CM402_Manual.pdf - 第23页
3.3 生產資訊 3.3 生產資訊 生產資訊顯示生產基板的稼動狀態,吸取,零件供應裝置及相似的資訊。 按鈕在主畫面中。 1. 點選此 Performance info • <Run In f o> (運行資訊)畫面顯示。 ∗ 點選資訊按鈕可交換顯示每個資訊畫面。 3.3.1 運轉資訊 依工作站顯示所生產的基板和區塊數量及稼動時數。 ∗ 如果不重置歸零,則無論所生產的基板是否改變,數量將一直累計。 [PCB’s to p r …
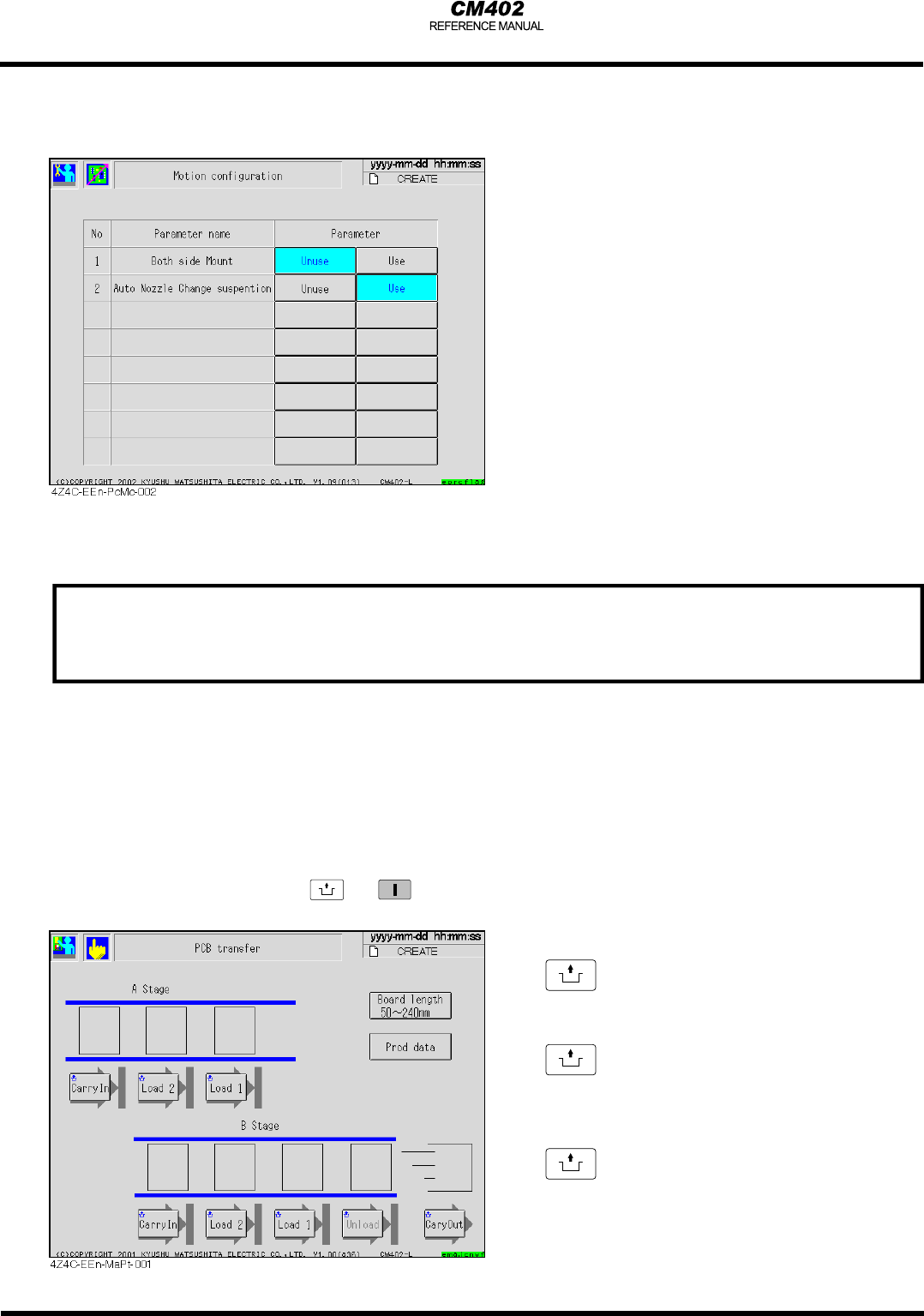
3.2.6動作設定
• 請選擇 “Use”(使用) 或 “Unuse”(不使用)
<Both side Mount>
當此基板的背面已裝著零件請選 "Use"
為了保護背面的零件,選用此功能將改變下列
的動作:
• 在送出裝著後的基板動作時,頂針可能會碰
觸到背面的零件,因此在確認頂針托盤已經
降下後,基板才會送出。
<Auto Nozzle Change suspension>
