00196466-04-BA-SX12-DX12_ET.pdf - 第236页
4 Ülesseadmine ja käikuvõtmine Ka sutusjuhend SIPLACE SX1/SX2/DX1/DX2 4.6 Masina käikuvõtmine Alates tarkvaraversioonist SC.705.xx Välja antud 10/2011 ET 236 4.6 Masina käikuvõtmine 4.6.1 Masina käikuvõtmine kliendi toot…
Kasutusjuhend SIPLACE SX1/SX2/DX1/DX2 4 Ülesseadmine ja käikuvõtmine
Alates tarkvaraversioonist SC.705.xx Välja antud 10/2011 ET 4.5 Lindijäätmekanali kohandamine komponendi kõrgusega
235
4.5 Lindijäätmekanali kohandamine komponendi kõrgu-
sega
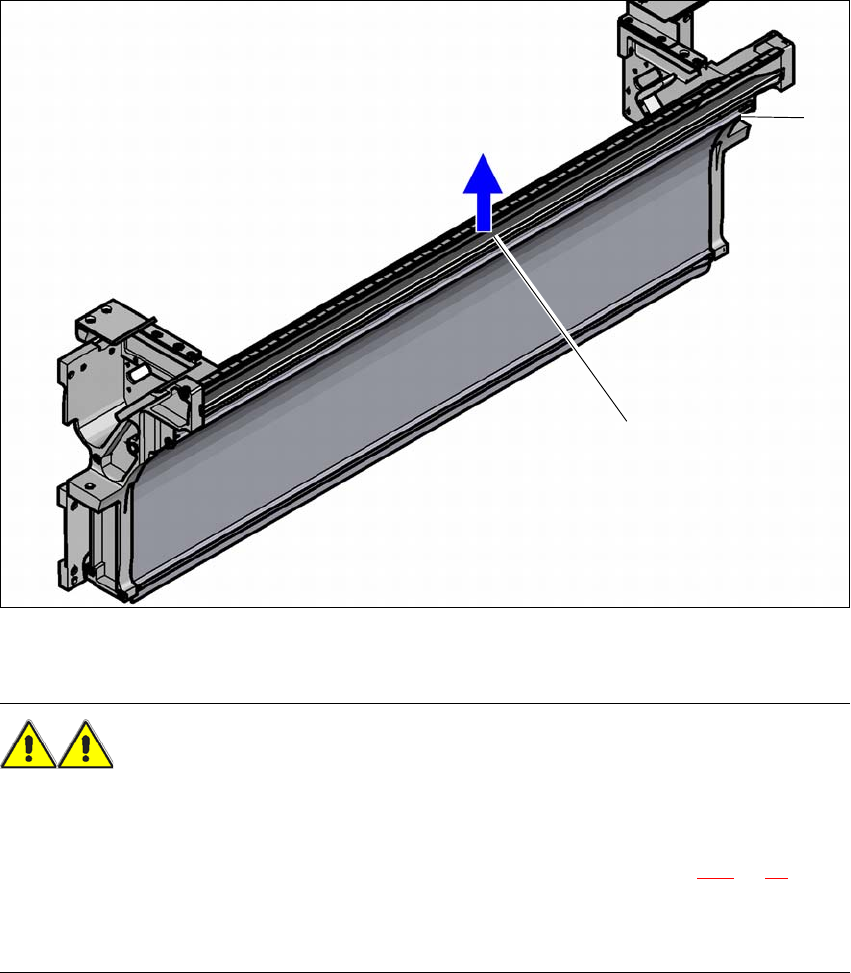
Kui kasutatakse sööturmooduleid, mis töötlevad linte taskukõrgusega > 12 mm, siis tuleb eemal-
dada eraldusplaat (1).
4
(1) eraldusplaat lintidele > 12 mm, eemaldatav
(2) Kinnituskruvid
HOIATUS 4
Eraldusplaadi eemaldamiseks lülitage masin pealülitist välja.
Ühendage lahti masina elektri- ja suruõhutoide.
Kindlustage masin volitamata taassisselülitamise nagu on kirjeldatud lõigus 2.11, lk 89.
Oodake kuni lindlõikuri töörõhk rõhk langeb 0 MPa peale.
Ärge pistke käsi lindijäätmekanalisse.
Vabastage kinnituskruvid.
Tõmmake eraldusplaat välja.
(1)
(2)

4 Ülesseadmine ja käikuvõtmine Kasutusjuhend SIPLACE SX1/SX2/DX1/DX2
4.6 Masina käikuvõtmine Alates tarkvaraversioonist SC.705.xx Välja antud 10/2011 ET
236
4.6 Masina käikuvõtmine
4.6.1 Masina käikuvõtmine kliendi tootmisruumides
Kontrollige kõigi moodulite korralikku kinnitust.
