RL131中文规格书.pdf - 第17页
RL131 2008.032 0 - 9 - ■ 元件安装限制事项 ■ 料架 供给元件的料架,有以下2种类。2 种类的料架可以随意安装。但是,根据元件的大小,安装处 有限制条件。 (单位 : mm ) 种类 宽度 输送孔间距 引线间隔 备注 5.0 1 AP-21 21 12.7 2.5 标准 ・ 小型元件用料架 ( 标记 : 无 ) 2 BP-21 21 15.0 5.0 B 类型用料架 ( 标记 : 红色 ) ・ 与以往机种 (RH…
RL131 2008.0320
- 8 -
4.2
元件供给部
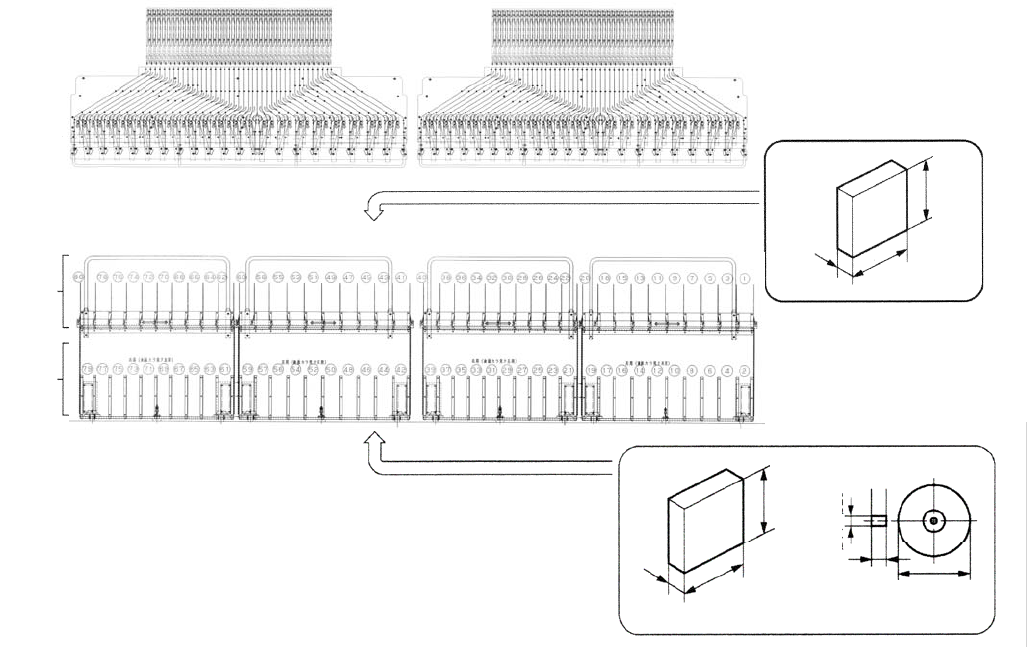
■ 元件供给部和包装规格
在元件供给部可以收纳的元件包装形式是,上层可以使用编带用包装箱
(
盒
)
、而下层可以使用编带用包装箱和
编带用卷盘。
但是,使用编带用卷盘时,需要安装用工具和卷盘轴。
Max. 360
Max. 360
上层
下层
上层
下层
Max.
φ
360
(
单位
: mm
)
Max. 340
(
单位
: mm
)
Max.
62
φ
14
–
φ
20
M
ax. 340
Max. 62
RL131 2008.0320
- 9 -
■ 元件安装限制事项
■ 料架
供给元件的料架,有以下2种类。2种类的料架可以随意安装。但是,根据元件的大小,安装处有限制条件。
(单位
: mm
)
种类
宽度
输送孔间距
引线间隔
备注
5.0
1 AP-21 21 12.7
2.5
标准・小型元件用料架
(
标记
:
无
)
2 BP-21 21 15.0 5.0
B
类型用料架
(
标记
:
红色
)
・ 与以往机种
(RH, RH6, RH2, RH3, RHP, RHP2, RHUP, RH5, RHU, RHU2, RHSG, RHS, RHS2, RHS2B)
的料架没有互换性。
・ 由于安全问题,在所有元件供给部请安装料架。
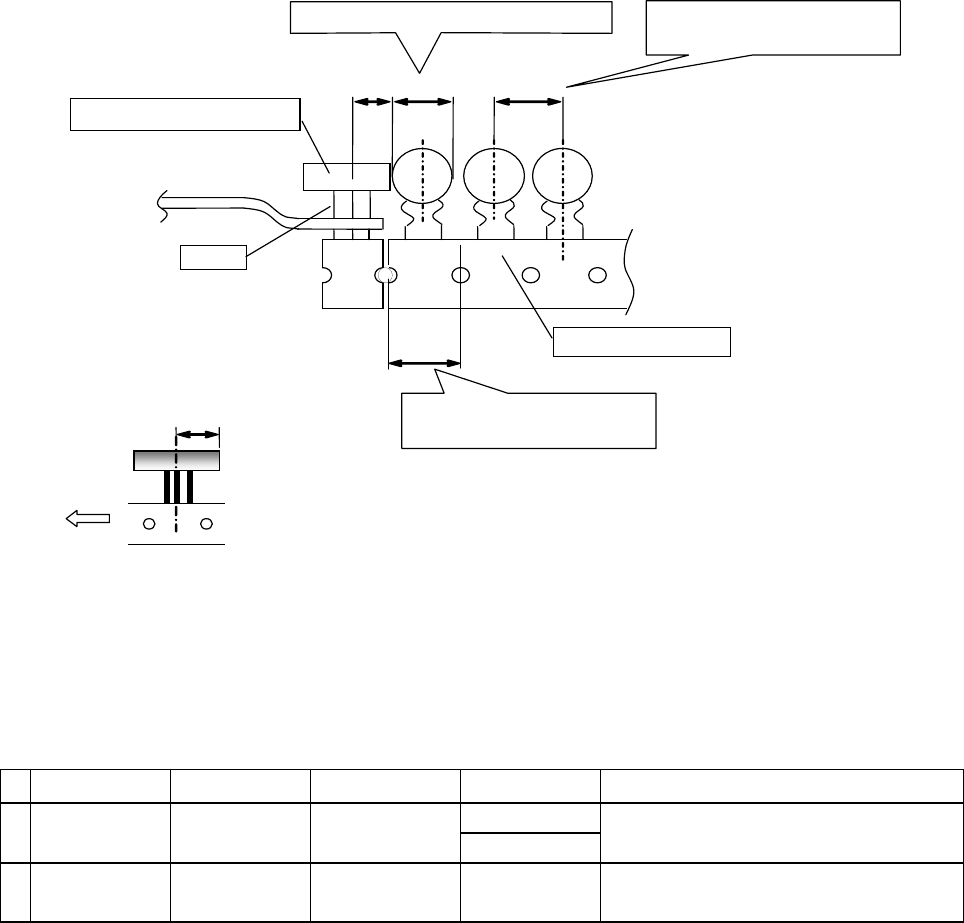
L1=8.2-1(元件编带的差)-0.15(输送孔位置的偏差)
L1=7.05 ≒ 7
※由于料架上的元件与托板中的元件有干涉,
左图的 L1 尺寸是 7 mm 以上的元件
