RL131中文规格书.pdf - 第19页
RL131 2008.032 0 - 1 1 - 4.4 元件插入部 ■ 引线 V 切割方式 将引线尖端切割为 V 形,实现稳定的正确插件。 插入孔直径 Ø0 .9 ~ Ø1.0 mm 引线直径 : Max. Ø0.65 mm Min. Ø0.40 mm 引线 ■ 对应元件例子 2.5 mm 间距插件 5 mm 间距插件 3 脚元件 概略图 电阻 电解电容器 晶体管 电解电容器 陶瓷电容器 过滤器 陶瓷电容器 薄膜电容器 连接器 元件 …
RL131 2008.0320
- 10 -
4.3
元件供给部
2
分割方式
(
只对应
NM-EJR2A)
■ 概要
元件供给部分割为
2
个,缩短元件用完、机种切换时的机器停止时间,提高机器的运转率和生产率。
另外,元件品种最多可以对应
80
品种,提高设备的生产率。
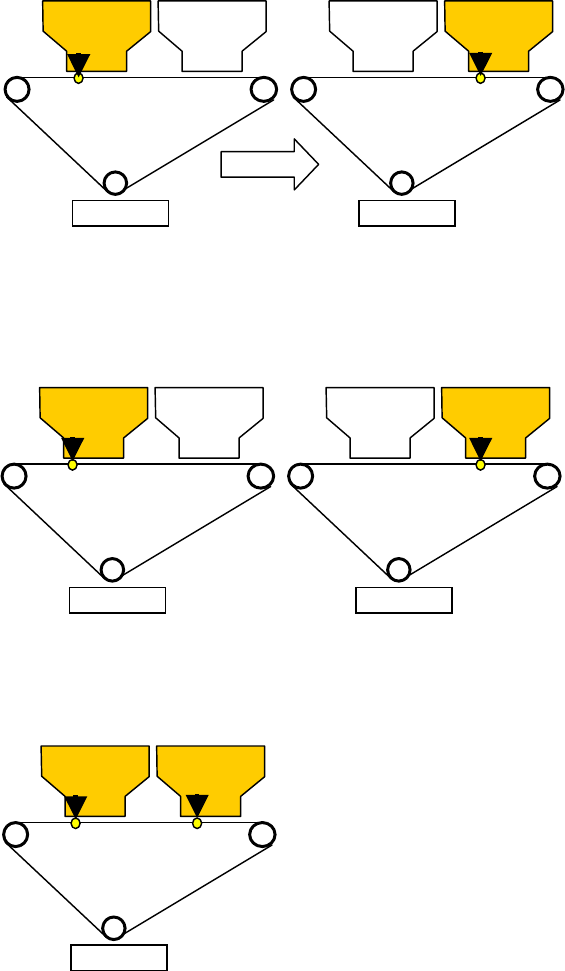
■ 运转模式
从多量生产至多品种少量生产,可选择各种生产形态所适合的运转模式。
(1)
交换模式
(EXCHANGE MODE)
最适于少品种大量的长时间运转
同一元件设置于
L
、
R
两元件供给部,在
L
侧生产中发生元件用完时,与在待机位置的
R
侧替换,使
R
侧恢复
动作,继续在
R
侧生产。
R
生产中,进行
L
侧的元件补充。
(2)
优先交换模式
(PRIORITY EXCHANGE MODE)
同一元件设置于
L
、
R