• 如果此功能設為"Use",自動吸嘴更換動作
將被禁用。當在PT內並未提供交換吸嘴的
資料時,請點選"Use"。
注意
預設值為 “Unuse”。
預設值不會改變,除非使用者變更設定。
3.2.7 基板傳送
分步驟執行導入基板、將基板從 A 工作站到 B 工作站、然後將其導出到下一到程序。
• 在軌道上的基板顯示為綠色矩形,移動時顯示為閃爍狀態。
∗ 在點選生產設定選單中的 [PCB transfer] 之後,請確定伺服開關為開,
UNLOCK
START
然後按下
。 <PCB transfer> 畫面將會顯示。
→
< A 工作站 >
UNLOCK
+ [Carry in]
從上一到程序導入基板到 A 工作站軌道的
等待位置。
UNLOCK
+
[Load 2]
將基板從等待位置傳送置 A 工作站軌道的
第二裝著位置上。
UNLOCK
+
[Load 1]
將基板從第二裝著位置位置傳送置 A 工作
站軌道的第一裝著位置上。
Page 3-11
3.3 生產資訊
3.3 生產資訊
生產資訊顯示生產基板的稼動狀態,吸取,零件供應裝置及相似的資訊。
按鈕在主畫面中。
1.
點選此
Performance
info
•
<Run Info>
(運行資訊)畫面顯示。
∗ 點選資訊按鈕可交換顯示每個資訊畫面。
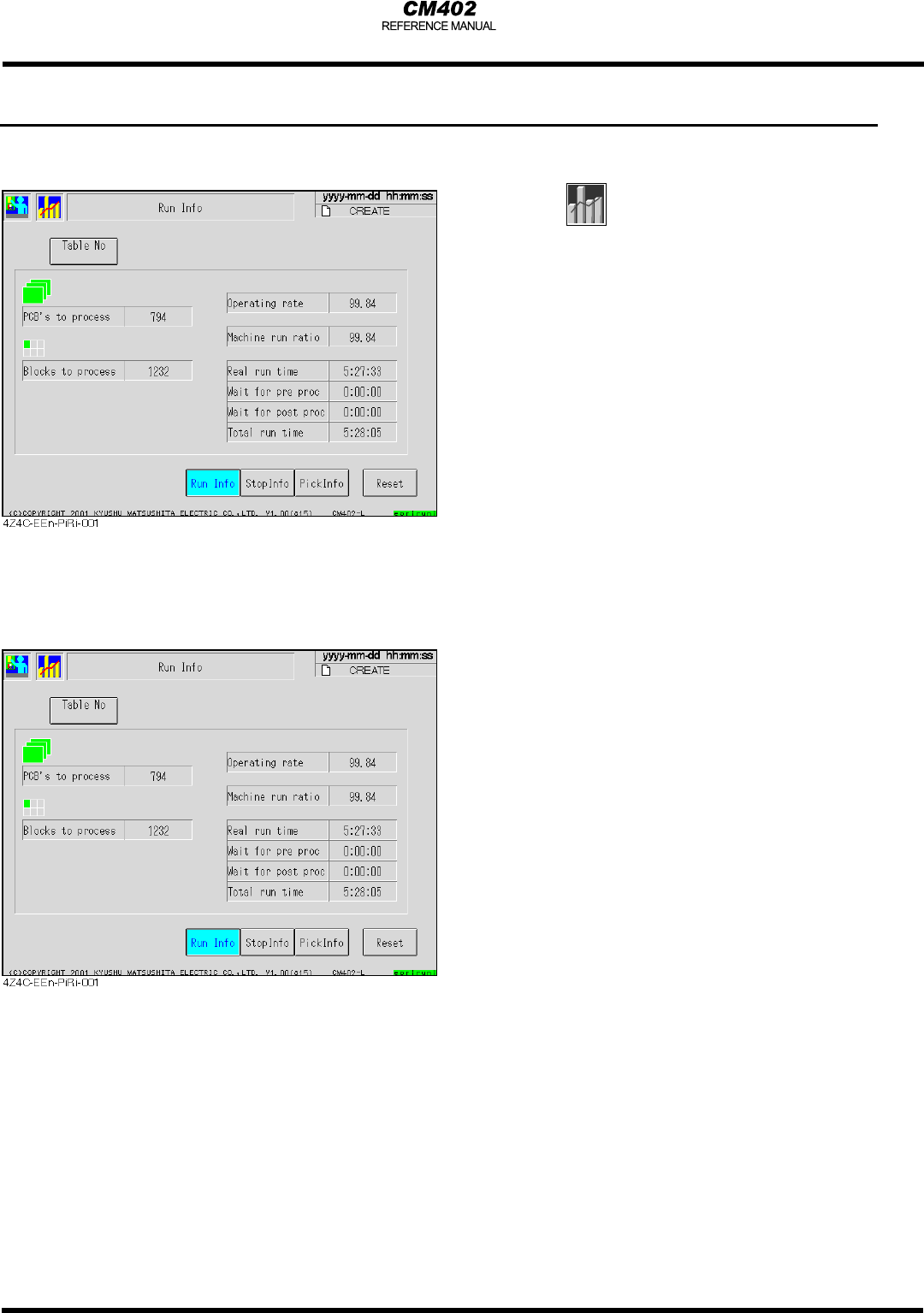
3.3.1 運轉資訊
依工作站顯示所生產的基板和區塊數量及稼動時數。
∗ 如果不重置歸零,則無論所生產的基板是否改變,數量將一直累計。
[PCB’s to process]
通過指定工作站的基板數量。
(即進行裝著的基板數加上通過的基板數)
[Blocks to process]
實際生產(裝著)的區塊數
[Operating rate]
機器在生產模式下實際進行裝著動作的時間比率
(實際運轉時間/總運轉時間)
[Machine run ratio]
指定工作佔的等待生產時間及實際生產時間的比率
((實際運轉時間+等待生產時間)/總運轉時間)
[Real run time]
