TM1611_抜庢傝儀儕僼傽僀巊梡帪偺僗僥傿僢僋懳墳.pdf - 第19页
ヤマハ発動機株式会社 I M 事業部 マウンター技術部 ソ フト開発グループ MD OC- SOFT50044 19/23 2. 「段取ナビゲーター」にセ ット位置が表 示されます。 マシンに新しいフ ィーダーをセットし ます。 CLi フ ィーダーとCLi 台車およ びCLi に 対応したマ シンを使用してい る場合 は、自動で セット位 置が認識され ます。…
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50044
18/23
3.3.2.
3.3.2.3.3.2.
3.3.2. マルチスティック
マルチスティックマルチスティック
マルチスティック以外
以外以外
以外の
のの
のスティック
スティックスティック
スティック部品
部品部品
部品の
のの
のセット
セットセット
セット
Step1. 部品をフィーダーにセットします。
1. 「段取り補助」-「部品段取」の「作業指示」に表示されている内容を確認し、部品を用意します。
2. 部品をフィーダーにセットします。
Step2. 部品をセットします。
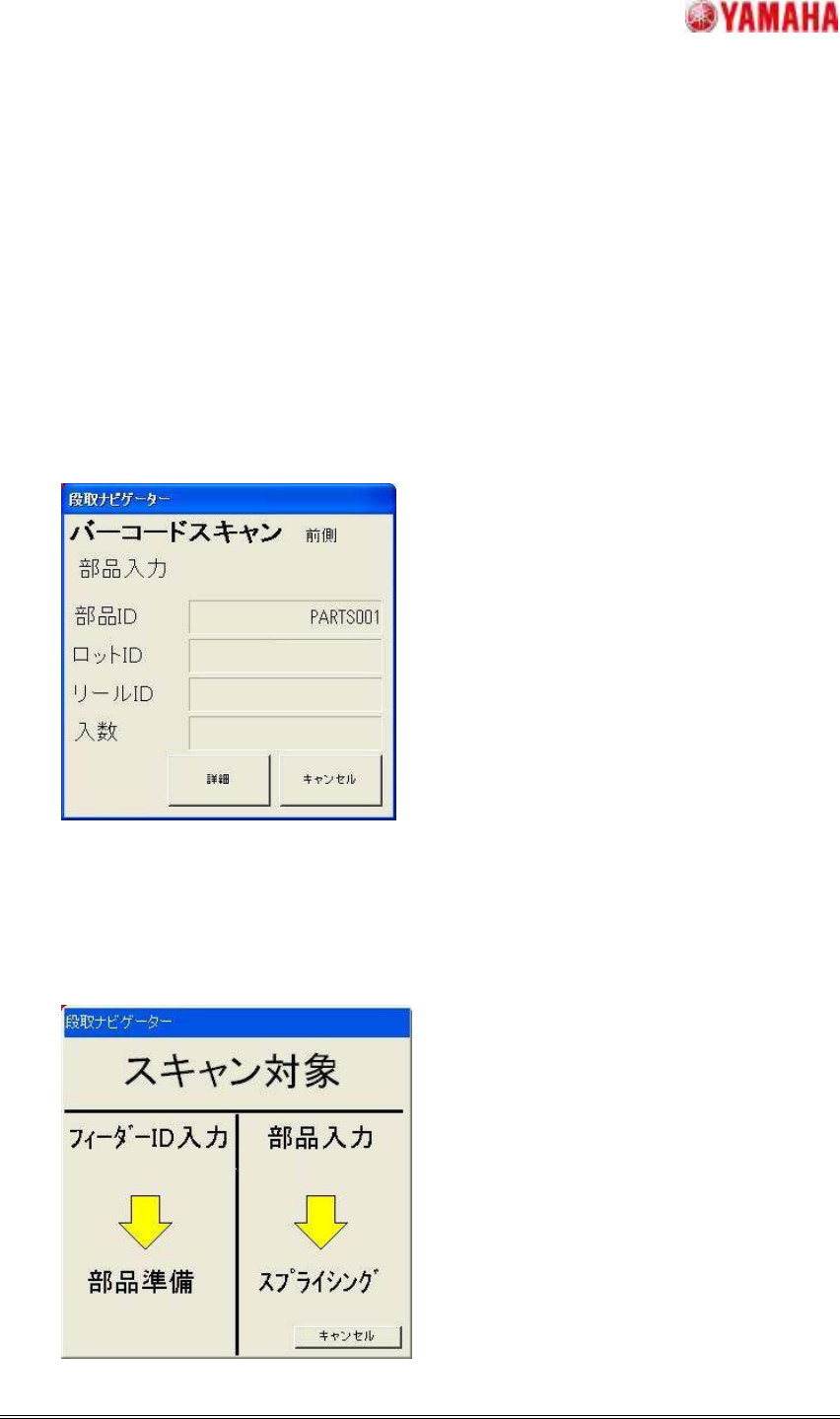
1. フィーダーにセットされたスティックのバーコード部分をバーコードリーダーで読み取ります。
1つ目のバーコードを読み込むと、「段取ナビゲーター」ダイアログが表示されます。部品ID、ロッ
トID、スティックID の各バーコードを読み取ります。
【参考】部品ID、ロットID、スティックIDは自由な組み合わせで読み込むことができます。
Step3. フィーダーをセットします。
1. 「段取りナビゲーター」の表示が変わります。
新しくセットするフィーダーのフィーダーID をバーコードリーダーで読み取ります。
