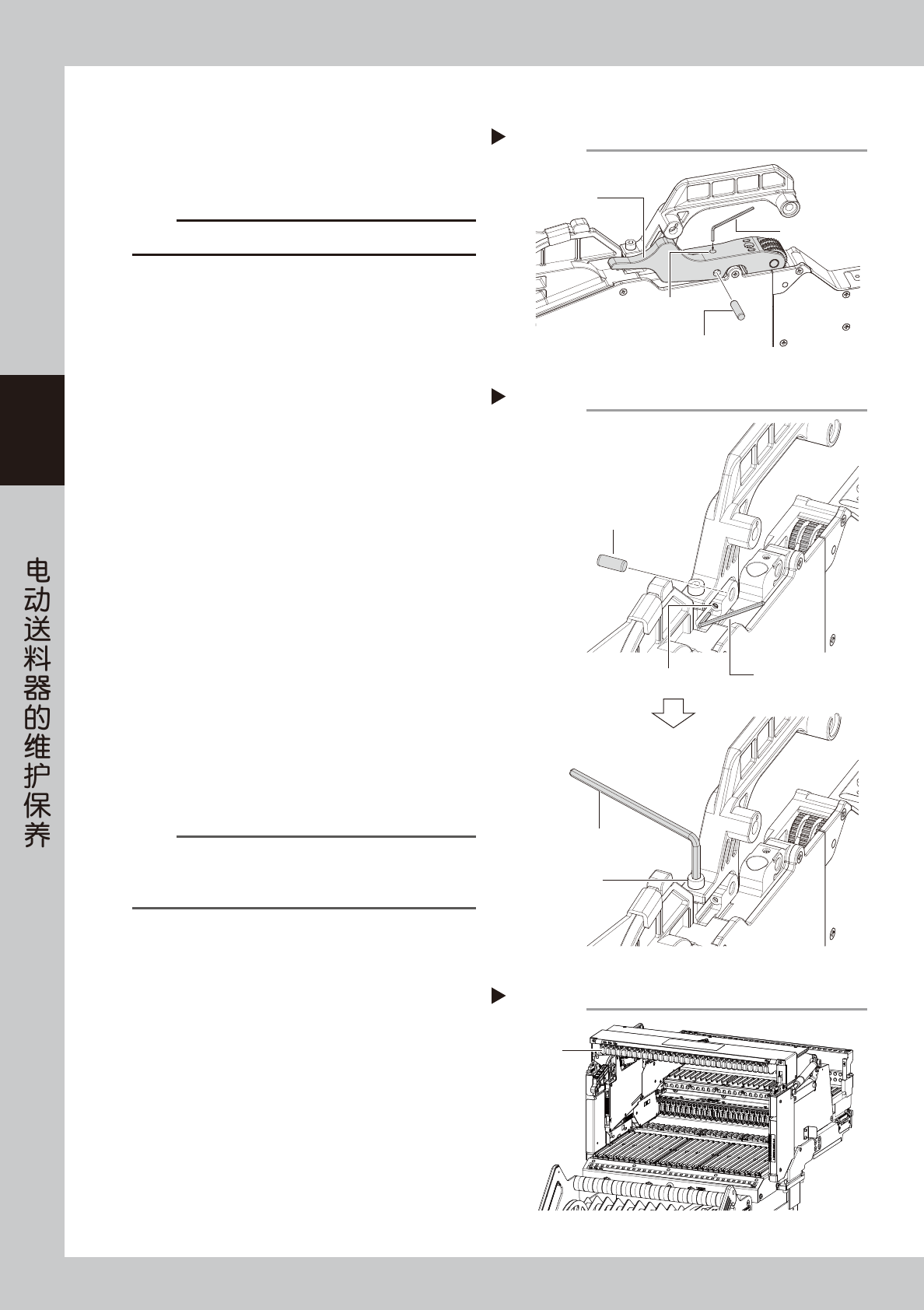
拆卸 P/O 杆。
1. 用内六角扳手 (1.5) 拧松紧定螺钉 (1 颗 )。
2. 拔出平行销之后,将 P/O 杆拆下。
c
注意
拆卸 P/O 杆时,请注意不要丢失弹簧。
2
拆卸把手。
1. 用内六角扳手 (1.5) 拧松紧定螺钉 (1 颗 ) 之后,
拔出平行销。
2. 用内六角扳手 (2.5) 拆卸固定把手的 1 处螺栓之
后,取下把手。
3
安装新的把手。
1. 换上新的把手,用内六角扳手 (2.5) 拧紧固定把
手的螺栓 (1 处 )。
2. 在紧定螺钉 (1 颗 ) 上涂上螺纹密封剂 (LOCTITE
241)。
3. 插入平行销,用内六角扳手 (1.5) 拧紧在 2. 中
涂抹了螺纹密封剂的紧定螺钉固定平行销。
y
紧定螺钉的拧紧扭矩 :40N
•
cm
y
螺栓的拧紧扭矩 :100N
•
cm
4
将 P/O 杆装回送料器。
1. 将 P/O 杆的弹簧安装位置对准弹簧使弹簧嵌入
之后,将 P/O 杆安装在送料器上。
2. 插入平行销,并用内六角扳手 (1.5) 拧紧紧定螺
钉 (1 颗 ) 进行固定。
y
拧紧扭矩 :40N
•
cm
5
确认送料器的装卸状态。
在贴片机或一次性换料车上装卸送料器,确认是否
可以正常装卸。
n
要点
在 YSM20 贴片机的 ZS 电动送料器用或 YSM40R 贴片机用
的一次性换料车上安装 ZS 电动送料器时,请确认把手是否会
