机器设置与安装.pdf - 第71页
MSR 服务手册 4.9 元件 供给部:其他 D14SCC-W 5-700-A0 4.9-2 12. 旋松 滚珠丝杠的机 械锁,使其不 受力,卸下滚珠 丝杠的托架。 13. 卸下 元件供给部。 14. 更换 电机。 15. 带紧 滚珠丝杠托架 的螺栓,旋紧 机械锁。 16. 将元 件供给部安装 于主 LM 导轨 。 17. 向机 器方向推动元 件供给部 ,旋紧 Z 轴主 LM 导轨 的螺栓,然后旋紧副 LM 导轨的螺栓 。 18. 旋紧…
MSR
服务手册
4.9 元件供给部:其他
4.9-1 D14SCC-W5-700-A0
4.9 元件供给部:其他
元件供给部:其他元件供给部:其他
元件供给部:其他
Sentence No. D14SCC-W5-700-A0
4.9.1 Z轴电机和滚珠丝杠的更换
轴电机和滚珠丝杠的更换轴电机和滚珠丝杠的更换
轴电机和滚珠丝杠的更换
相关 Unit No.
Z
轴电机和滚珠丝杠
4.7.1
吸着位置的调整
=准备
准备准备
准备=
1. Z轴手用工具
►Z轴电机的更换
轴电机的更换轴电机的更换
轴电机的更换