另外,跳过 1 个间距的编带元件,需要从 No.1 按顺序设置。
另外,恢复动作时由于与料架上的元件有干涉情况
需要输入 NC 数据内的大型元件代码。
L1
编带进给方向
φ11 12.7±1
12.7±0.3
8.2
托板
托板中的元件
料架上的元件
12.7 mm P 编带元件的最大尺寸
电子元件的编带规格中
最大公差
电子元件的编带规格中
最大公差
RL131 2008.0320
- 10 -
4.3
元件供给部
2
分割方式
(
只对应
NM-EJR2A)
■ 概要
元件供给部分割为
2
个,缩短元件用完、机种切换时的机器停止时间,提高机器的运转率和生产率。
另外,元件品种最多可以对应
80
品种,提高设备的生产率。
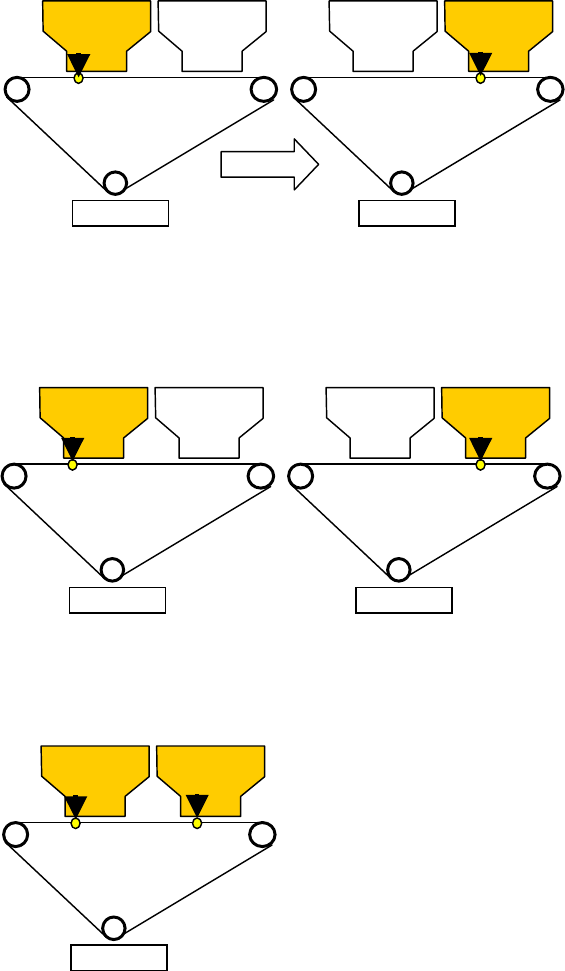
■ 运转模式
从多量生产至多品种少量生产,可选择各种生产形态所适合的运转模式。
(1)
交换模式
(EXCHANGE MODE)
最适于少品种大量的长时间运转
同一元件设置于
L
、
R
两元件供给部,在
L
侧生产中发生元件用完时,与在待机位置的
R
侧替换,使
R
侧恢复
动作,继续在
R
侧生产。
R
生产中,进行
L
侧的元件补充。
(2)
优先交换模式
(PRIORITY EXCHANGE MODE)
同一元件设置于
L
、
R
两元件供给部,事先指定一侧的元件供给部为优先元件供给部。优先侧的元件供给部
在元件用完时,在其它元件供给部生产,然后在补充元件后再次更换为优先元件供给部进行生产。
(
插入元
件的供给量较少时有效
)
(3)
准备模式
(PREPARATION MODE)
最适于多品种少量而且需要多次切换的生产
一侧的元件供给部
(L)
生产时,在待机侧的元件供给部
(R)
设置下一生产机种的元件,可事先进行插件准
备。
(4)
连接模式
(CONNECTION MODE)
最适于多种类元件的生产
使用
L
、
R
元件供给部,同时可进行
80
种类的元件插入。
L
、
R
两元件供给部同时动作。
元件供给部
L
元件供给部
R
插件头
元件供给部
L
元件供给部
R
插件头 插件头
元件用完
元件补充
元件补充
元件供给部
R
元件供给部
L
插件头 插件头
下一机种准备
元件供给部
L
元件供给部
R
元件供给部
R
元件供给部
L
下一机种准备