与导槽盖板发生干扰。
拆卸P/O杆
Step 1
平行销
内六角扳手 (1.5)
紧定螺钉
P/O杆
65331-KLJ-00
拆卸把手 (12〜56mm ZS电动送料器)
Step 2
内六角扳手 (1.5)
内六角扳手 (2.5)
紧定螺钉
平行销
螺栓
65332-KLJ-00
一次性换料车
导槽盖板
Step 5
65330-KLJ-00
3-21
3
Z
S
■72mm 以上的 ZS 电动送料器时
1
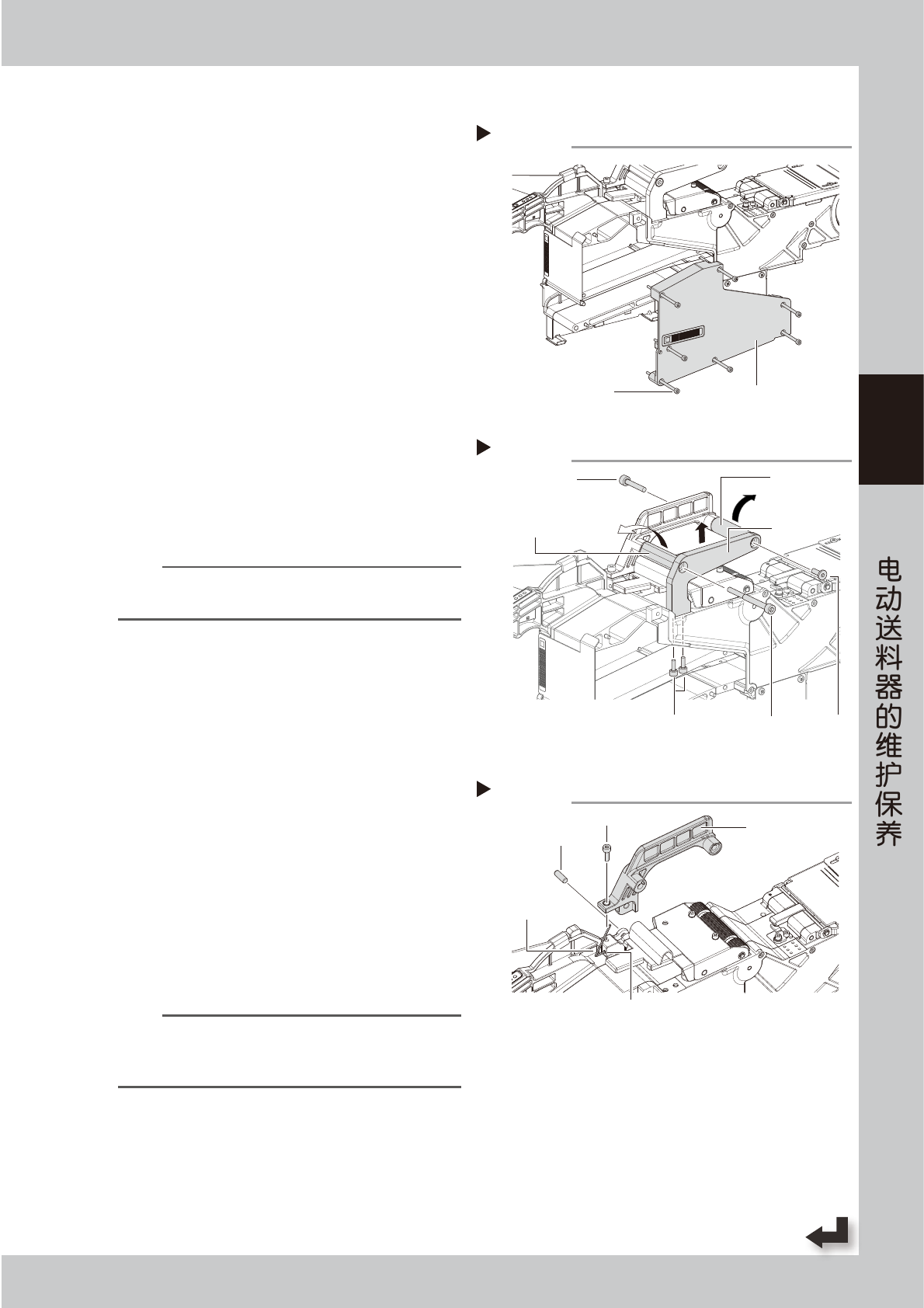
拆卸盖带回收盒部的盖板。
1. 用内六角扳手 (2.5) 拆下固定盖带回收盒部盖板
的 7 处螺栓。
2. 取下盖带回收盒部的盖板。
2
拆卸把手支架。
1. 用内六角扳手 (3) 拆卸固定把手支架的螺栓 1 (2
根 )。
2. 继续用内六角扳手 (3) 拆卸固定把手支架的螺
栓 2 (1 根 )。
3. 再用内六角扳手 (4) 拆卸固定把手支架的螺栓
3、4 ( 各 1 根 )。
4. 取下把手撑杆与把手支撑轴。
5. 取下把手支架。
3
拆卸把手。
1. 用内六角扳手 (1.5) 拧松紧定螺钉 (1 颗 ) 之后,
拔出平行销。
2. 用内六角扳手 (2.5) 拆下固定把手的 1 处螺栓之
后,取下把手。
n
要点
拆卸、安装 72mm 以上的 ZS 电动送料器的把手时,建议使用
横、纵任意一方向的长度为 30mm 的内六角扳手 (1.5)。