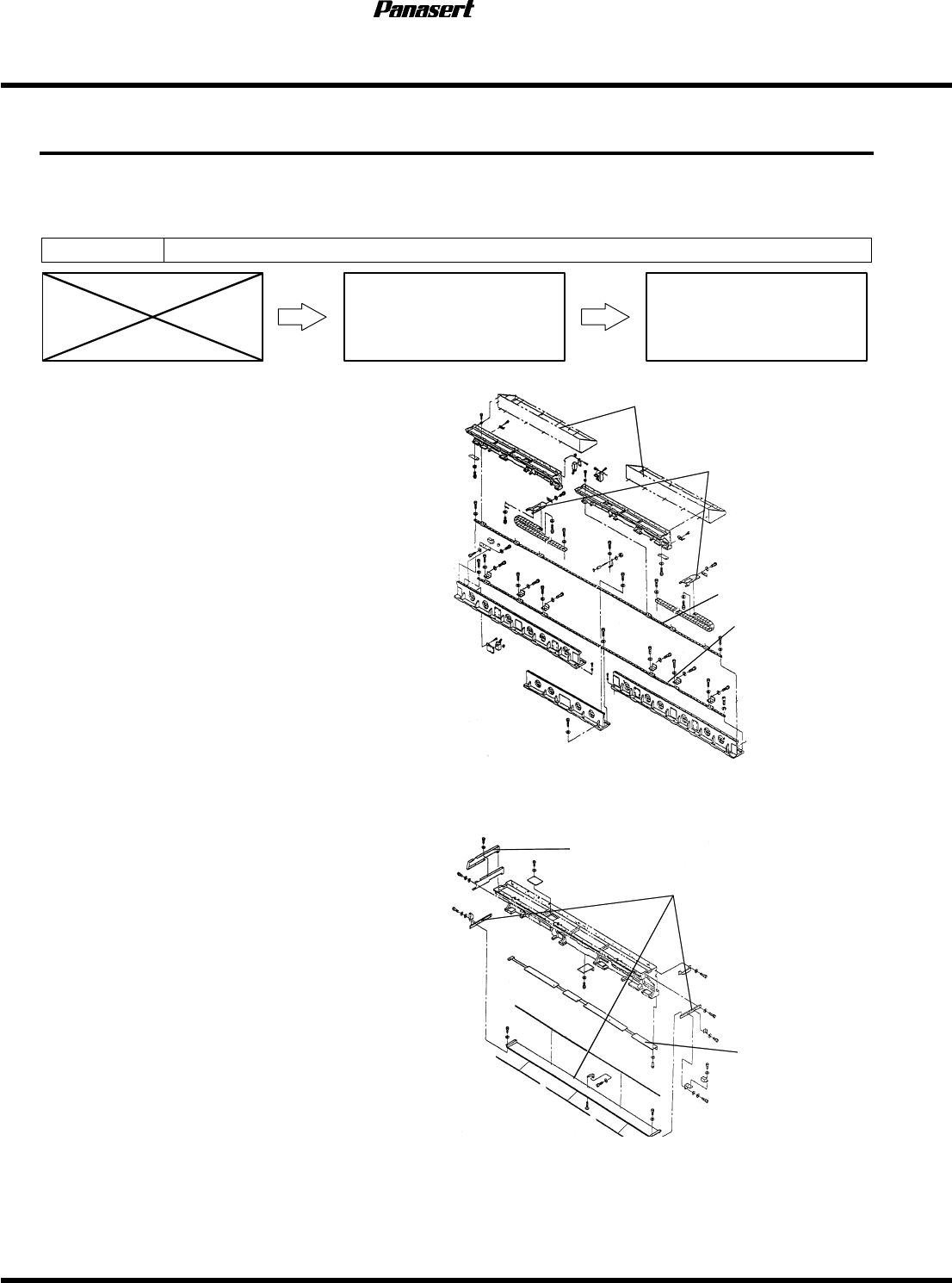
1. 关闭电源。
2. 卸下元件供给部盖。
3. 卸下电缆MOLEX。
4. 卸下cap flex托架。
5. 卸下防尘板。
6. 向滚珠丝杠端部移动元件供给部。
7. 卸下要更换的电机相连的滚珠
丝杠螺母的螺栓。
8. 卸下电机与元件供给部相连的电
机螺栓。
9. 卸下元件供给部与Z轴副LM导轨相
连的螺栓。
10. 卸下元件供给部与Z轴主LM导轨相
连的螺栓。
11. 在滚珠丝杠的中心设置垫块,以防
滚珠丝杠落下。
元件供
给
部盖
电缆
molex cap fle
x
端子台
主
LM
导轨
副
LM
导轨
电缆
盖
传
感器
挡
片
元件料架浮起
传
感器板
MSR
服务手册
4.9 元件供给部:其他
D14SCC-W5-700-A0 4.9-2
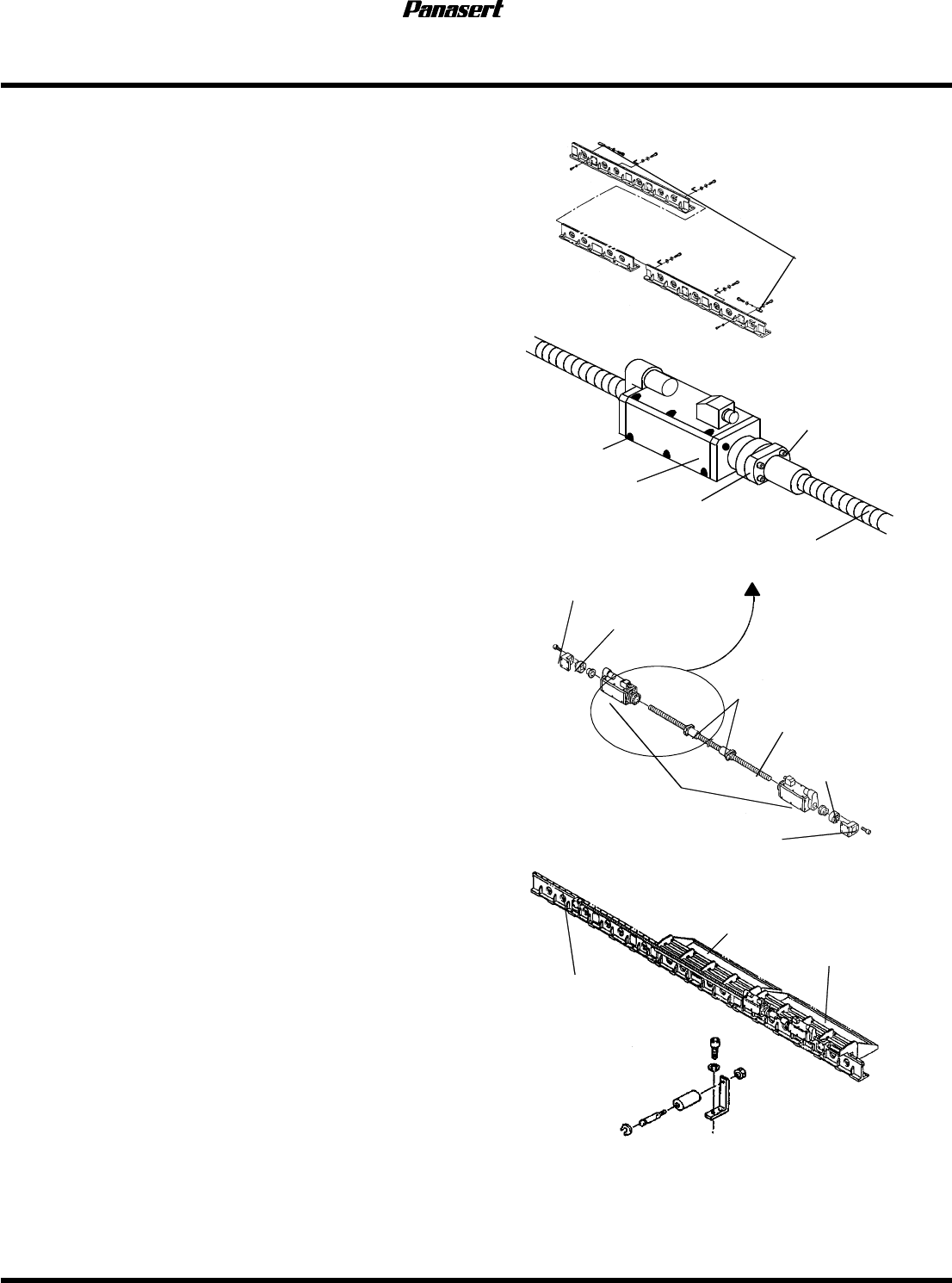
12. 旋松滚珠丝杠的机械锁,使其不受力,卸下滚珠
丝杠的托架。
13. 卸下元件供给部。
14. 更换电机。
15. 带紧滚珠丝杠托架的螺栓,旋紧机械锁。
16. 将元件供给部安装于主LM导轨。
