KE-750_QA表.pdf - 第82页
在线预览 KE-750_QA表.pdf PDF 文档。
FUNCTION NAME 0.4 VCS, 0.3 VCS Light Map Function/Performance CHECK/ADJUSTMENT METHODS (REMEDIAL ACTION PROCEDURE)
ASSURED QUALITY Reliability
QUALITY CHARACTERISTICS (SPECIFICATION VALUES) CATEGORY Safety
Product Image
ROLE IN FUNCTION (MEANING OF SPECIFICATION VALUES)
POSSIBLE MALFUNCTIONS (CAUSED BY INCORRECT SPECIFICATION VALUES)
COMPONENTS
NO. Part No. Part Name Associated Quality Characteristics
1 E86067250A0 Base unit board assembly DC power source output voltage adjustment
2 E86157210A0 0.4 VCS light board assembly
3 E86527210A0 0.3 VCS light board assembly MODEL KE-750/760
4 UNIT Electrical REF. NO.
5
NAME
EL-11
6 FUNCTION 0.4 VCS, 0.3 VCS Light Map 1/5
7
NAME
8
9
10
QA Table
The same light adjustment procedure is used for 0.4 VCS and 0.3 VCS. Use the following adjustment jig and variable
resistors.
The light map must meet the following three requirements:
1. 30 ≤ MIN_LVL ≤ 40
(Either upper or lower part of the line of light map)
2. 230 ≤ MAX_LVL ≤ MAX_LVLsat
Application Adjustment jig Adjusting variable resistor
(Black acrylic only on background at measurement)
0.4 VCS VCS jig plate A assembly (part no. M131) Base unit board VR2
3. The difference between the max. and min. of the peak level is within 5 graduations
(as small as possible).
0.3 VCS VCS jig plate C assembly (part no. M137) Base unit board VR3
Within 5
graduations
Clean the metal sample of the VCS jig plate with alcohol to ensure that it is free of dirt and fingerprints.