两元件供给部,事先指定一侧的元件供给部为优先元件供给部。优先侧的元件供给部
在元件用完时,在其它元件供给部生产,然后在补充元件后再次更换为优先元件供给部进行生产。
(
插入元
件的供给量较少时有效
)
(3)
准备模式
(PREPARATION MODE)
最适于多品种少量而且需要多次切换的生产
一侧的元件供给部
(L)
生产时,在待机侧的元件供给部
(R)
设置下一生产机种的元件,可事先进行插件准
备。
(4)
连接模式
(CONNECTION MODE)
最适于多种类元件的生产
使用
L
、
R
元件供给部,同时可进行
80
种类的元件插入。
L
、
R
两元件供给部同时动作。
元件供给部
L
元件供给部
R
插件头
元件供给部
L
元件供给部
R
插件头 插件头
元件用完
元件补充
元件补充
元件供给部
R
元件供给部
L
插件头 插件头
下一机种准备
元件供给部
L
元件供给部
R
元件供给部
R
元件供给部
L
下一机种准备
RL131 2008.0320
- 11 -
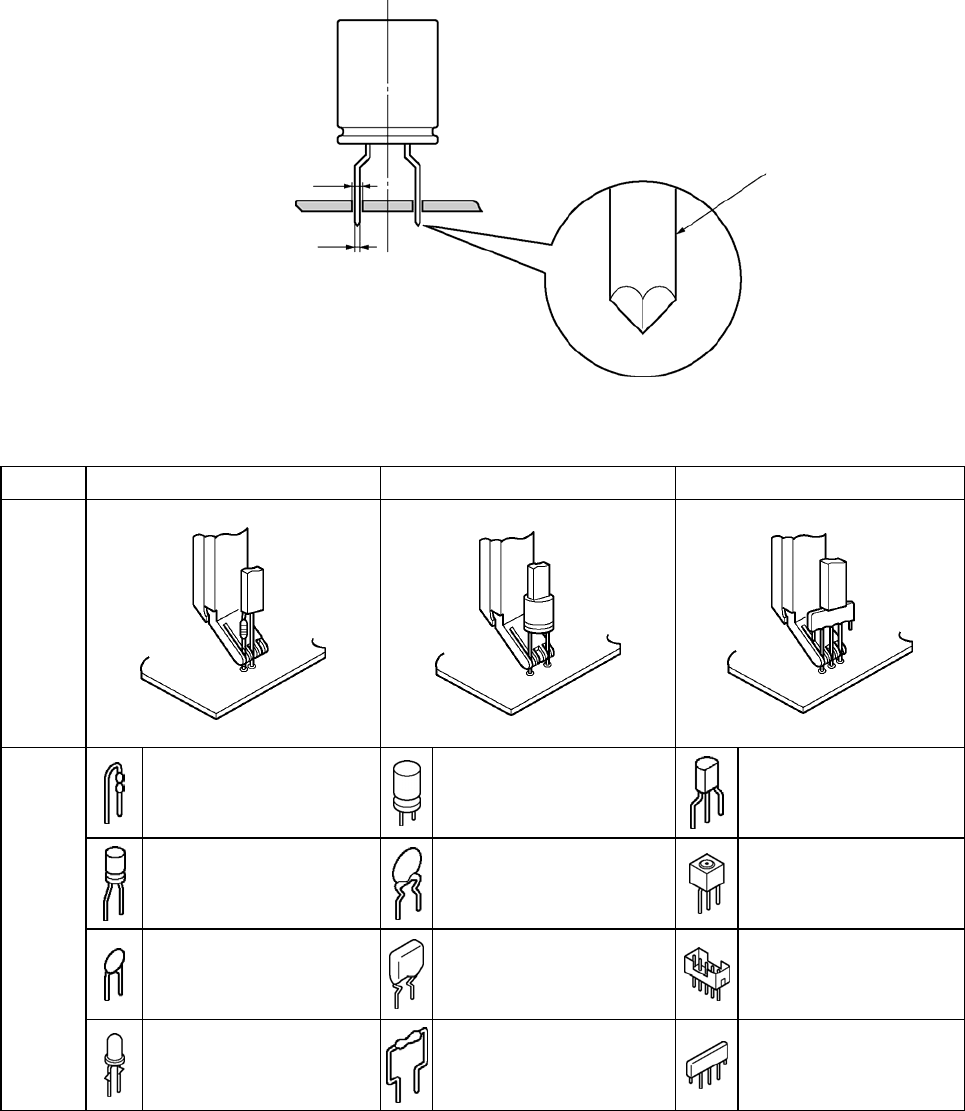
4.4
元件插入部
■ 引线
V
切割方式
将引线尖端切割为
V
形,实现稳定的正确插件。
插入孔直径 Ø0.9~Ø1.0 mm
引线直径: Max. Ø0.65 mm
Min. Ø0.40 mm
引线
■ 对应元件例子
2.5 mm
间距插件
5 mm
间距插件
3
脚元件
概略图
电阻
电解电容器
晶体管
电解电容器
陶瓷电容器
过滤器
陶瓷电容器
薄膜电容器
连接器