17. 向机器方向推动元件供给部 ,旋紧Z轴主LM导轨
的螺栓,然后旋紧副LM导轨的螺栓。
18. 旋紧电机螺栓并使元件供给部的侧面与电机侧面
平行。
19. 将滚珠丝杠安装于电机,(不必旋紧滚珠丝杠
带帽螺栓)手动操作使元件供给部向Z轴原点方
向移动。
20. 再次卸下滚珠丝杠螺母。
=确认
确认确认
确认=
请确认Z轴原点传感器与传感器挡片的中心吻合。
21. 打开电源,转动滚珠丝杠直至电机原点LED点灯。
22. 将主操作盘的“SERVO MOTOR”(伺服电机)
置于OFF。
23. 安装滚珠丝杠螺母,旋紧滚珠丝杠带帽螺栓。
电
机
滚
珠
丝
杠
滚
珠
丝
杠托架
机械
锁
电机
螺栓
滚
珠
丝
杠
缩
紧
螺栓
滚
珠
丝
杠
锁紧
螺母
滚
珠
丝
杠螺母
滚
珠
丝
杠
机械
锁
滚
珠
丝
杠托架
电
机
止
动
器
滚轮
左
侧
元件供
给
部
右
侧
元件供
给
部
Z
轴主
LM
导轨
MSR
服务手册
4.9 元件供给部:其他
4.9-3 D14SCC-W5-700-A0
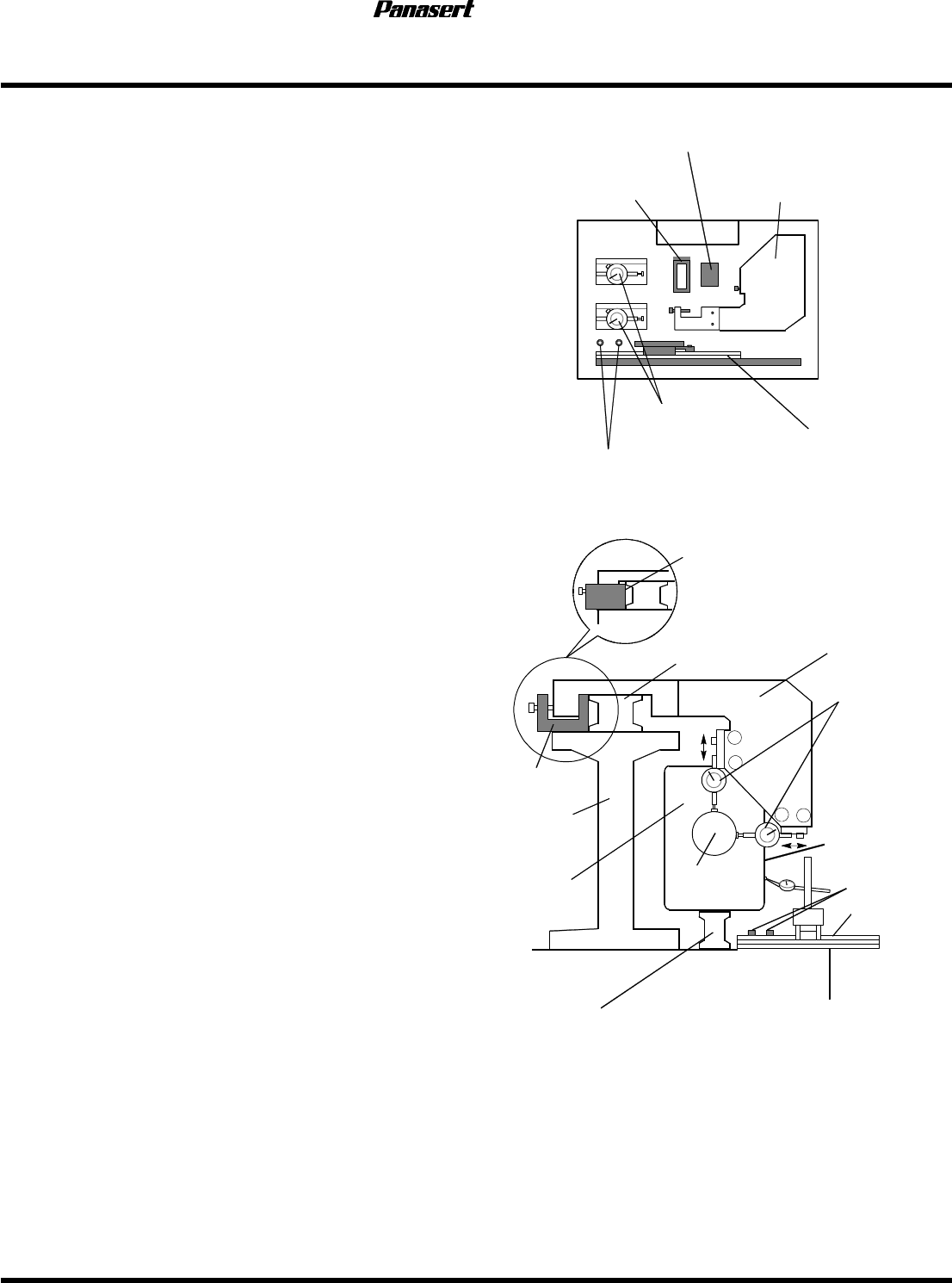
24. 将垫块、滚珠丝杠调节支座和两支百分表设置