Enne X/Y-telje transpordiklambrite eemaldamist pühkige lineaarjuhiku rööpad ebemevaba la-
piga puhtaks. Ärge kasutage lahusteid (vt lõiku 4.3.11
, lk 232).
Lülitage masin sisse ja teostage referentseerimiskäik.
Kopeerige ladumisprogramm arvutisse ja testige seda.
Kontrollige masina nullpunkti pärast 3 - 4 h pikkust soojenemist.
Paluge kliendi tööpersonalil paigaldada sööturmoodulid vastavalt kliendi ladumisprogram-
mile.
Instrueerige neid sööturmoodulite käsitsemise osas vastavalt kasutusjuhendile.
Kontrollige kõiki kliendispetsiifilisi paigaldatud lisaseadmeid (eriti tarkvara), et need talitleksid
õigesti ning tellige vajadusel nõutavad varuosad tellimisvormi või faksi kasutades.
Pärast masina paigaldamist viige läbi Y kaardistamine.
4.6.2 Kliendi personali instrueerimine
Selgitage töötajatele kõiki kliendispetsiifilisi lisaseadmeid, eriti tarkvara ennast ja tarkvara
ühilduvust.
Selgitage programmiredaktoritega programmeerimist liiniarvutil / SIPLACE Pro-l.
Instrueerige operaatoreid ja liiniinsenere jaamatarkvara kasutamises.
Selgitage salasõnakaitset.
Instrueerige kliendi personali vastavalt kasutusjuhendile ja korrashoiutööde läbiviimise juhis-
tele.
4.6.3 Testimine või tootmise käivitamine
Testige liini testimistrükkplaatide või kliendi trükkplaatide abil.
Märkige andmed kliendi toodete ja tootlikkuse kohta, valmistage andmed ette ja dokumen-
teerige paigaldusaruandes.
Turvake andmed ja andke kliendile turvakoopiad.
Kasutusjuhend SIPLACE SX1/SX2/DX1/DX2 5 Masinaga töötamine
Alates tarkvaraversioonist SC.705.xx Välja antud 10/2011 ET 5.1 Personali tööülesanded
237
5 Masinaga töötamine
Käesolev peatükk sisaldab mitmeid teemasid, mis aitavad teid igapäevases töös SIPLACE liiniga.
Muu hulgas tuuakse ära abinõud, mis aitavad minimiseerida masina seisakuaegu, et tagada SI-
PLACE liini maksimaalselt efektiivne töö kogu tootmisprotsessi käigus.
5.1 Personali tööülesanded
JUHIS 5
Masinat on lubatud käivitada, käitada ja muul viisil kasutada ainult asjakohase kvalifikatsioo-
niga isikutel. Vastasel juhul ei kasutata masinat ettenähtud viisil, mis võib ohustada inimeste
elu, vigastada jäsemeid ning tekitada materiaalset kahju. Edasist informatsiooni
leiate selle kohta lõigust 1.3.5
, lk 23.
Kvalifikatsiooni tuleb tõendada koolituskursustel või personaalse juhendamise käigus. Inst-
rueerimise peab läbi viima koolitatud ja SIPLACE'i poolt volitatud personal. Koolituskursuste
ülevaate leiate jaotisest 1.5 lk 27.
5.1.1 Käsitsemistasand "Tootmine"
5.1.1.1 Ülesanded
Töö- ja korrashoiupersonalile tuleb teha ülesandeks järgmised tegevused:
– Komponentide kokkukuuluvuse kontrollimine sööturmoodulitega
Selleks tuleks kord päevas, kõige parem töövahetuse alguses, viia läbi seadistuste kont-
rollimine ja teha kindlaks, et kõik komponendid on vastavalt seadistatud.
– Sööturite varustamine piisava hulga komponentidega
– Õigeaegne komponentidega järellaadimise ja lintide pleissimine
– Kattekileanuma õigeaegne tühjendamine (nt igakordse pleissimisprotseduuri käigus)
– Komponentide ülekontrollimine õige haaramispositsiooni suhtes (vt joon 5.13 - 1
)
– Materjalivoolu kontrollimine trükkplaatide juurde sisend- ja väljundkonveieril
– Ladumiskvaliteedi kontrollimine
– Trükkplaatide pisteline kontrollimine enne nende sisenemist jooteahju
– ESD-eeskirjade järgimine
– Jaamade rikkenäitude ja rikketeadete jälgimine ning vajadusel nende edastamine liiniinsene-
rile