TM1611_抜庢傝儀儕僼傽僀巊梡帪偺僗僥傿僢僋懳墳.pdf - 第4页
ヤマハ発動機株式会社 I M 事業部 マウンター技術部 ソ フト開発グループ MD OC- SOFT50044 4/23 5.[スティック部品]-[ 設定値]のコ ンボボックスから、[ チェッ ク必要]を選択します 。 6.[保存]ボタン をクリックし、終了します 。 6 6 6 6 5 5 5 5
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50044
3/23
2.2.
2.2.2.2.
2.2. 設定方法
設定方法設定方法
設定方法(
((
(VGOSV3.x
VGOSV3.xVGOSV3.x
VGOSV3.x)
))
)
次の手順でスティック部品をチェック対象にします。
Step1.YAMAHAIT-System がインストールされた PC にて、
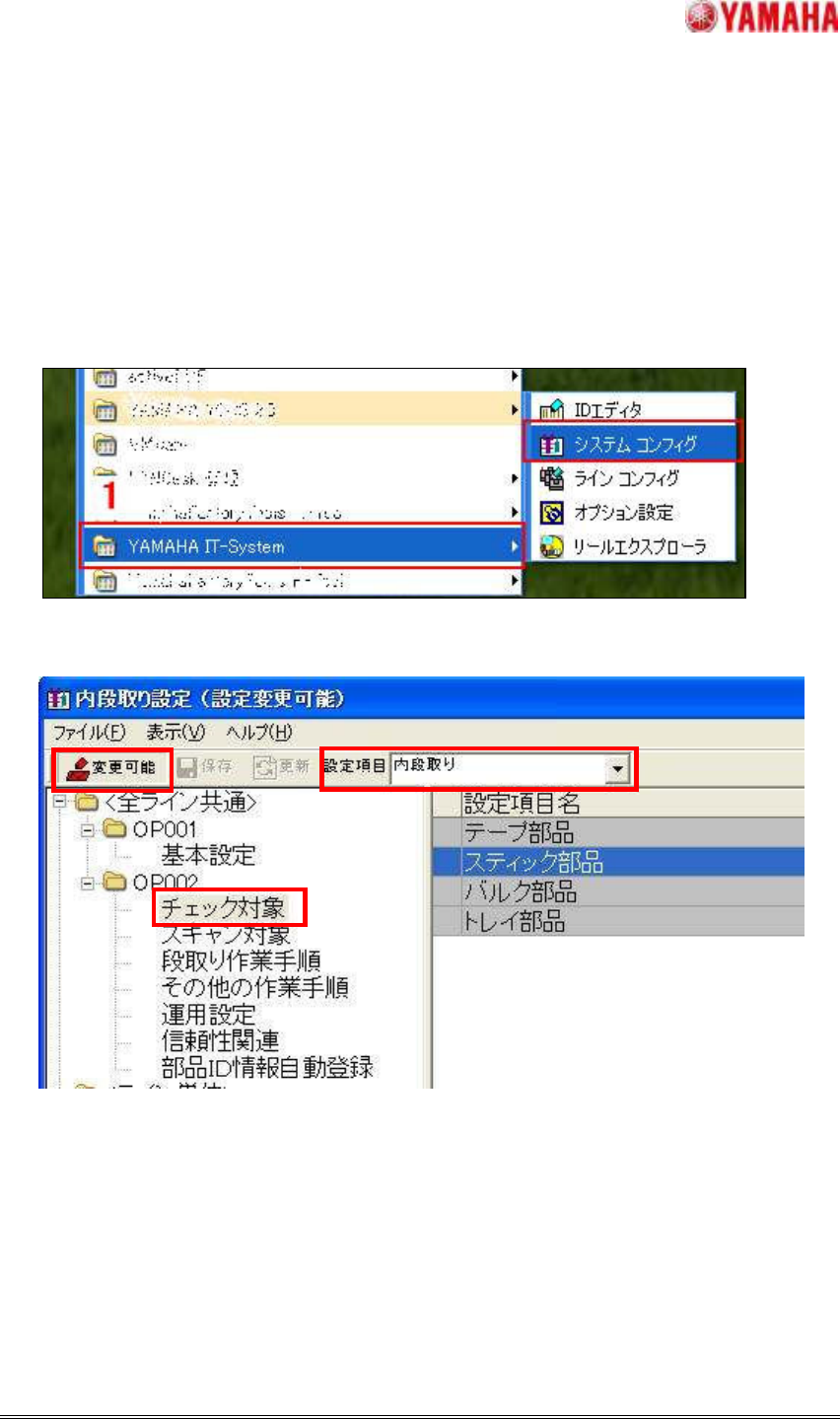
1.[スタートメニュー]-[プログラム]-[YAMAHAIT-System]-[システム コンフィグ]を選択します。