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50044
19/23
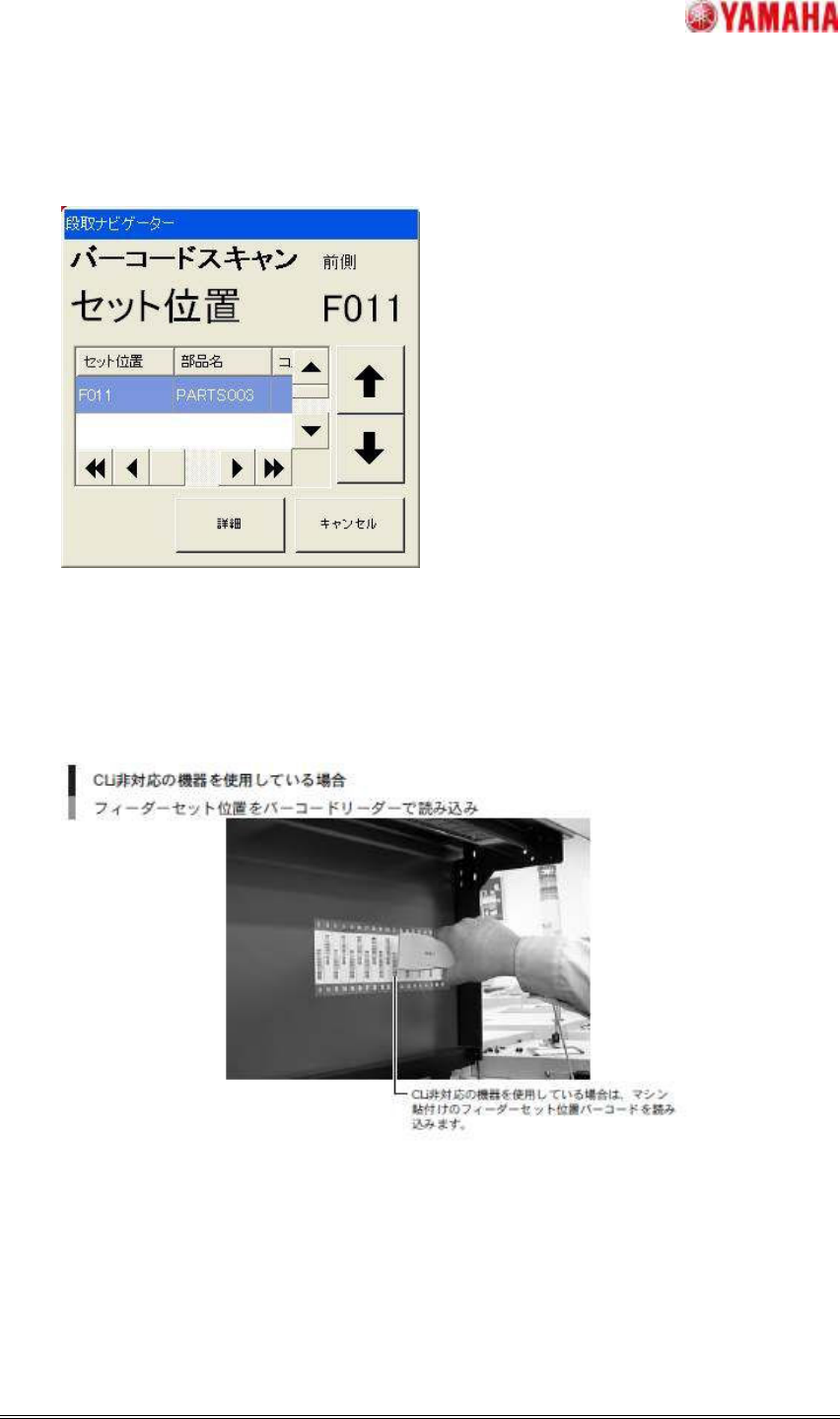
2.「段取ナビゲーター」にセット位置が表示されます。
マシンに新しいフィーダーをセットします。
CLi フィーダーとCLi 台車およびCLi に対応したマシンを使用している場合は、自動でセット位
置が認識されます。
CLi 対応でない機器の場合は、マシン側にあるフィーダーセット位置のバーコードラベルから、
新しくフィーダーをセットした場所のバーコードをバーコードリーダーで読み取ります。
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50044
20/23
3.4.
3.4.3.4.
3.4. マシン
マシンマシン
マシンでの
でのでの
での部品交換
部品交換部品交換
部品交換・
・・
・補充作業
補充作業補充作業
補充作業(
((
(VGOSV1.x/V2.x
VGOSV1.x/V2.xVGOSV1.x/V2.x
VGOSV1.x/V2.x)
))
)
3.4.1.
3.4.1.3.4.1.
3.4.1. スティック
スティックスティック
スティック部品
部品部品
部品の
のの
の補充
補充補充
補充
Step1. 部品残数が設定数以下になると画面に警告が表示されます。
1. 画面にエラーダイアログが表示されます。
[ERRORCLEAR]ボタンを押してダイアログを閉じます。
2. [段取り補助]-[部品準備]の情報が表示されます。
詳細内容の欄で該当する部品が残数警告の場合は黄色、部品切れの場合は赤色で強調
表示されます。補充する部品を用意します。
Step2. 部品の情報を登録します。
1. マシンに貼付けされている「PROCESSBARCODE」の「SPLICING」をバーコードリーダーで読み
取ります。