1. Before starting the adjustment procedure, make sure that the DC power source output voltage has been properly adjusted.
2. Place the VCS light adjustment jig on the VCS light.
3. Turn ON the VCS light and turn the variable resistor to obtain the greatest intensity of the light.
Serving as the adjustment of lighting brightness for image recognition, it is directly concerned with the image taken in through
the recognition process, greatly affecting placement accuracy.
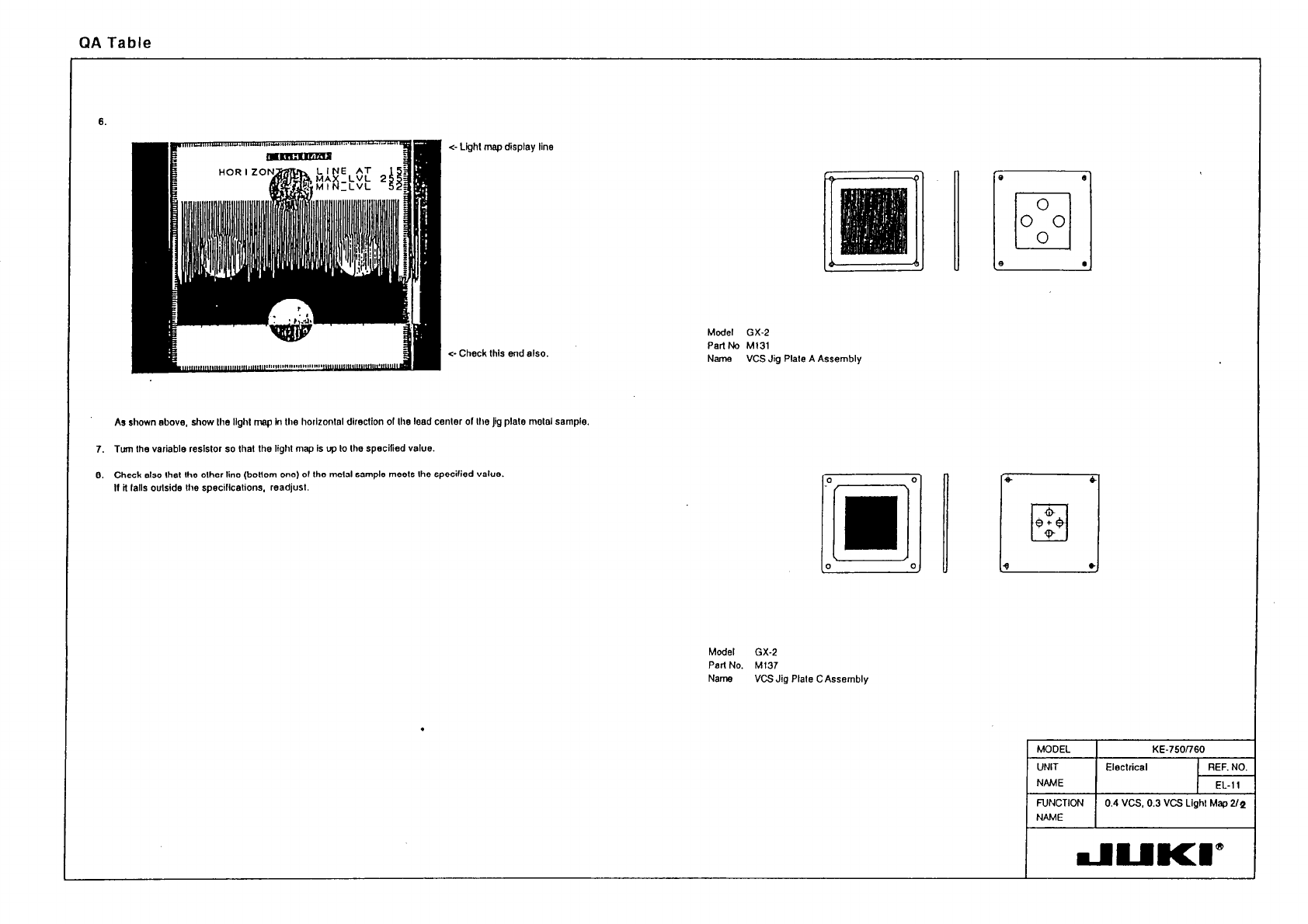
4. <- Light map display line
Take the light map in the horizontal direction of the body of the jig plate metal sample as
shown on the left.
5. <- Saturation
The above light map is displayed as shown on the left. Record the MAX_LVL at this time as
MAX_LVLsat.
1. Degraded placement accuracy when image recognition is used.
2. Image recognition error
FUNCTION NAME Vacuum Natural Breaking Time Function/Performance CHECK/ADJUSTMENT METHODS (REMEDIAL ACTION PROCEDURE)
ASSURED QUALITY Reliability
QUALITY CHARACTERISTICS (SPECIFICATION VALUES) CATEGORY Safety
Product Image
ROLE IN FUNCTION (MEANING OF SPECIFICATION VALUES)
POSSIBLE MALFUNCTIONS (CAUSED BY INCORRECT SPECIFICATION VALUES)
COMPONENTS
NO. Part No. Part Name Associated Quality Characteristics
1
2
3 MODEL KE-750/760
4 UNIT Electrical REF. NO.
5
NAME
EL-12
6 FUNCTION Vacuum Natural Breaking Time
7
NAME
8
9
10
QA Table
1. Fit the jig pressure sensor to the end of the nozzle.
Vacuum natural breaking time ≤ 70 msec.