于滚珠丝杠的中心。
25. 将未更换电机的元件供给部(基准)向滚珠
丝杠的中心移动。
26. 将百分表置零。
27. 将基准元件供给部向滚珠丝杠的端部移动,更换
了元件供给部的电机向滚珠丝杠的中心移动。
28. 卸下位于滚珠丝杠下方的滚轮,安装百分表和
电机调节治具。
29. 将主操作盘的“SERVO MORTOR”(伺服电机)
置于ON。
30. 将百分表针置于电机侧面。
31. 确认电机的平行度。
=规格值
规格值规格值
规格值=
电机平行度:0.03mm
32. 同时检查左右双方的元件供给部间的偏心。
=规格值
规格值规格值
规格值=
偏心:0.05mm
33. 在规格值外时,旋松电机螺栓,调整平行度和偏心。
(
2
)
MV
、
MK
用
垫
块
(
3
)
MV2
、
MSH
用垫块
(
1
)滚珠丝杠调节支座
(
6
)
电
机
调节夹
具
(
4
)百分表
(
5
)固定螺栓
Z
轴
手用工具
-
-
(
3
)
(
1
)
(
4
)
(
2
)
(
5
)
(
6
)
Z
轴
主
LM
导轨
槽
铁
Z
轴
电
机
Z
轴
副
LM
导轨
主体
电
机
侧
Z
轴滚珠丝杠