机器设置与安装.pdf - 第101页
MSR 服务手册 5.3 控制机器 D14SCC-W 0-600-A0 5.3-2 10. 旋松 止动器螺栓, 使止动器抵于 夹块。 11. 旋紧止动器螺栓。 12. 将“ HEAD SERVO ”(头伺服)置 于 OFF 。 13. 观察线性传感器控制 器 P945C 的 实测值显示, 同时 向( + )方向、( - )方 向按 1 °单位 缓慢转动手轮。 14. 在循环计时器 178 ± 2 °确认线性传感 器的高度。 = 规格值 …
MSR
服务手册
5.3 控制机器
5.3-1 D14SCC-W0-600-A0
5.3 控制机器
控制机器控制机器
控制机器
Sentence No. D14SCC-W0-600-A0
5.3.1 线性传感器高度和角度的调整
线性传感器高度和角度的调整线性传感器高度和角度的调整
线性传感器高度和角度的调整
相关 Unit No.
线性传
感器高度和角度的
调整
4.7.4
大型元件检测的调整
维修手册
/
维修指南
/
线性传
感器偏移的调整
**
无选项
**
线性传感器
的更换
►线性传感器高度和角度的调整
线性传感器高度和角度的调整线性传感器高度和角度的调整
线性传感器高度和角度的调整
=确认
确认确认
确认=
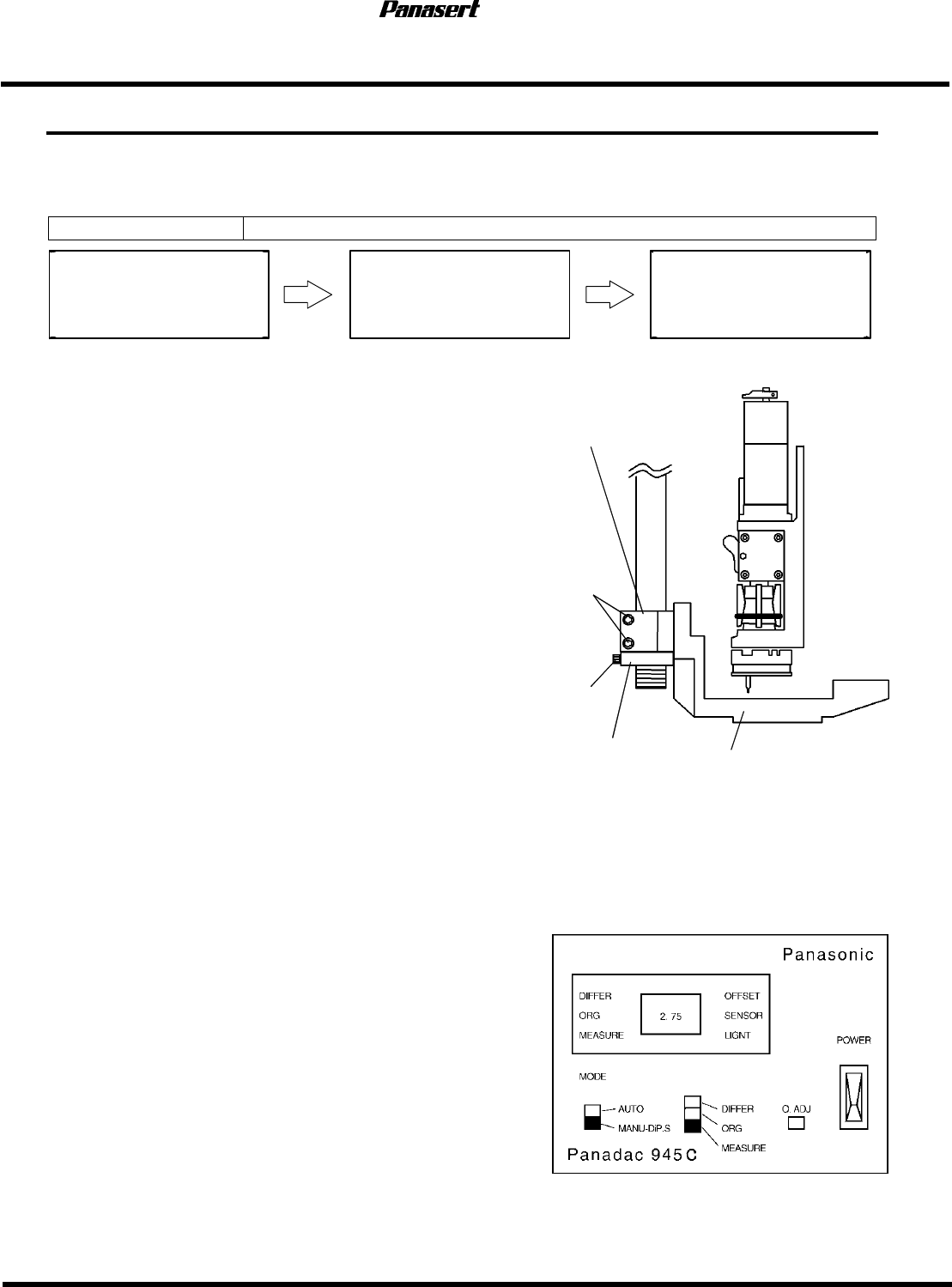
请使用No.1吸嘴装置的1号吸嘴。
1. 打开电源,进行返回原点。
2. 将线传感器控制器P945C的双列直插式开关设置为
“MANU-DIP.S”、“MEASURE”。
3. 将“HEAD SERVO”(头伺服)置于OFF。
4. 转动手轮至循环计时器178°的位置。
5. 将“HEAD SERVO”(头伺服)置于ON。
6. 用线性传感器控制器P945C确认线性传感器的高度。
=规格值
规格值规格值
规格值=
高度:2.5~3.0mm
7. 在规格值之外时,旋松螺栓及止动器螺栓进行调整。
8. 旋紧止动器螺栓固定止动器。
9. 再次确认线性传感器的高度。
线
性
传
感器
夹块
螺栓
止
动
器螺栓
止
动
器
MSR
服务手册
5.3 控制机器
D14SCC-W0-600-A0 5.3-2
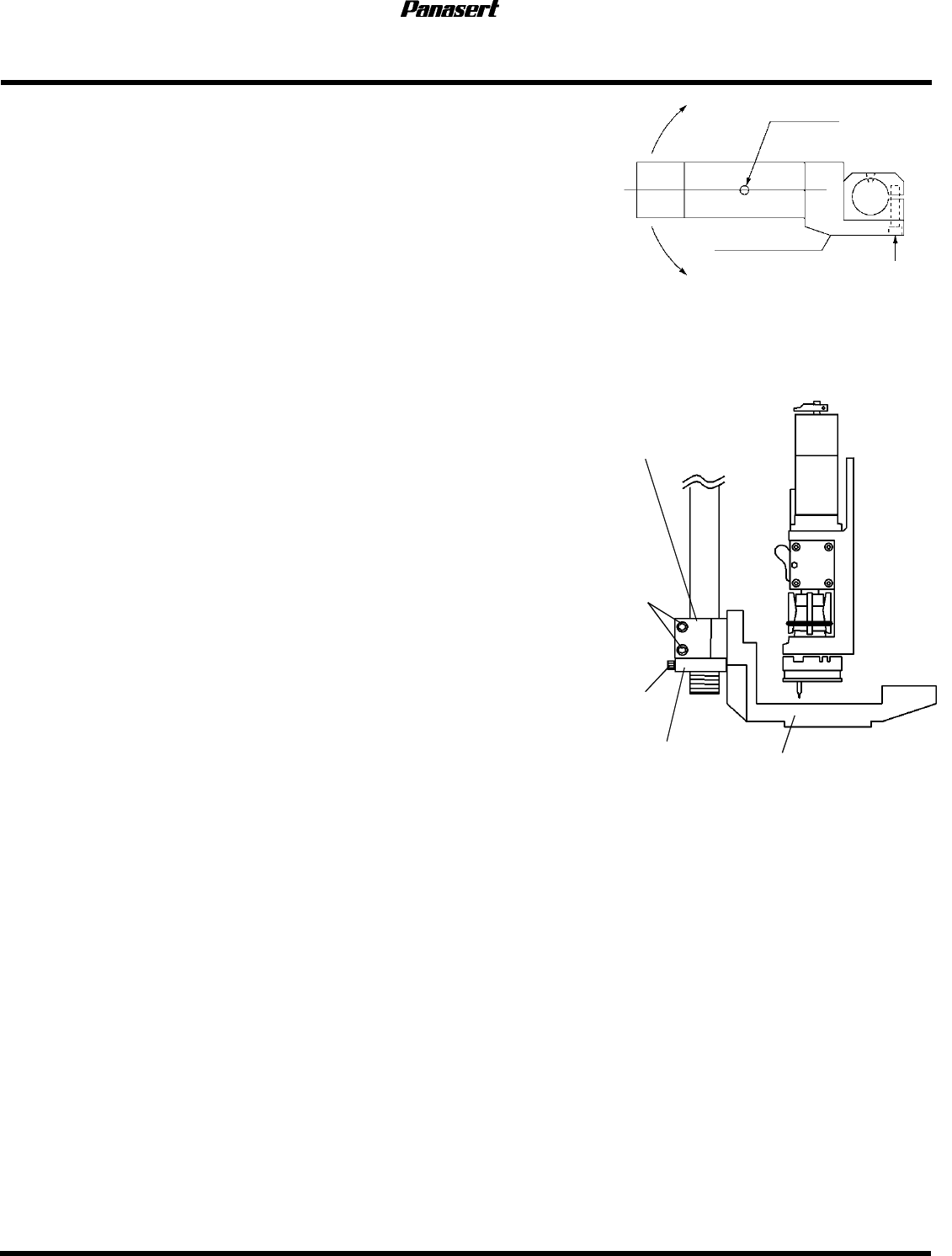
10. 旋松止动器螺栓,使止动器抵于夹块。
11. 旋紧止动器螺栓。
12. 将“HEAD SERVO”(头伺服)置于OFF。
13. 观察线性传感器控制器P945C的实测值显示,同时
向(+)方向、(-)方向按1°单位缓慢转动手轮。
14. 在循环计时器178±2°确认线性传感器的高度。
=规格值
规格值规格值
规格值=
高度:2.5~3.0mm
15. 在规格值之外时,旋松螺栓进行调整。
16. 暂时拧紧螺栓。
17. 左右摆动线性传感器,在循环计时器178±2°内线性
传感器控制器P945C的显示没有变化的位置旋紧螺栓。
18. 再次确认高度。
19. 在循环计时器178°处,按下线性传感器控制器P945C的
“OADJ”,切换为“AUTO”(自动)。
CT1785
传
感器托架
1
号吸嘴
(站
3
)
(
+
)
(
-
)
夹块
线
性
传
感器
夹块
螺栓
止
动
器螺栓
止
动
器
MSR
服务手册
5.3 控制机器
5.3-3 D14SCC-W0-600-A0
5.3.2 θ
θθ
θ轴电机驱动
轴电机驱动轴电机驱动
轴电机驱动器的更换步骤
器的更换步骤器的更换步骤
器的更换步骤
相关 Unit No.