2. 起動したシステムコンフィグ画面でツールバーの[設定項目]から、[内段取り]を選択します。
3. 設定を変更したいマシンのある<ライン単位>または、<全ライン共通>フォルダ配下の、
[OP002]-[チェック対象] を選択します。
4.[変更可能]ボタンをクリックします。
4
44
4
2
22
2
3
33
3
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50044
4/23
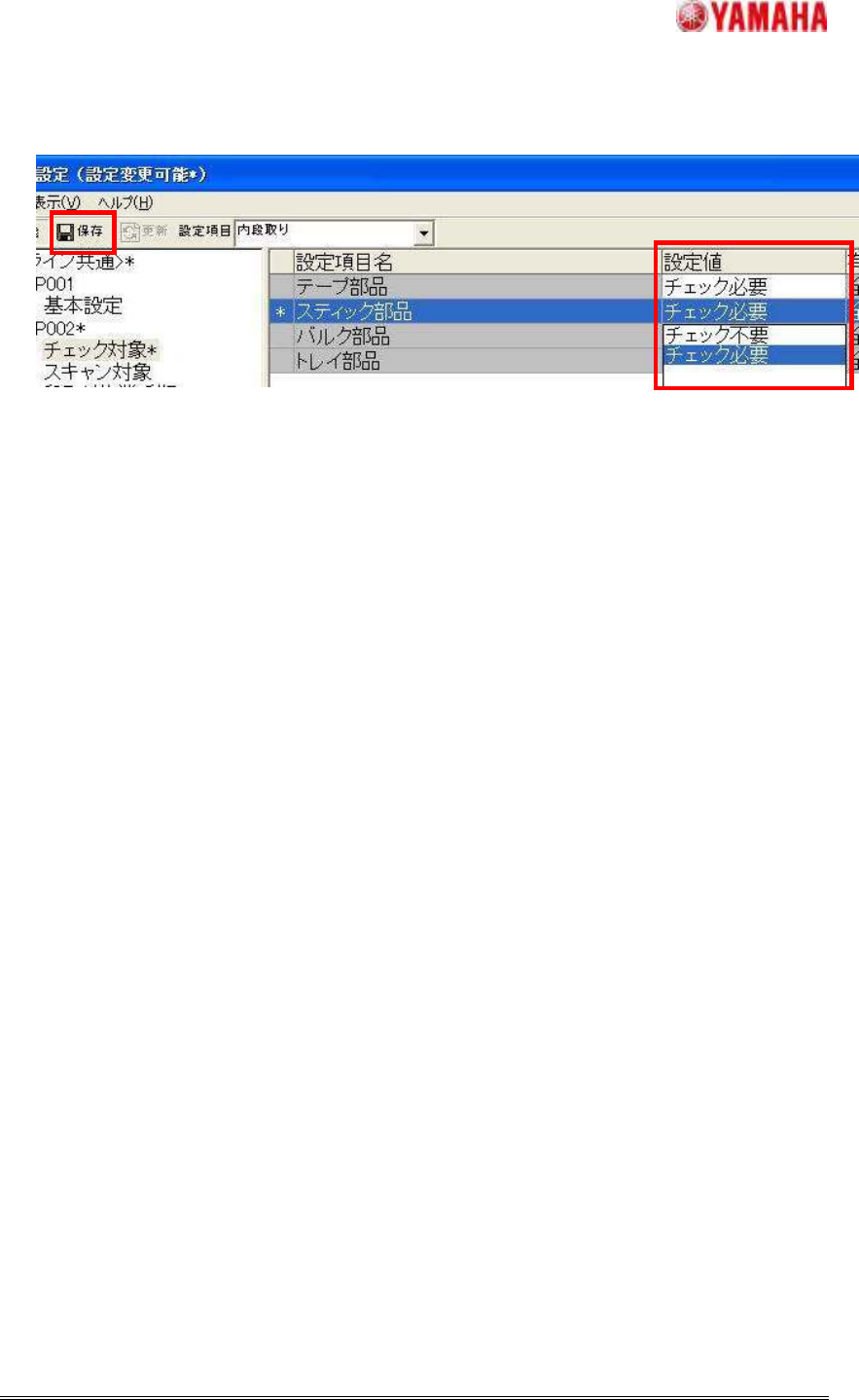
5.[スティック部品]-[設定値]のコンボボックスから、[チェック必要]を選択します。
6.[保存]ボタンをクリックし、終了します。
6
66
6
5
55
5
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50044
5/23
2.3.
2.3.2.3.
2.3. マシン
マシンマシン
マシンでの
でのでの
での段取
段取段取
段取り
りり
り作業
作業作業
作業(
((
(VG
VGVG
VGOSV3.x
OSV3.xOSV3.x
OSV3.x)
))
)
2.3.1.