2. Connect the jig pressure sensor to the head main board.
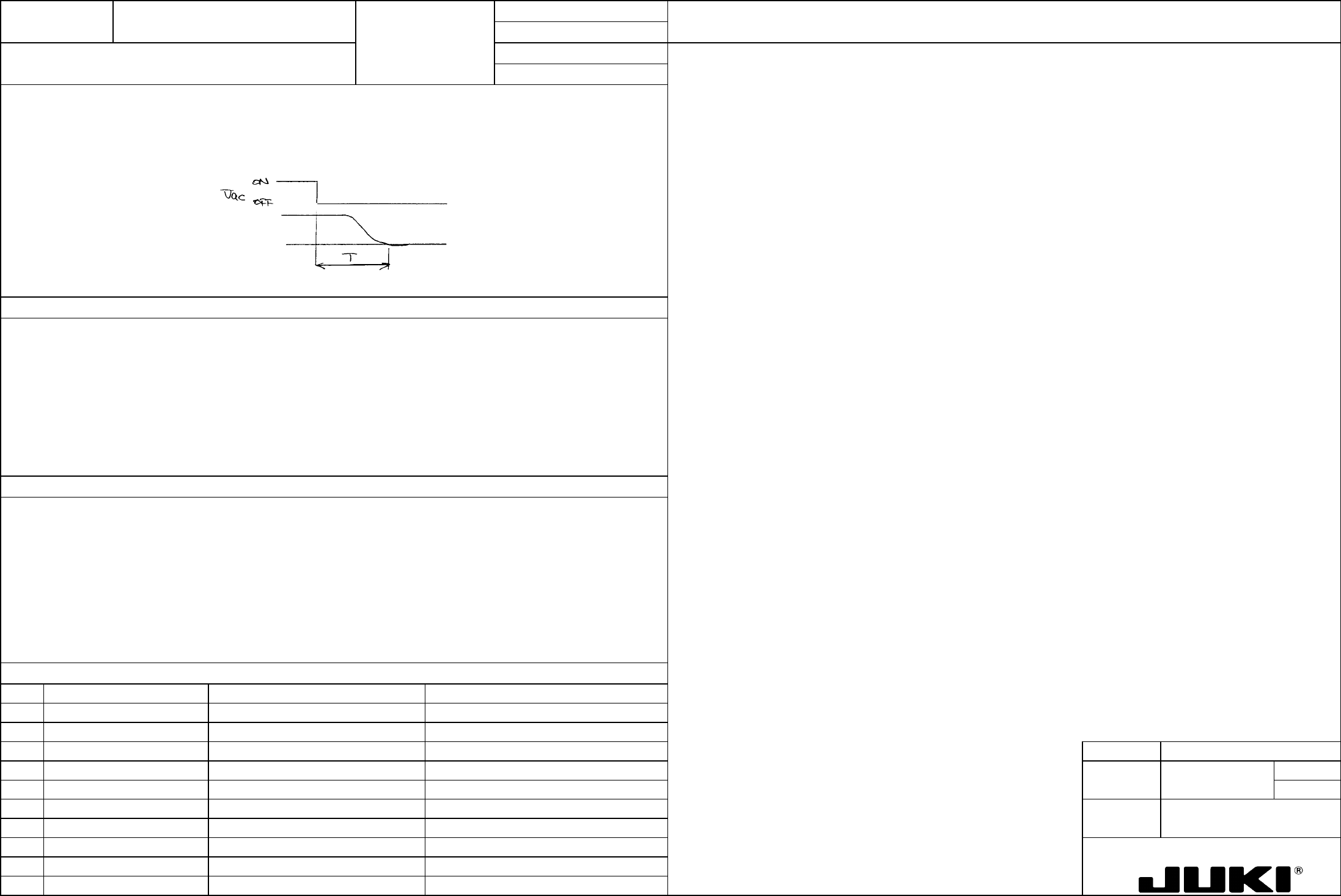
Vacuum natural breaking time refers to:
L head - CN17
"Time T it takes the vacuum at the end of the nozzle to return to atmospheric pressure after the Vac SV OFF timing."
C head - CN19
R head - CN18
3. Turn ON vacuum SV, then turn it OFF. Measure the time it takes the jig pressure sensor output to reach the atmospheric
level as counted from the OFF timing.
Vacuum level
Concerned with the pickup force at component placement, it affects placement accuracy.
1. A standing chip at component placement
2. Degraded placement accuracy