θ
轴
电
机
驱
动
器的更
换
►分割型(
分割型(分割型(
分割型(P343A)单轴用驱动器基板的更换
)单轴用驱动器基板的更换)单轴用驱动器基板的更换
)单轴用驱动器基板的更换
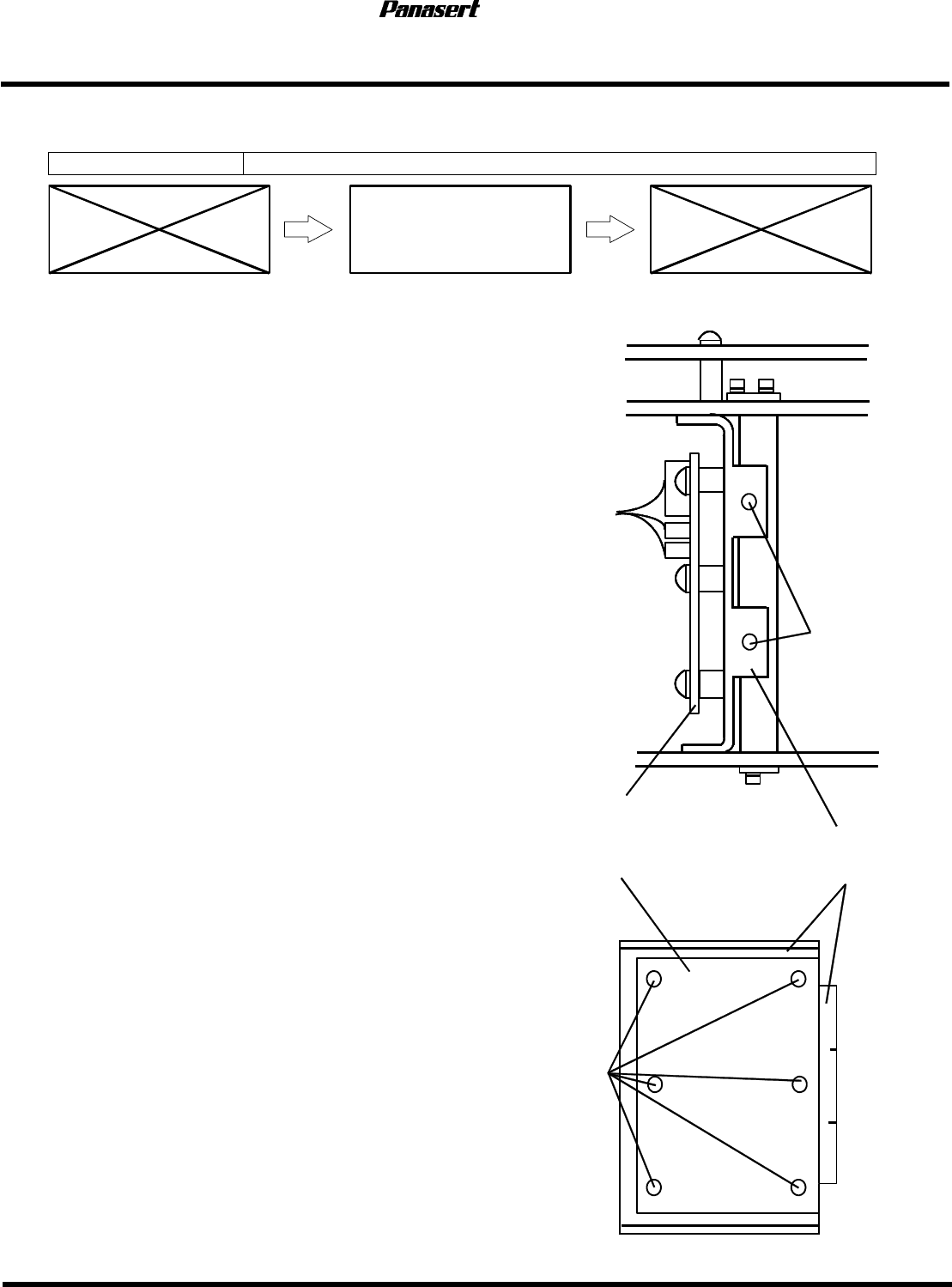
1. 拆下绑缚线束的电缆扎匝,将线束从连接器中
全部拆除。
2. 卸下固定托架的两根螺栓。
3. 拉出安装有单轴用驱动器基板的托架。
4. 旋松6根螺栓,从托架上卸下单轴用驱动器基板。
5. 用6根螺栓将新驱动器基板安装在托架上。
请装入垫片。
6. 将安装完新基板的托架插入原来位置,旋紧两根
螺栓。在螺栓上涂溥固定胶。
=确认
确认确认
确认=
请使用相当于Loctite242中强度(兰色)的胶体。
7. 按原样连接线束。
与连接器连接良好后,用电缆扎匝固定。
螺栓(
2
根)
螺栓
(
6
根)
))
)
托架
单轴用驱动器基板
(本次替
换
)
2. 6.
4. 5.
4. 5.
1. 7.
线
束
3. 6.