在生產模式的時間減去由於故障或等待上和下一道
程序而停止裝著的時間後所得出的時間數
(總運轉時間─總中斷運轉時間)
[Wait for pre proc]
等待上一道程序準備好的時間
[Wait for post proc]
等待下一道程序準備好的時間
prepared
[Total run time]
處於生產模式的時間
Page 3-12
3.3 生產資訊
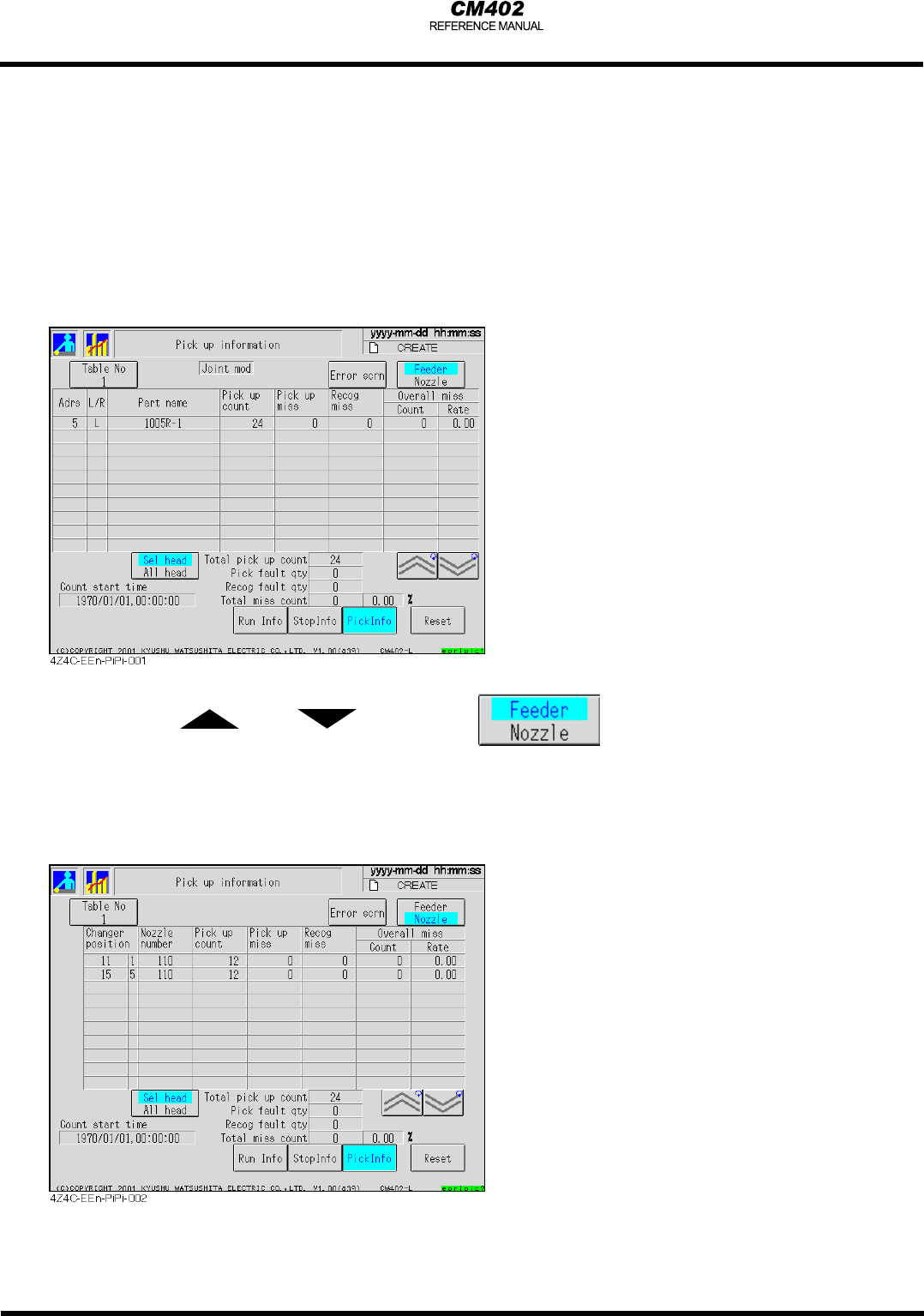
3.3.2吸著資訊
依料架及吸嘴顯示在生產中獲得的零件吸取資訊。
∗
如果在更換生產基板類型有空白的料站位置,則此位置的資訊將不會顯示。
∗
如果不重置歸零,則無論所生產的基板是否改變,資料將一直累加。
T依料架
依料架顯示所選擇工作站的吸著資訊。
[Error scrn]
顯示目前所選工作站的最新錯誤畫面。
[Sel head]
[All head]
切換每個詳細資訊。
每次按下
會切換依料架或依吸嘴顯示資訊。
T依吸嘴
依吸嘴顯示所選擇工作站的吸著資訊。
Page 3-13