4
安装新的把手。
1. 换上新的把手,用内六角扳手 (2.5) 拧紧固定把
手的 1 处螺栓。
2. 在紧定螺钉 (1 颗 ) 上涂上螺纹密封剂 (LOCTITE
241)。
3. 插入平行销,用内六角扳手 (1.5) 拧紧在 2. 中
涂抹了螺纹密封剂的紧定螺钉固定平行销。
y
紧定螺钉的拧紧扭矩 :40N
•
cm
y
螺栓的拧紧扭矩 :100N
•
cm
5
安装把手支架、盖带回收盒部的盖板。
按照与前述 Step1 〜 2 相反的步骤,将把手支架、
盖带回收盒部的盖板装回原位。
6
确认送料器的装卸状态。
在贴片机或一次性换料车上装卸送料器,确认是否
可以正常装卸。
n
要点
在 YSM20 贴片机的 ZS 电动送料器用或 YSM40R 贴片机用
的一次性换料车上安装 ZS 电动送料器时,请确认把手是否会
与导槽盖板发生干扰。
拆卸盖带回收盒部的盖板
Step 1
盖带回收盒部的盖板
螺栓 (7根)
65333-KLJ-00
拆卸把手支架
Step 2
螺栓 1
(2根)
把手支架
螺栓 2
(1根)
螺栓 3
(1根)
螺栓 4
(1根)
把手撑杆
把手支撑轴
65334-KLJ-00
拆卸把手 (72mm以上ZS电动送料器)
Step 3
内六角扳手 (1.5)
紧定螺钉
平行销
螺栓
把手
65335-KLJ-00
3-22
3
Z
S
3.11 钢丝盖板 1、2 的更换
下面,介绍更换钢丝盖板 1、2 的方法。
1