2.3.1.2.3.1.
2.3.1. マルチスティック
マルチスティックマルチスティック
マルチスティック部品
部品部品
部品の
のの
のセット
セットセット
セット
Step1. 部品をフィーダーにセットします。
1. [モニタ]-[生産] タブに表示されている内容を確認し、部品を用意します。
2. 部品をフィーダーにセットします。
Step2. 先頭の部品をセットします。
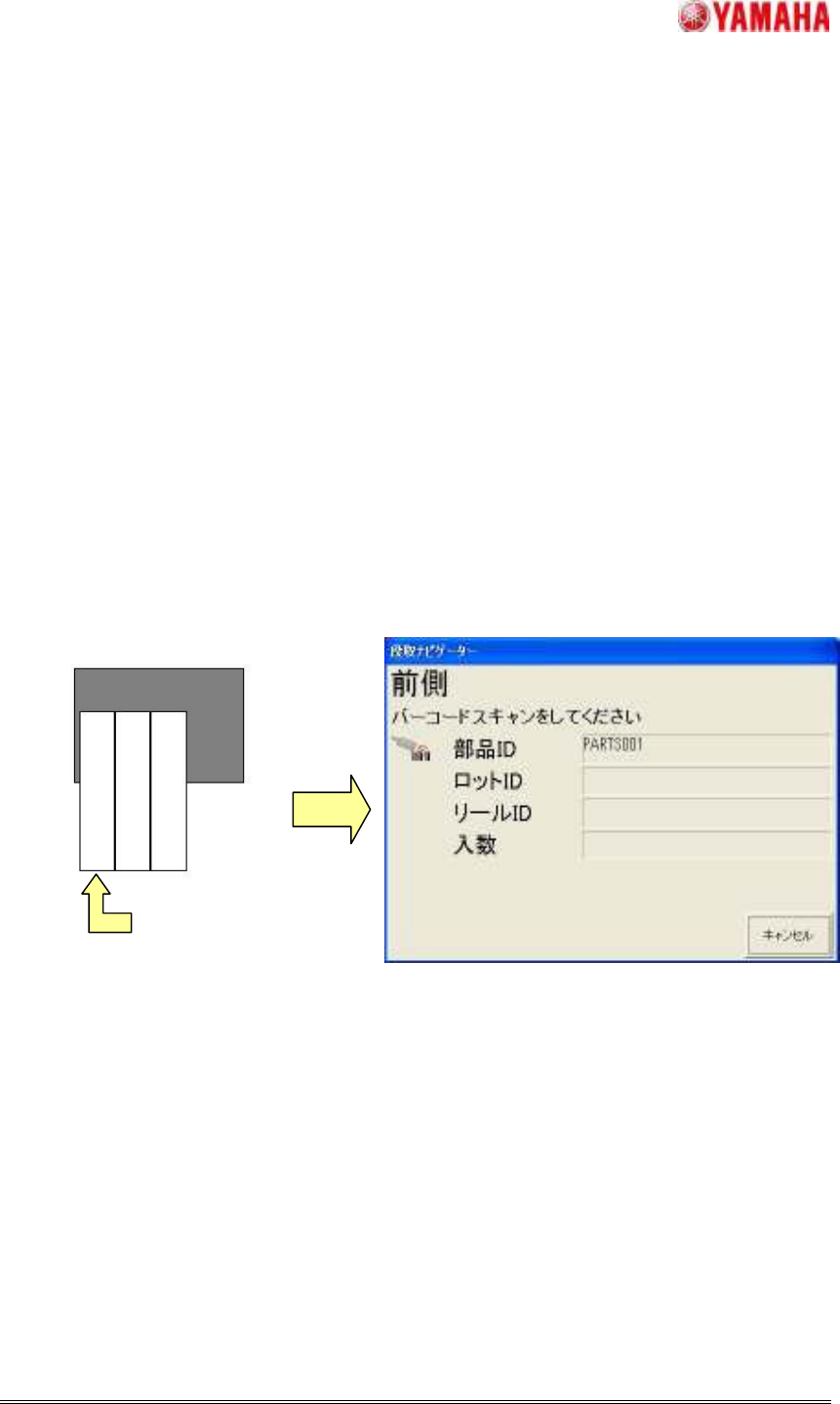
1. フィーダーにセットされた先頭スティック部品のバーコード部分を、バーコードリーダーで読み取
ります。
1つ目のバーコードを読み込むと、「段取ナビゲーター」ダイアログが表示されます。
部品ID、ロットID、スティックID の各バーコードを読み取ります。
【参考】部品ID、ロットID、スティックIDは自由な組み合わせで読み込むことができます。
先頭スティック部品を読み取り
マルチスティックフィーダー
PARTS001
PARTS003
PARTS002
を上から見たイメージ