元件
例子
LED
漂浮电阻
电阻网络
RL131 2008.0320
- 12 -
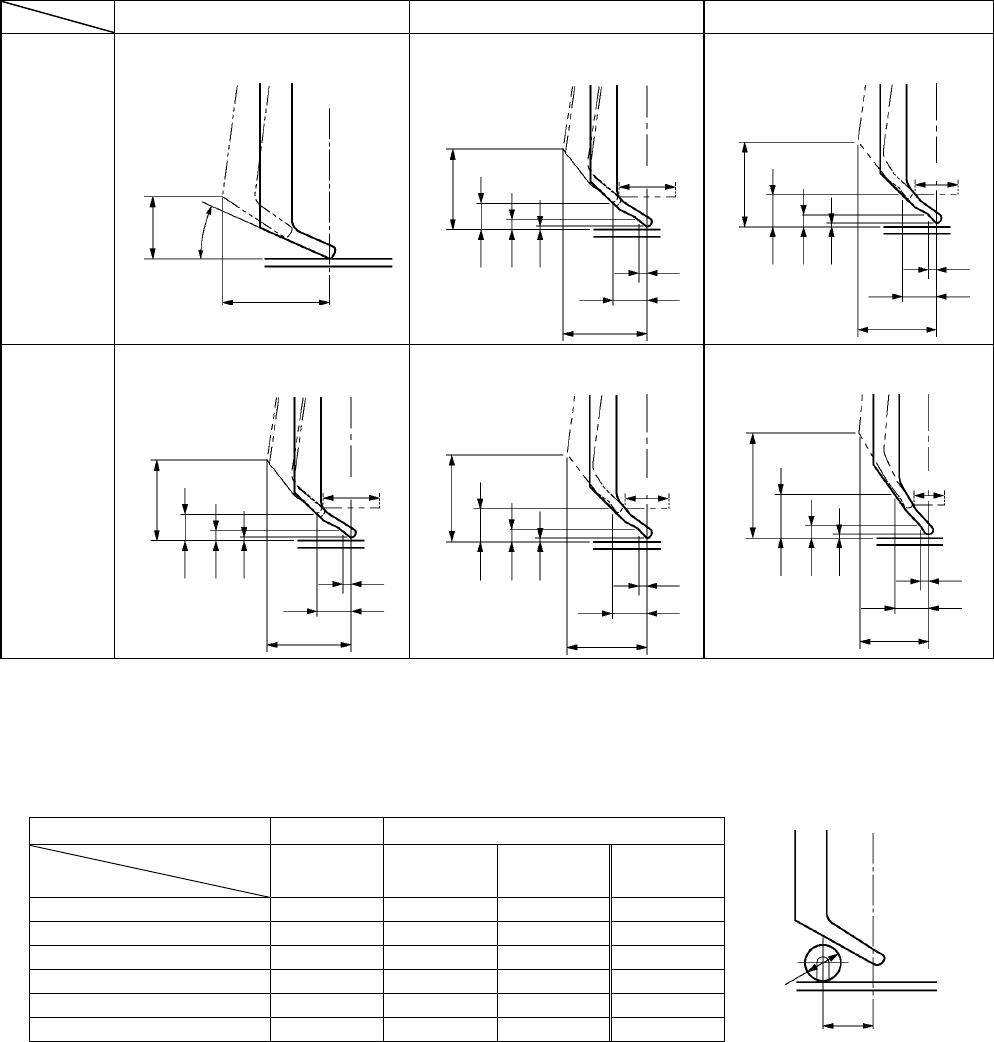
■ 针对元件规格的最佳卡盘种类
死区为最小范围时,请从下表中选择恰当的卡盘。
交货后,需要变更卡盘时,请事先联络。
(
单位
: mm)
D = Ø13
以下
D = Ø10
以下
D = Ø7
以下
H=16
以上
A -01
11.7
24 °
20.2
A-11
(
推荐
)
19.1
8
19.4
6.2
2.3
0.9
2
Ø10
B -12
0.9
2
Ø7
8
18.2
2.7
7.7
20.3
H=18
以上
A-11
(
推荐
)
0.9
2
Ø13
8
19.4
2.3
6.2
19.1
B -12
0.9
2
Ø10
8
18.2
2.7
7.7
20.3
C-13
0.9
2
Ø7
8
16.3
2.8
10.5
25.1
※有关详细尺寸,请事先联络。
※使用
A-01
时,需要变更动力凸轮。
(
详细请另行联络。
)
参考
对各种卡盘,能够邻接的轴向元件直径
(d)
推荐
选择
(mm
以下
)
卡盘
A
尺寸
(mm)
A -11 B -12 C-13 A -01
2.0 1.9 1.9 1.9 0.7
2.5 2.2 2.4 2.4 0.9
3.0 2.6 3.0 3.0 1.1
3.5 2.9 3.5 3.5 1.3
4.0 3.2 3.7 3.9 1.6
4.5 3.6 4.0 4.3 1.8
A
d