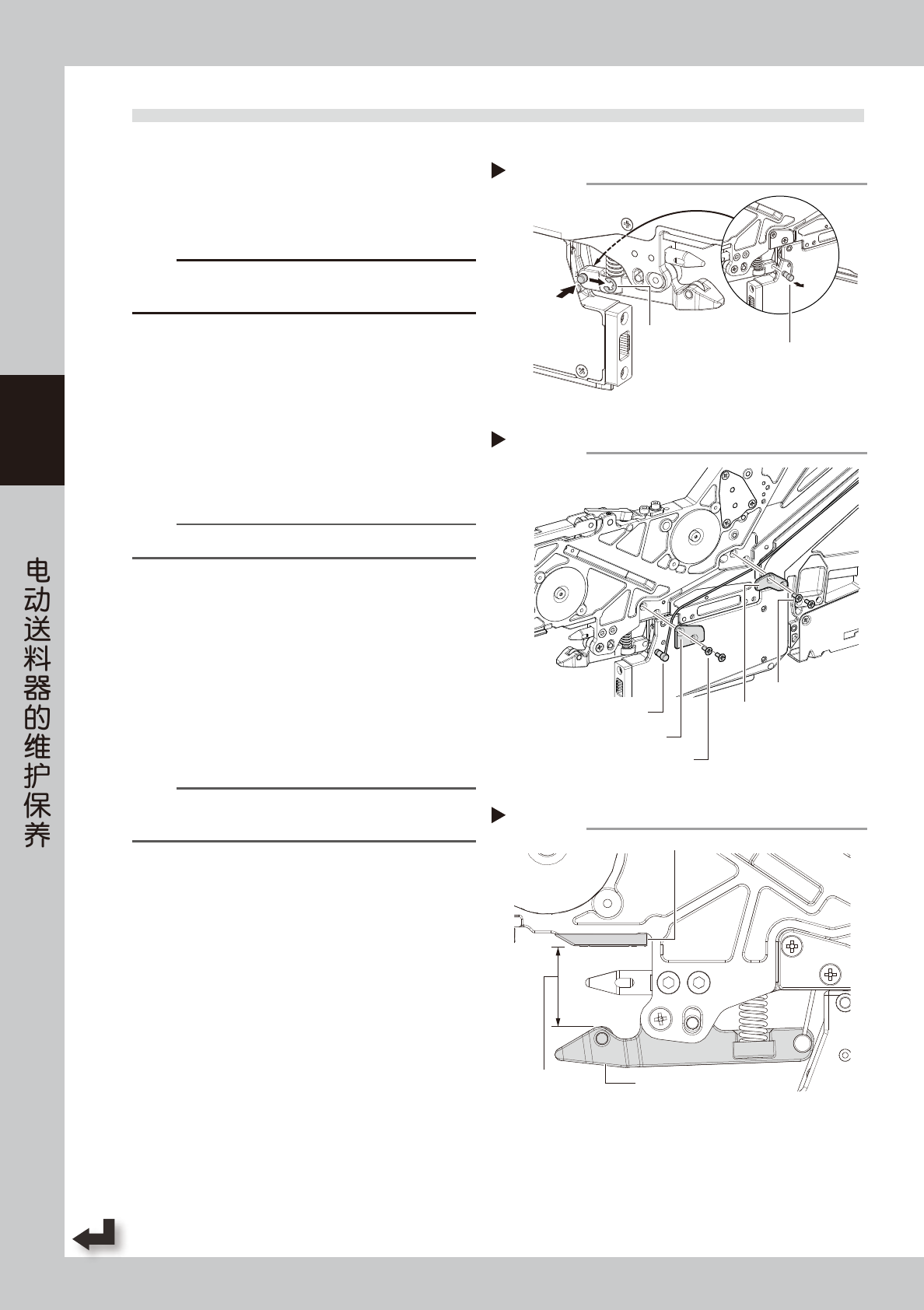
拆卸钢丝的轴。
1. 用精密一字螺丝刀拆下钢丝的 E 型圈。
2. 拔出钢丝的轴。
c
注意
•
拆卸 E 型圈时,请注意不要丢失。
•
E 型圈为专用配件,万一丢失,请勿使用非指定的 E 型圈。
2
拆卸钢丝盖板 1、2。
用十字螺丝刀 (No.1) 拆卸固定钢丝盖板的螺钉 ( 各
2 处 ) 之后,取下钢丝盖板。
3
换上新的钢丝盖板 1、2。
换上新的钢丝盖板 1、2,用十字螺丝刀 (No.1) 拧
紧固定钢丝盖板 1、2 的螺钉 ( 各 2 处 ) 进行固定。
y
拧紧扭矩 :20N
•
cm
n
要点
请务必使钢丝通过钢丝盖板 1、2 背面的导槽。
4
将钢丝的轴装回原位。
1. 将钢丝的轴插入锁定杆的轴孔中。插入时,注
意轴的朝向。
2. 用尖嘴钳固定 E 型圈。
5
确认钢丝是否有松弛。
确认握紧手柄杆 ( 锁定杆为打开状态 ) 时底板与锁
定杆之间距离 20 〜 21mm。若超过了该范围,可
以增减张力垫片 2 的片数进行调节。
n
要点
关于增减张力垫片 2 的方法,请参照本章后述“3.12钢丝的
更换”。
拆卸钢丝的轴
Step 1
钢丝的轴
E型圈
65311-KLJ-00
拆卸钢丝盖板1、2
Step 2
钢丝盖板 2
螺钉
钢丝盖板 1
螺钉
钢丝的轴
65322-KLJ-00
确认钢丝是否有松弛
Step 5
锁定杆
底板
2021mm
65340-KLJ-00